Вам также может понравиться
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringДокумент4 страницыRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonОценок пока нет
- Experience With Torsional Vibration at Reciprocating CompressorsДокумент14 страницExperience With Torsional Vibration at Reciprocating CompressorsÏmŗäņPŗïņċëОценок пока нет
- 41000Документ36 страниц41000tetiospamОценок пока нет
- Steam Flow Through Safety Valve Vent PipesДокумент11 страницSteam Flow Through Safety Valve Vent PipesminhphuongphamОценок пока нет
- Three-Stage Compressor Power CalculationДокумент6 страницThree-Stage Compressor Power CalculationRifka Aisyah0% (1)
- Calculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsДокумент5 страницCalculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsRaphael212219Оценок пока нет
- Centrifugal Compressors Construction and TestingДокумент10 страницCentrifugal Compressors Construction and Testingmusaveer0% (1)
- Acceleration Head for Centrifugal PumpsДокумент5 страницAcceleration Head for Centrifugal PumpsEng AlfОценок пока нет
- Centrifugal Pumps Chapter OverviewДокумент21 страницаCentrifugal Pumps Chapter Overviewmonjardin68Оценок пока нет
- 7 Tips On Compressor DesignДокумент18 страниц7 Tips On Compressor DesignkrazylionОценок пока нет
- Metastream TSC Coupling IOMДокумент4 страницыMetastream TSC Coupling IOMthanhphamОценок пока нет
- Selecting and Sizing Antisurge Valves: Valve CharacteristicsДокумент2 страницыSelecting and Sizing Antisurge Valves: Valve CharacteristicsArslan NisarОценок пока нет
- Compressor TheoryДокумент4 страницыCompressor TheoryGuillermo ArdenaОценок пока нет
- Advanced Recip Compressor DesignДокумент5 страницAdvanced Recip Compressor DesignBill KharayОценок пока нет
- Reciprocating Compressor DiagnosticsДокумент4 страницыReciprocating Compressor DiagnosticsChandra ShekarОценок пока нет
- Manual 99 LDДокумент20 страницManual 99 LDCristianОценок пока нет
- How Pump Speed and Impeller Diameter Affect NPSHRДокумент2 страницыHow Pump Speed and Impeller Diameter Affect NPSHRdk4monjure100% (3)
- Pressure Pulsation in Reciprocating Pump - Part 1Документ9 страницPressure Pulsation in Reciprocating Pump - Part 1Jose PradoОценок пока нет
- Sizing Technical Brief FinalДокумент3 страницыSizing Technical Brief FinalBelalNorОценок пока нет
- Flow Profile For Reciprocating Pumps - Chemical Engineering ProcessingДокумент3 страницыFlow Profile For Reciprocating Pumps - Chemical Engineering ProcessingVILLANUEVA_DANIEL2064Оценок пока нет
- Vertical PumpsДокумент16 страницVertical PumpsAdel ShatlaОценок пока нет
- Recip Overview Brochure HSR OnlyДокумент11 страницRecip Overview Brochure HSR OnlyMuhammad ImranОценок пока нет
- Cylinder and Packing LubeДокумент6 страницCylinder and Packing LubemadhancairnОценок пока нет
- Pulsation Suppression Device Design For Reciprocating CompressorДокумент9 страницPulsation Suppression Device Design For Reciprocating CompressorAlfred LamОценок пока нет
- Hydraulic Resevoir Design Criteria PDFДокумент10 страницHydraulic Resevoir Design Criteria PDF2345421Оценок пока нет
- Screw Compressors ReviewДокумент19 страницScrew Compressors ReviewCarlos Maldonado AlmeidaОценок пока нет
- Atmospheric Relief Valve ManualДокумент12 страницAtmospheric Relief Valve ManualTarun ChandraОценок пока нет
- Chapter 3 Final Control ElementДокумент77 страницChapter 3 Final Control Elementmuhammad izzulОценок пока нет
