Вам также может понравиться
- Robber Bridegroom Script 1 PDFДокумент110 страницRobber Bridegroom Script 1 PDFRicardo GarciaОценок пока нет
- Verb TensesДокумент3 страницыVerb TensesVeronicaGelfgren92% (12)
- Module ConnectionsДокумент16 страницModule ConnectionsHemilton Cheng Modulos100% (1)
- Liddell Hart PDFДокумент5 страницLiddell Hart PDFMohamed Elkhder100% (1)
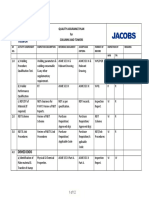
- Contractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationДокумент5 страницContractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationSergey KichenkoОценок пока нет
- A History of The Church Part 1 (1) Coverage of Midterm ExamДокумент117 страницA History of The Church Part 1 (1) Coverage of Midterm ExamMary CecileОценок пока нет
- Angles MeasurementДокумент60 страницAngles Measurementsitaram_akella_1Оценок пока нет
- Welder Testing Procedure 2014 2Документ3 страницыWelder Testing Procedure 2014 2Sandip JawalkarОценок пока нет
- Orbinox VG08 Knife Gate ValveДокумент8 страницOrbinox VG08 Knife Gate ValveYorkistОценок пока нет
- Instrumentation and ControlsДокумент2 страницыInstrumentation and ControlsTrí NguyễnОценок пока нет
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 30-Oct-17 MechДокумент2 страницыSaudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 30-Oct-17 MechJagdishОценок пока нет
- Method Statement MS - DSD-016/M02 Rev. 00: Souq Residences Fzco, Golden Mile, Palm Jumeirah, DubaiДокумент8 страницMethod Statement MS - DSD-016/M02 Rev. 00: Souq Residences Fzco, Golden Mile, Palm Jumeirah, DubaiSIBINОценок пока нет
- Damage ReportДокумент1 страницаDamage ReportAMG Co.100% (1)
- ITP For Piping SystemsДокумент6 страницITP For Piping SystemsGia Minh Tieu TuОценок пока нет
- Ductile Iron Pipe Installation Guide 05 2015Документ134 страницыDuctile Iron Pipe Installation Guide 05 2015Anonymous R7EKGEDОценок пока нет
- Revised Erection DWG - 4-Cm4Документ4 страницыRevised Erection DWG - 4-Cm4SIBINОценок пока нет
- Revised Erection DWG - 4-Cm4Документ4 страницыRevised Erection DWG - 4-Cm4SIBINОценок пока нет
- Method Statement For Fabrication and Erection of Demineralized Water TankДокумент12 страницMethod Statement For Fabrication and Erection of Demineralized Water TanksomiqatarОценок пока нет
- ACMV Inspeciton Check ListДокумент22 страницыACMV Inspeciton Check ListNaing Win TunОценок пока нет
- Scope: Method Statement For The Installation of Chiller & Chilled Water PumpsДокумент3 страницыScope: Method Statement For The Installation of Chiller & Chilled Water PumpsSIBINОценок пока нет
- Conflict Management and Negotiation - Team 5Документ34 страницыConflict Management and Negotiation - Team 5Austin IsaacОценок пока нет
- Itp For Painting - FДокумент5 страницItp For Painting - FMudabbir HussainОценок пока нет
- Vessel Final BoxДокумент14 страницVessel Final Boxmanoj thakkarОценок пока нет
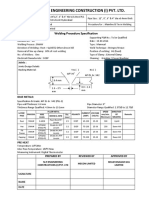
- WPS - 2Документ3 страницыWPS - 2aleventОценок пока нет
- Safe Work Method - ConcretingДокумент11 страницSafe Work Method - ConcretingJustin Ranjit100% (1)
- Gate & Globe PDFДокумент0 страницGate & Globe PDFZoebairОценок пока нет
- Manhole Installation Guide-PDF-rev2Документ68 страницManhole Installation Guide-PDF-rev2AhmadОценок пока нет
- Quiz MicrobiologyДокумент65 страницQuiz MicrobiologyMedShare98% (51)
- TopCoreBelco 101 FCДокумент9 страницTopCoreBelco 101 FCCesar ArellanoОценок пока нет
- Weld Identification: Welding Procedures ManualДокумент2 страницыWeld Identification: Welding Procedures ManualcarlosОценок пока нет
- Ok-Hydraulic Oil Flushing at Terminal AreaДокумент4 страницыOk-Hydraulic Oil Flushing at Terminal AreaEric TingОценок пока нет
- Radiation Safety Distance DiagramДокумент3 страницыRadiation Safety Distance DiagramEswaranОценок пока нет
- Procédure MTДокумент11 страницProcédure MTAslaouiОценок пока нет
- Proposed WPS For API 5LДокумент1 страницаProposed WPS For API 5LMecon HyderabadОценок пока нет
- Ducting QAP R02 080822Документ2 страницыDucting QAP R02 080822Pavul RajОценок пока нет
- NDT ProcedureДокумент16 страницNDT ProcedureSadok Kzadri100% (1)
- Welding Machine Pre-Start ChecklistДокумент2 страницыWelding Machine Pre-Start ChecklistAnonymous tgbmyb1GTcОценок пока нет
