Вам также может понравиться
- Executive Engineer Satna (M.P.) NIT No.21 Dated 27.09.2017: 14.75 Lakh 29500Документ2 страницыExecutive Engineer Satna (M.P.) NIT No.21 Dated 27.09.2017: 14.75 Lakh 29500Harshvardhan MishraОценок пока нет
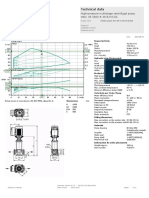
- Data Sheet Helix VE 5205-4-16 E KS 2GДокумент1 страницаData Sheet Helix VE 5205-4-16 E KS 2GHarshvardhan Mishra100% (1)
- EstimateДокумент3 страницыEstimateHarshvardhan MishraОценок пока нет
- Cement Brochure-PDF FormatДокумент6 страницCement Brochure-PDF FormatHarshvardhan MishraОценок пока нет
- VxcasdasdДокумент66 страницVxcasdasdHarshvardhan MishraОценок пока нет
- Water Management 2013 Low ResДокумент13 страницWater Management 2013 Low ResHarshvardhan MishraОценок пока нет
- Physical Completion Certificate: (See Clause 34 of Section 3-GCC)Документ2 страницыPhysical Completion Certificate: (See Clause 34 of Section 3-GCC)Harshvardhan MishraОценок пока нет
- Planet CatalogueДокумент8 страницPlanet CatalogueHarshvardhan MishraОценок пока нет
- Tendernotice 1 PDFДокумент56 страницTendernotice 1 PDFHarshvardhan Mishra100% (1)
- Tender DocumentДокумент70 страницTender DocumentHarshvardhan MishraОценок пока нет
- API Tank DesignДокумент189 страницAPI Tank DesignDD3NZ91% (11)
- V2/2G 10 TO 12 Inch Sudden Loss Pipe 90 (K) First 3 Metre Loss Check Valve LOSS Gate Vlve 0.229306 0.093364 0.9 0.1m 0.3 2.2Документ2 страницыV2/2G 10 TO 12 Inch Sudden Loss Pipe 90 (K) First 3 Metre Loss Check Valve LOSS Gate Vlve 0.229306 0.093364 0.9 0.1m 0.3 2.2Harshvardhan MishraОценок пока нет
- Tendernotice 1Документ56 страницTendernotice 1Harshvardhan MishraОценок пока нет
- Culture Complete Notes MrunalДокумент51 страницаCulture Complete Notes Mrunalamarsinha198767% (6)
- ISO9001Implementation GuidanceДокумент7 страницISO9001Implementation GuidanceNabilahОценок пока нет
- ISO 9001 Changes SummaryДокумент44 страницыISO 9001 Changes Summaryselva.uae8207Оценок пока нет
- k220ls SparepartsДокумент28 страницk220ls SparepartsHarshvardhan MishraОценок пока нет
- Effectiveness of QMSДокумент58 страницEffectiveness of QMSHarshvardhan MishraОценок пока нет
- Safety CornernmmДокумент4 страницыSafety CornernmmHarshvardhan MishraОценок пока нет
- Tech Drilling DrillSystRigWellДокумент53 страницыTech Drilling DrillSystRigWellHarshvardhan MishraОценок пока нет
- Social Services PDFДокумент109 страницSocial Services PDFHarshvardhan MishraОценок пока нет
- 0 B 4 C 6 F 3 e 8 F 155 F 58 D 114 Ed 7528 F 232Документ16 страниц0 B 4 C 6 F 3 e 8 F 155 F 58 D 114 Ed 7528 F 232Harshvardhan MishraОценок пока нет
- Steel Flanges Ansi Stnd1Документ36 страницSteel Flanges Ansi Stnd1Harshvardhan MishraОценок пока нет
- Submersible Pump SetsДокумент193 страницыSubmersible Pump Setskalicharan1350% (2)
- Detailed engineering drawing bill of materialsДокумент1 страницаDetailed engineering drawing bill of materialsHarshvardhan MishraОценок пока нет
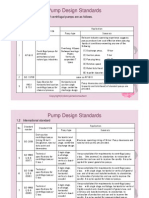
- Pump Standards ComparisonДокумент4 страницыPump Standards ComparisonAnish Dani50% (2)
- India ChinaДокумент10 страницIndia ChinaAmit KumarОценок пока нет
- (NCERT) Principles of Geography XI (Old Edition) Part 2Документ157 страниц(NCERT) Principles of Geography XI (Old Edition) Part 2Jilu Easow Raju67% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Tita-111 2Документ1 страницаTita-111 2Gheorghita DuracОценок пока нет
- ECED Lab ReportДокумент18 страницECED Lab ReportAvni GuptaОценок пока нет
- Jodi Ridgeway vs. Horry County Police DepartmentДокумент17 страницJodi Ridgeway vs. Horry County Police DepartmentWMBF NewsОценок пока нет
