Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 8107 011MaxiPartes2016Документ20 страниц8107 011MaxiPartes2016Eduardo Ariel BernalОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- CM20190228 43314 16908 PDFДокумент325 страницCM20190228 43314 16908 PDFEduardo Ariel Bernal100% (1)
- CM20190228 43314 16908 PDFДокумент325 страницCM20190228 43314 16908 PDFEduardo Ariel Bernal100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Betonmac MTH-7 MaДокумент31 страницаBetonmac MTH-7 MaEduardo Ariel BernalОценок пока нет
- RL4000 Spare Parts 116693B2018Документ106 страницRL4000 Spare Parts 116693B2018Eduardo Ariel BernalОценок пока нет
- GX Handbook US 60Hz 2017-04 LRДокумент80 страницGX Handbook US 60Hz 2017-04 LREduardo Ariel BernalОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- 685 (r02)Документ92 страницы685 (r02)Eduardo Ariel Bernal100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Replacement Wear Parts For Caterpillar Machinery PDFДокумент84 страницыReplacement Wear Parts For Caterpillar Machinery PDFEduardo Ariel BernalОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Parts Book Carmix 3.5TT-2007Документ131 страницаParts Book Carmix 3.5TT-2007Eduardo Ariel Bernal100% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- ZB10044 OyMДокумент80 страницZB10044 OyMEduardo Ariel BernalОценок пока нет
- Spare Parts Manual Dynapac CC102CДокумент259 страницSpare Parts Manual Dynapac CC102CEduardo Ariel BernalОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- 02250183-188 (r02) ESДокумент92 страницы02250183-188 (r02) ESEduardo Ariel Bernal0% (1)
- Manual de Servicio Schwing s28x Valvula RockДокумент66 страницManual de Servicio Schwing s28x Valvula RockEduardo Ariel Bernal100% (2)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Tamrock HL710Документ16 страницTamrock HL710Eduardo Ariel Bernal100% (6)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- N Series TLB Ops Manual Oct 10 PDFДокумент318 страницN Series TLB Ops Manual Oct 10 PDFEduardo Ariel BernalОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Doosan DX225LCA Electric Circuit 110705Документ1 страницаDoosan DX225LCA Electric Circuit 110705Eduardo Ariel Bernal97% (30)
- Spare Parts Manual NH Tm150Документ402 страницыSpare Parts Manual NH Tm150Eduardo Ariel BernalОценок пока нет
- P33 24 HHMR Rev 0 Ops ManualДокумент39 страницP33 24 HHMR Rev 0 Ops ManualEduardo Ariel BernalОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Manual de Partes Torre Allmand Nlpro II PDFДокумент87 страницManual de Partes Torre Allmand Nlpro II PDFEduardo Ariel BernalОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Bobcat 853 Service Manual SN 512816001 Up Sn508418001 Up SN 509718001 UpДокумент439 страницBobcat 853 Service Manual SN 512816001 Up Sn508418001 Up SN 509718001 UpEduardo Ariel Bernal80% (5)
- Case 580 M Series 2 Parts ManualДокумент2 146 страницCase 580 M Series 2 Parts ManualEduardo Ariel Bernal86% (21)
- Crafco SS125 Manual 26631 Rev.0Документ152 страницыCrafco SS125 Manual 26631 Rev.0Eduardo Ariel Bernal50% (2)
- Els&CommunicationДокумент145 страницEls&Communicationapi-3827000100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Phytochemical Andanti-Inflammatory Studies On Thehexane Extract of The Stem Bark Ofsteganotaenia AraliaceahoschtsДокумент93 страницыPhytochemical Andanti-Inflammatory Studies On Thehexane Extract of The Stem Bark Ofsteganotaenia AraliaceahoschtsPrily R PadjaОценок пока нет
- Final Exam in PhysicsДокумент5 страницFinal Exam in Physicsmvmbapple0% (1)