- Samson PRV Mounting and Operating InstructionДокумент20 страницSamson PRV Mounting and Operating InstructionRick CalaguiОценок пока нет
- Witte - Liquid-Gas Ejektor Design PDFДокумент114 страницWitte - Liquid-Gas Ejektor Design PDFOssian89Оценок пока нет
- Reverse WaterhammerДокумент10 страницReverse WaterhammerjygomezОценок пока нет
- Pressure Seal ValveДокумент5 страницPressure Seal ValveWilson WongОценок пока нет
- Oil Whirl and WhipДокумент8 страницOil Whirl and WhipAsim GillaniОценок пока нет
- Thyristor Control Heater Panel GuideДокумент63 страницыThyristor Control Heater Panel Guidevaithy1990Оценок пока нет
- Some Technical and Practical Recommendations About Pulsation Dampeners in Circuits With Dosing or Volumetric PumpsДокумент10 страницSome Technical and Practical Recommendations About Pulsation Dampeners in Circuits With Dosing or Volumetric PumpsRoberto Leon MendezОценок пока нет
- Centrifugal Compressor HorsepowerДокумент9 страницCentrifugal Compressor HorsepowerCurtis DookieОценок пока нет
- Pipe Flo Stock ModuleДокумент2 страницыPipe Flo Stock Modulejames_far100% (1)
- Vibration Analysis in Reciprocating CompressorsДокумент11 страницVibration Analysis in Reciprocating Compressorsakamalapuri388Оценок пока нет
- Compressor Over-Lubrication PresentationДокумент38 страницCompressor Over-Lubrication Presentation1mmahoneyОценок пока нет
- Gas Compression Driver and Compressor OptionsДокумент62 страницыGas Compression Driver and Compressor OptionsRadu BabauОценок пока нет
- 20 RR NOV 300Q-5 Technical Data SheetsДокумент2 страницы20 RR NOV 300Q-5 Technical Data SheetsJorge SoriaОценок пока нет
- Friction Loss On SuctionДокумент2 страницыFriction Loss On SuctionSathish LingamОценок пока нет
- 2017 Ijts Cavitating-Flow PDFДокумент12 страниц2017 Ijts Cavitating-Flow PDFAdam AnugrahesaОценок пока нет
- API 618 Compressors1 PDFДокумент0 страницAPI 618 Compressors1 PDFAnonymous ffje1rpaОценок пока нет
- Best Practices in Compressor MountingДокумент9 страницBest Practices in Compressor MountingDaniel Puello RodeloОценок пока нет
- Vacuumpump SihiДокумент9 страницVacuumpump SihikzwinnenОценок пока нет
- Mantenimiento SruДокумент22 страницыMantenimiento SruDaineris HernandezОценок пока нет
- Compreesor EfficiencyДокумент16 страницCompreesor EfficiencyHarindharan JeyabalanОценок пока нет
- The Effect of Air Inlet System Features On Automotive Turbocharger Compressor PerformanceДокумент19 страницThe Effect of Air Inlet System Features On Automotive Turbocharger Compressor Performancestefan.vince536Оценок пока нет
- Isothermal Work and Polytropic WorkdoneДокумент53 страницыIsothermal Work and Polytropic WorkdoneGeorgeОценок пока нет
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesОт EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesОценок пока нет
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Dynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionОт EverandDynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionОценок пока нет
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsОт EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahОценок пока нет
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsОт EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaОценок пока нет
- Trainning For GeneratorsДокумент2 страницыTrainning For GeneratorsJose RattiaОценок пока нет