- (Painting Works) : Inspection and Test PlanДокумент2 страницы(Painting Works) : Inspection and Test Planrize1159Оценок пока нет
- Chapter 4 Lesson ProperДокумент44 страницыChapter 4 Lesson ProperWenceslao LynОценок пока нет
- National Geographic Traveller India - July 2016-P2PДокумент104 страницыNational Geographic Traveller India - July 2016-P2PPeter100% (2)
- Chapter 8: Organizational LeadershipДокумент21 страницаChapter 8: Organizational LeadershipSaludez Rosiellie100% (6)
- The City of GodДокумент16 страницThe City of GodJei Em MonteflorОценок пока нет
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsДокумент4 страницыWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanОценок пока нет
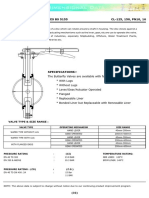
- Butterfly ValveДокумент4 страницыButterfly ValveghjtyuОценок пока нет
- Weld Repair ProcedureДокумент51 страницаWeld Repair Proceduremohd as shahiddin jafriОценок пока нет
- 800D SeriesДокумент3 страницы800D Seriesvkeie0206Оценок пока нет
- WPS & SmawДокумент12 страницWPS & Smawnuke apriyaniОценок пока нет
- Structural Steel and Pipe Work ProcedureДокумент5 страницStructural Steel and Pipe Work ProcedureMohamed100% (2)
- Coke Crusher - Lubrication Pumps Run in TestДокумент26 страницCoke Crusher - Lubrication Pumps Run in TestsayedОценок пока нет
- Packaging and Shipping SpecificationДокумент30 страницPackaging and Shipping SpecificationashokclineОценок пока нет
- MS For Fabrication of Above-Ground Storage TankДокумент8 страницMS For Fabrication of Above-Ground Storage Tankdadz mingiОценок пока нет
- Sikadur®-52 LP: Product Data SheetДокумент3 страницыSikadur®-52 LP: Product Data SheetMuamer Jasna ĐulovićОценок пока нет
- INS T 004, Tol - OvalityДокумент4 страницыINS T 004, Tol - OvalityDeepakОценок пока нет
- Lot Inspection Report For LPG New CylindersДокумент3 страницыLot Inspection Report For LPG New CylindersJagannath MajhiОценок пока нет
- Procedure Qualification RecordsДокумент2 страницыProcedure Qualification RecordsRM ENTERPRISESОценок пока нет
- Valve Hydro Test Status For AramcoДокумент3 страницыValve Hydro Test Status For AramcousmanОценок пока нет
- QAP For Conical StrainerДокумент2 страницыQAP For Conical StrainersatishchidrewarОценок пока нет
- EM-SRC-0005-Marking Packaging Preservation and Shipping Requirements PDFДокумент37 страницEM-SRC-0005-Marking Packaging Preservation and Shipping Requirements PDFdang2172014Оценок пока нет
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeДокумент4 страницыCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55Оценок пока нет
- BS 1724 (Bronze Welding by Gas)Документ24 страницыBS 1724 (Bronze Welding by Gas)nandi_scrОценок пока нет
- ITP For Mild Steel Pipe WorksДокумент4 страницыITP For Mild Steel Pipe WorksKumar AbhishekОценок пока нет
- QATAR Pin Braze pdfr1Документ14 страницQATAR Pin Braze pdfr1Karunanithi NagarajanОценок пока нет
- Weld Identification Record FormДокумент2 страницыWeld Identification Record FormDimitris NikouОценок пока нет
- Temperature Controllers: Installation and MaintenanceДокумент5 страницTemperature Controllers: Installation and MaintenanceJose Uriel Ortega LeonОценок пока нет
- QIPДокумент9 страницQIPzahid_497Оценок пока нет
- PRES TIG Hot Wire Narrow Gap Welding enДокумент25 страницPRES TIG Hot Wire Narrow Gap Welding enRavishankarОценок пока нет
- MarcoДокумент1 страницаMarcobimboОценок пока нет
- Welding Procedure Specification For GTAWДокумент9 страницWelding Procedure Specification For GTAWraja reyhanОценок пока нет
- Wps For Smaw06-001 (Pipe 6g CS)Документ10 страницWps For Smaw06-001 (Pipe 6g CS)walitedisonОценок пока нет
- 1-Manual Horizontal Stand CTS670 ST7H PDFДокумент121 страница1-Manual Horizontal Stand CTS670 ST7H PDFManikandaprabhu ManickamОценок пока нет
- 2.8.2. Indicative QAP - ColumnsДокумент12 страниц2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- DD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateДокумент1 страницаDD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateWaqar SiddiqueОценок пока нет
- Bs Tech: Electrodes Issue and Return RegisterДокумент1 страницаBs Tech: Electrodes Issue and Return RegisterRhannie GarciaОценок пока нет