- Racold Solar Etc - PresentationДокумент19 страницRacold Solar Etc - PresentationvijaisumОценок пока нет
- CHAPTER 2design Against Static LoadДокумент33 страницыCHAPTER 2design Against Static LoadmanishtopsecretsОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Asahi KaseiДокумент24 страницыAsahi KaseiRitam GhoshОценок пока нет
- FaienceДокумент15 страницFaienceRenata TatomirОценок пока нет
- PG Brochure 2014Документ59 страницPG Brochure 2014ParinitaSahooОценок пока нет
- History 2014Документ34 страницыHistory 2014Grace De León NopeОценок пока нет
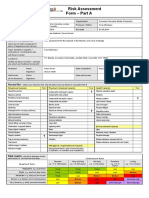
- Risk AssessmentДокумент2 страницыRisk AssessmentFaraiMbudaya0% (1)
- Thermal Fatigue Due To Statification in PipingДокумент16 страницThermal Fatigue Due To Statification in PipinghamadaniОценок пока нет
- Effect of Carrageenan Concentration On The Physicochemical and Sensory Properties of Papaya Jelly DrinkДокумент6 страницEffect of Carrageenan Concentration On The Physicochemical and Sensory Properties of Papaya Jelly DrinkrinrinmaudyОценок пока нет
- Voe Main2Документ4 страницыVoe Main2prevrtljivacОценок пока нет
- Chemguard c333 Ar-Afff 3% MsdsДокумент7 страницChemguard c333 Ar-Afff 3% MsdsrendydunОценок пока нет
- 12 - Effect of Blanching On TextureДокумент9 страниц12 - Effect of Blanching On TexturevishalОценок пока нет
- Análisis de Textura en Frutas CongeladasДокумент9 страницAnálisis de Textura en Frutas CongeladasJORGEОценок пока нет
- The Latent Heat of Fusion of IceДокумент4 страницыThe Latent Heat of Fusion of Iceeid elsayedОценок пока нет
- Indion 850 Resin Engg Data SheetДокумент6 страницIndion 850 Resin Engg Data SheetsoumitrabanОценок пока нет
- Polymer CharacterizationДокумент29 страницPolymer CharacterizationCarlos Miguel Dacaimat0% (1)
- Tata Steel Is - 26MnB5 HR - Data Sheet enДокумент2 страницыTata Steel Is - 26MnB5 HR - Data Sheet enGopi KrishnanОценок пока нет
- Advanced in Viscid Problems SolutionsДокумент12 страницAdvanced in Viscid Problems SolutionssalahОценок пока нет
- Hydraulic Stability of Cubipod Armour Units in Breaking ConditionsДокумент149 страницHydraulic Stability of Cubipod Armour Units in Breaking ConditionsCamille CuadraОценок пока нет
- Chapter 5 - NewДокумент25 страницChapter 5 - NewJW MОценок пока нет
- Chemical Bonding ModuleДокумент35 страницChemical Bonding ModuleMark Paul Lipata Benitez100% (2)
- Model Paper Engg - Chemistry 1 1 r16Документ1 страницаModel Paper Engg - Chemistry 1 1 r16vrkoradaОценок пока нет
- KLEN 2207 Cream CleanerДокумент3 страницыKLEN 2207 Cream CleanerSneha Nagaokar100% (1)
- Flow Simulation and Static Structural Analysis On Pelton TurbineДокумент7 страницFlow Simulation and Static Structural Analysis On Pelton TurbineRahul ReddyОценок пока нет
- 1 - Designing Ultrasonic Flow MetersДокумент183 страницы1 - Designing Ultrasonic Flow Metersmunzii100% (1)
- Autolab Brochure 2013 en LRДокумент40 страницAutolab Brochure 2013 en LRdanidondoniОценок пока нет
- Comparative Investigation of Traditional and Modern Passive Design Strategies To Reduce The Energy Use in Residential Building of West-Maharashtra RegionДокумент17 страницComparative Investigation of Traditional and Modern Passive Design Strategies To Reduce The Energy Use in Residential Building of West-Maharashtra RegionAnonymous CwJeBCAXp100% (1)
- Laws of UX: Using Psychology to Design Better Products & ServicesОт EverandLaws of UX: Using Psychology to Design Better Products & ServicesРейтинг: 5 из 5 звезд5/5 (9)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)