- Borescope Training For The WebДокумент1 страницаBorescope Training For The WebJose RattiaОценок пока нет
- Misalignment Method - Jose Luis RattiaДокумент8 страницMisalignment Method - Jose Luis RattiaJose RattiaОценок пока нет
- SEC Energy Products & Services, LP: TorsionalДокумент1 страницаSEC Energy Products & Services, LP: TorsionalJose RattiaОценок пока нет
- Vibration TableДокумент2 страницыVibration TableJose Rattia100% (1)
- Package DrawingsДокумент2 страницыPackage DrawingsJose RattiaОценок пока нет
- Tell Me About YourselfДокумент2 страницыTell Me About YourselfJose RattiaОценок пока нет
- Basic Turboprop EngineДокумент15 страницBasic Turboprop EngineRamdika Nur HariantoОценок пока нет
- Interview GuideДокумент11 страницInterview GuideJose RattiaОценок пока нет
- Mapa Mental - Jose Luis RattiaДокумент1 страницаMapa Mental - Jose Luis RattiaJose RattiaОценок пока нет
- Ball ValvesДокумент1 страницаBall ValvesJose RattiaОценок пока нет
- Figures To Method MisalignmentДокумент1 страницаFigures To Method MisalignmentJose RattiaОценок пока нет
- Proximity Transducers InstallationДокумент21 страницаProximity Transducers InstallationJose RattiaОценок пока нет
- SEC Energy Products & Services, LP: PumpsДокумент1 страницаSEC Energy Products & Services, LP: PumpsJose RattiaОценок пока нет
- SEC Energy Products & Services, LP: FrameДокумент1 страницаSEC Energy Products & Services, LP: FrameJose RattiaОценок пока нет
- 00 - Superior 825 Cover SheetДокумент1 страница00 - Superior 825 Cover SheetJose RattiaОценок пока нет
- SEC Energy Products & Services, LP: Package DrawingsДокумент2 страницыSEC Energy Products & Services, LP: Package DrawingsJose RattiaОценок пока нет
- GEIT-65015EN Measurement PDFДокумент4 страницыGEIT-65015EN Measurement PDFJose RattiaОценок пока нет
- CB Articulated - Cooper BessmerДокумент1 страницаCB Articulated - Cooper BessmerJose RattiaОценок пока нет
- Engine & Compressor Diagnostic ServicesДокумент2 страницыEngine & Compressor Diagnostic ServicesJose RattiaОценок пока нет
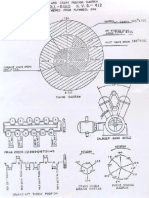
- Configuracion Bank Angle EnginesДокумент1 страницаConfiguracion Bank Angle EnginesJose RattiaОценок пока нет
- Engine connecting rod geometry dataДокумент1 страницаEngine connecting rod geometry dataJose RattiaОценок пока нет
- Bank Angle EnginesДокумент1 страницаBank Angle EnginesJose RattiaОценок пока нет
- 3508 TawДокумент1 страница3508 TawJose RattiaОценок пока нет
- Kiene Valve - Type V-10 Schematic Diagram / Pressure Indicator ValveДокумент1 страницаKiene Valve - Type V-10 Schematic Diagram / Pressure Indicator ValveJose RattiaОценок пока нет
- CATs Vibration AnalysisДокумент7 страницCATs Vibration AnalysisJose RattiaОценок пока нет
- Caso c2201 110mmscfdДокумент1 страницаCaso c2201 110mmscfdJose RattiaОценок пока нет
- Bank Angle EnginesДокумент1 страницаBank Angle EnginesJose RattiaОценок пока нет
- By-Controls 89614 BCXLXDДокумент24 страницыBy-Controls 89614 BCXLXDWADEОценок пока нет
- Design of Machine Elements-I ME-304: Instructor: Luqman Ahmad Nizam Assistant Professor, HITEC University TaxilaДокумент39 страницDesign of Machine Elements-I ME-304: Instructor: Luqman Ahmad Nizam Assistant Professor, HITEC University TaxilaKTMOОценок пока нет
- Central Lubrication Pump PICO: ... A Product of BEKAДокумент10 страницCentral Lubrication Pump PICO: ... A Product of BEKASugiharto RichardОценок пока нет
- NC, CNC & Robotics: An IntroductionДокумент143 страницыNC, CNC & Robotics: An IntroductionshafiqОценок пока нет