- Baking and Drying Temperature of ElectrodesДокумент1 страницаBaking and Drying Temperature of ElectrodesshisОценок пока нет
- Inspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationДокумент3 страницыInspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationKhaled GamalОценок пока нет
- Is 11006 2011 PDFДокумент16 страницIs 11006 2011 PDFAnantha NarayananОценок пока нет
- MPM 441 02 04Документ1 страницаMPM 441 02 04Mousa PetrolОценок пока нет
- Ceramic Tile Installation NDIAДокумент12 страницCeramic Tile Installation NDIASIBINОценок пока нет
- UPDA Electrical Engineering Exam Questions 2015 Part 2 - December 2015- اختبارДокумент1 страницаUPDA Electrical Engineering Exam Questions 2015 Part 2 - December 2015- اختبارSIBINОценок пока нет
- Web EBP - Dixon Samuel Samuel, DOH-TRVДокумент1 страницаWeb EBP - Dixon Samuel Samuel, DOH-TRVSIBINОценок пока нет
- Kech 10Документ31 страницаKech 10Vijaya PrakashОценок пока нет
- The Time Constant of An RC Circuit: 1 ObjectivesДокумент9 страницThe Time Constant of An RC Circuit: 1 ObjectivesyashsviОценок пока нет
- Dep33 Aof SupplementaryДокумент1 страницаDep33 Aof SupplementarySIBINОценок пока нет
- Inch CatalogueДокумент75 страницInch CatalogueSIBINОценок пока нет
- 12015-SM - Over Ride PanelДокумент42 страницы12015-SM - Over Ride PanelSIBINОценок пока нет
- 25045-A1000-18-3gs-E-014 (Panel Board)Документ51 страница25045-A1000-18-3gs-E-014 (Panel Board)SIBINОценок пока нет
- PMP Full Process MapДокумент14 страницPMP Full Process MapSIBINОценок пока нет
- FCU Installed at Tower 07th Floor FlatДокумент1 страницаFCU Installed at Tower 07th Floor FlatSIBINОценок пока нет
- Addendum To Method Statement For Installation of Plumbing System 1. Hydrostatic Pressure Test of Water Services PipingДокумент4 страницыAddendum To Method Statement For Installation of Plumbing System 1. Hydrostatic Pressure Test of Water Services PipingSIBINОценок пока нет
- AB Material Submital Cover Page FittingsДокумент1 страницаAB Material Submital Cover Page FittingsSIBINОценок пока нет
- Pam ApplicationДокумент3 страницыPam Applicationapi-534834656Оценок пока нет
- Turb Mod NotesДокумент32 страницыTurb Mod NotessamandondonОценок пока нет
- Administrative Clerk Resume TemplateДокумент2 страницыAdministrative Clerk Resume TemplateManuelОценок пока нет
- Jingle KKKKДокумент80 страницJingle KKKKCristina Joy Valdez AndresОценок пока нет
- Swati Bajaj ProjДокумент88 страницSwati Bajaj ProjSwati SoodОценок пока нет
- TLE ICT CY9 w4 PDFДокумент5 страницTLE ICT CY9 w4 PDFMichelle DaurogОценок пока нет
- Keong Mas ENGДокумент2 страницыKeong Mas ENGRose Mutiara YanuarОценок пока нет
- A Detailed Lesson Plan - The Fundamental Law of ProportionДокумент10 страницA Detailed Lesson Plan - The Fundamental Law of ProportionPrincess De LeonОценок пока нет
- 1classic Greek SaladДокумент6 страниц1classic Greek SaladEzekiel GumayagayОценок пока нет
- SoapДокумент10 страницSoapAira RamoresОценок пока нет
- Jsu Matematik SR Tahun 1Документ24 страницыJsu Matematik SR Tahun 1Nurul NazierahОценок пока нет
- CTY1 Assessments Unit 6 Review Test 1Документ5 страницCTY1 Assessments Unit 6 Review Test 1'Shanned Gonzalez Manzu'Оценок пока нет
- B. Complete The Following Exercise With or Forms of The Indicated VerbsДокумент4 страницыB. Complete The Following Exercise With or Forms of The Indicated VerbsLelyLealGonzalezОценок пока нет
- Unit 4Документ2 страницыUnit 4Sweta YadavОценок пока нет
- Miraculous MedalДокумент2 страницыMiraculous MedalCad work1Оценок пока нет
- V.S.B Engineering College, KarurДокумент3 страницыV.S.B Engineering College, KarurKaviyarasuОценок пока нет
- Leadership and Turnaround Management Concepts Applied in The Agribusiness Environment in RomaniaДокумент6 страницLeadership and Turnaround Management Concepts Applied in The Agribusiness Environment in RomaniaLoredana PredaОценок пока нет
- 39 Nts General Merit List 22 Mar 18Документ26 страниц39 Nts General Merit List 22 Mar 18Lakshmi VedanarayananОценок пока нет
- Gurufocus Manual of Stocks: 20 Most Popular Gurus' StocksДокумент22 страницыGurufocus Manual of Stocks: 20 Most Popular Gurus' StocksCardoso PenhaОценок пока нет