- WM3000U - WM3000 I: Measuring Bridges For Voltage Transformers and Current TransformersДокумент4 страницыWM3000U - WM3000 I: Measuring Bridges For Voltage Transformers and Current TransformersEdgar JimenezОценок пока нет
- Harry Styles: The Rise of a Pop StarДокумент9 страницHarry Styles: The Rise of a Pop StarBilqis LaudyaОценок пока нет
- HealthFlex Dave BauzonДокумент10 страницHealthFlex Dave BauzonNino Dave Bauzon100% (1)
- LNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating ManualДокумент581 страницаLNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating Manualseawolf50Оценок пока нет
- Case Study Infrastructure ProjectsДокумент1 страницаCase Study Infrastructure ProjectsAnton_Young_1962Оценок пока нет
- Incident Report Form: RPSG-IMS-F-24 Accident and Investigation Form 5AДокумент2 страницыIncident Report Form: RPSG-IMS-F-24 Accident and Investigation Form 5ARocky BisОценок пока нет
- Joint Memorandum Circular (JMC) No. 2021Документ49 страницJoint Memorandum Circular (JMC) No. 2021Nicey RubioОценок пока нет
- Ethical Leadership Karen May P. UrlandaДокумент8 страницEthical Leadership Karen May P. UrlandaKaren May UrlandaОценок пока нет
- Enhancing reliability of CRA piping welds with PAUTДокумент10 страницEnhancing reliability of CRA piping welds with PAUTMohsin IamОценок пока нет
- Company Profi Le: IHC HytopДокумент13 страницCompany Profi Le: IHC HytopHanzil HakeemОценок пока нет
- The Essence of Success - Earl NightingaleДокумент2 страницыThe Essence of Success - Earl NightingaleDegrace Ns40% (15)
- FEM IntroductionДокумент47 страницFEM IntroductionShanmuga RamananОценок пока нет
- Illustrator CourseДокумент101 страницаIllustrator CourseGreivanОценок пока нет
- PHASE 2 - Chapter 6 Object ModellingДокумент28 страницPHASE 2 - Chapter 6 Object Modellingscm39Оценок пока нет
- Factory Hygiene ProcedureДокумент5 страницFactory Hygiene ProcedureGsr MurthyОценок пока нет
- PDF Problemas Ishikawa - Free Download PDF - Reporte PDFДокумент2 страницыPDF Problemas Ishikawa - Free Download PDF - Reporte PDFNewtoniXОценок пока нет
- Exp19 Excel Ch08 HOEAssessment Robert's Flooring InstructionsДокумент1 страницаExp19 Excel Ch08 HOEAssessment Robert's Flooring InstructionsMuhammad ArslanОценок пока нет
- Exam Venue For Monday Sep 25, 2023 - 12-00 To 01-00Документ7 страницExam Venue For Monday Sep 25, 2023 - 12-00 To 01-00naveed hassanОценок пока нет
- WEEK 8 HW WS - B - Graphs & ChartsДокумент6 страницWEEK 8 HW WS - B - Graphs & Chartsangela trioОценок пока нет
- STS Chapter 5Документ2 страницыSTS Chapter 5Cristine Laluna92% (38)
- Easyjet Group6Документ11 страницEasyjet Group6Rishabh RakhechaОценок пока нет
- RCA - Mechanical - Seal - 1684971197 2Документ20 страницRCA - Mechanical - Seal - 1684971197 2HungphamphiОценок пока нет
- Business Advantage Pers Study Book Intermediate PDFДокумент98 страницBusiness Advantage Pers Study Book Intermediate PDFCool Nigga100% (1)
- Role Played by Digitalization During Pandemic: A Journey of Digital India Via Digital PaymentДокумент11 страницRole Played by Digitalization During Pandemic: A Journey of Digital India Via Digital PaymentIAEME PublicationОценок пока нет
- (Jf613e) CVT Renault-Nissan PDFДокумент4 страницы(Jf613e) CVT Renault-Nissan PDFJhoanny RodríguezОценок пока нет
- Farmers InterviewДокумент5 страницFarmers Interviewjay jariwalaОценок пока нет
- Memento Mori: March/April 2020Документ109 страницMemento Mori: March/April 2020ICCFA StaffОценок пока нет