- Loader/Backhoe 590 Super L: Engine Hydraulic System SteeringДокумент4 страницыLoader/Backhoe 590 Super L: Engine Hydraulic System SteeringAnderson ertsОценок пока нет
- Propeller Equipment: Installation DrawingsДокумент36 страницPropeller Equipment: Installation DrawingsSergei KurpishОценок пока нет
- Air Conditioning and RefrigerationДокумент21 страницаAir Conditioning and Refrigerationrajnikanth pОценок пока нет
- DPF Check List: Part 1Документ4 страницыDPF Check List: Part 1NachoОценок пока нет
- Parts For CraftДокумент13 страницParts For Craftfaisal jawadОценок пока нет
- Manual de Pulsar Rs 200 - Set15Документ78 страницManual de Pulsar Rs 200 - Set15Anonymous iaqwR2gZ2867% (3)
- 2015 Citroen c4 Cactus 92715 PDFДокумент326 страниц2015 Citroen c4 Cactus 92715 PDFBranko StefanovskiОценок пока нет
- AMSOIL Diesel Injector Clean (ADF) PDFДокумент2 страницыAMSOIL Diesel Injector Clean (ADF) PDFamsoildealerОценок пока нет
- Mechanic Repair Maintenance of Heavy Vehicles.157115932Документ22 страницыMechanic Repair Maintenance of Heavy Vehicles.157115932swami061009Оценок пока нет
- Dynaflo DP 60hz CatalogДокумент44 страницыDynaflo DP 60hz Catalognpclap67% (3)
- 2 - W 220 Genset & Datasht PDFДокумент80 страниц2 - W 220 Genset & Datasht PDFshahin gholamiОценок пока нет
- OQ Protocol Capsulating MachineДокумент11 страницOQ Protocol Capsulating MachineNadine LilleОценок пока нет
- Engine Power G.V.W. Payload Body Heaped (SAE 2:1) : English 09-2014Документ6 страницEngine Power G.V.W. Payload Body Heaped (SAE 2:1) : English 09-2014César PérezОценок пока нет
- Mooney POH 1974 M20C-UnlockedДокумент96 страницMooney POH 1974 M20C-Unlockedcatchman86Оценок пока нет
- Choose The Letter of The Best Answer and Write Your Answer On A Separate Sheet of PaperДокумент10 страницChoose The Letter of The Best Answer and Write Your Answer On A Separate Sheet of PaperJussa Leilady AlberbaОценок пока нет
- Wildcatx MANUALДокумент187 страницWildcatx MANUALAlex CachuОценок пока нет
- Perkins 1300 Series and Detroit 40 E Series Workshop ManualДокумент264 страницыPerkins 1300 Series and Detroit 40 E Series Workshop ManualEngr Osama Khan91% (251)
- Parts Manual Excavator Caterpillar 320 BДокумент20 страницParts Manual Excavator Caterpillar 320 Bjack100% (58)
- Handbook On Installation & Maintenance of Electric Point MachineДокумент52 страницыHandbook On Installation & Maintenance of Electric Point MachineShashi Bhusan Singh86% (7)
- MEP Contractors in Abu DhabiДокумент32 страницыMEP Contractors in Abu DhabiMuhammad SajidОценок пока нет
- Reciprocating Compressors Capacity Control MethodsДокумент8 страницReciprocating Compressors Capacity Control MethodsChem.EnggОценок пока нет
- Recommended Stock of Spare Parts For BC-3200Документ1 страницаRecommended Stock of Spare Parts For BC-3200Mosab Babikir100% (1)
- Posicionador Automax Apex 5000Документ2 страницыPosicionador Automax Apex 5000Edwing William Salhuana MendozaОценок пока нет
- FSG 2040 2060 2440 2460 2480adiiДокумент12 страницFSG 2040 2060 2440 2460 2480adiiMohamed ShabanОценок пока нет
- Technical Specification of Agitators - Dadri 2 X 490 MW Dadri:Fgd:Agitators:R01Документ2 страницыTechnical Specification of Agitators - Dadri 2 X 490 MW Dadri:Fgd:Agitators:R01ThylaneОценок пока нет
- HVAC Course Outline-2018Документ3 страницыHVAC Course Outline-2018Prasanna DevilsОценок пока нет