Вам также может понравиться
- Michael G. Gore - Spectrophotometry and Spectrofluorimetry - A Practical Approach-Oxford University Press, USA (2000)Документ387 страницMichael G. Gore - Spectrophotometry and Spectrofluorimetry - A Practical Approach-Oxford University Press, USA (2000)محمود طارق100% (2)
- Electrochemical Water Treatment Methods: Fundamentals, Methods and Full Scale ApplicationsОт EverandElectrochemical Water Treatment Methods: Fundamentals, Methods and Full Scale ApplicationsРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Review On Comparison Between Waste Water TreatmentДокумент4 страницыReview On Comparison Between Waste Water TreatmentrahulОценок пока нет
- Journal of Water Process Engineering: SciencedirectДокумент8 страницJournal of Water Process Engineering: SciencedirectEricke Nandita MaharaniОценок пока нет
- Investigation of Effect of Electrochemical Process On Detergent Removal From Synthetic Wastewater With Bioassay TestДокумент5 страницInvestigation of Effect of Electrochemical Process On Detergent Removal From Synthetic Wastewater With Bioassay TestvahidОценок пока нет
- Thangamani Ramyaa2019Документ8 страницThangamani Ramyaa2019Maricruz GarcíaОценок пока нет
- Rusdianasari 2019 J. Phys. Conf. Ser. 1167 012040Документ8 страницRusdianasari 2019 J. Phys. Conf. Ser. 1167 012040Justin OmnesОценок пока нет
- Chemical Engineering JournalДокумент11 страницChemical Engineering Journalpk011Оценок пока нет
- Carbon Aerogels Through Organo-Inorganic Co-Assembly and Their Application in Water Desalination by Capacitive DeionizationДокумент9 страницCarbon Aerogels Through Organo-Inorganic Co-Assembly and Their Application in Water Desalination by Capacitive DeionizationLondon BridgeОценок пока нет
- Treatment of Hospital Effluent by ElectrocoagulationДокумент6 страницTreatment of Hospital Effluent by ElectrocoagulationAtharv DubaleОценок пока нет
- Singh 2017Документ8 страницSingh 2017Maricruz GarcíaОценок пока нет
- Removal of Natural Organic Matter and Arsenic From Water by Electrocoagulation/ Otation Continuous Ow ReactorДокумент8 страницRemoval of Natural Organic Matter and Arsenic From Water by Electrocoagulation/ Otation Continuous Ow ReactorazerfazОценок пока нет
- Bio Process and Chemistry in Industry ReportДокумент12 страницBio Process and Chemistry in Industry ReportUsman HasnainОценок пока нет
- Electrocatalytic Properties of Diamond in The Oxidation of A (2009)Документ6 страницElectrocatalytic Properties of Diamond in The Oxidation of A (2009)DanielОценок пока нет
- Desalination of Groundwater by Electrocoagulation Using A Novel DesignДокумент11 страницDesalination of Groundwater by Electrocoagulation Using A Novel Designfebe.casanova.martinezОценок пока нет
- Electrocoagulation Process For The Treatment of Real TextileДокумент8 страницElectrocoagulation Process For The Treatment of Real TextilePraveen KumarОценок пока нет
- 1 s2.0 S2214714417303422 MainДокумент5 страниц1 s2.0 S2214714417303422 MainPraveen KumarОценок пока нет
- Degradation of Textile Waste Water by Electrochemical MethodДокумент8 страницDegradation of Textile Waste Water by Electrochemical MethodDedeh RosmaniarОценок пока нет
- F Electro CoagulationДокумент8 страницF Electro CoagulationBaskaraLaksamanaОценок пока нет
- Rusdianasari Amr.896.145Документ5 страницRusdianasari Amr.896.145neo 87Оценок пока нет
- Using Bioelectrochemical and Sulfur Autotrophic DenitrificationДокумент7 страницUsing Bioelectrochemical and Sulfur Autotrophic DenitrificationGUILLERMO ALEJANDRO MARTINEZ LOPEZОценок пока нет
- Thickening of Biological Sludge by Electro-Coagulation-Flotation ProcessДокумент11 страницThickening of Biological Sludge by Electro-Coagulation-Flotation ProcessFarah El ShahawyОценок пока нет
- 43 (2012) 6883-6887Документ5 страниц43 (2012) 6883-6887azerfazОценок пока нет
- 2elimination of Selected Heavy Metals From Aqueous Solutions Using Biochar and Bentonite Composite MonolithДокумент11 страниц2elimination of Selected Heavy Metals From Aqueous Solutions Using Biochar and Bentonite Composite MonolithEyasu WodajoОценок пока нет
- Performance of An Electrocoagulation Process in Treating Direct Dye: Batch and Continuous Upflow ProcessesДокумент6 страницPerformance of An Electrocoagulation Process in Treating Direct Dye: Batch and Continuous Upflow ProcessesazerfazОценок пока нет
- Journal of Environmental ManagementДокумент9 страницJournal of Environmental ManagementazerfazОценок пока нет
- Electrochemical Oxidation of Textile Wastewater and Its ReuseДокумент8 страницElectrochemical Oxidation of Textile Wastewater and Its Reuseapi-3828788Оценок пока нет
- Rticle Riginal Treatment of Dairy Industry Wastewater Using An Electrocoagulation ProcessДокумент5 страницRticle Riginal Treatment of Dairy Industry Wastewater Using An Electrocoagulation ProcessazerfazОценок пока нет
- 10 1016@j Jece 2013 04 0171Документ6 страниц10 1016@j Jece 2013 04 0171Violeta GarciaОценок пока нет
- Electrocoagulation Treatment For Removal of Color and Chemical Oxygen Demand in Landfill Leachate Using Aluminum ElectrodeДокумент4 страницыElectrocoagulation Treatment For Removal of Color and Chemical Oxygen Demand in Landfill Leachate Using Aluminum ElectrodeDarth FrootLoopsОценок пока нет
- Thermodynamics, Electrochemistry and DFT Calculation of Sulfonated Polyvinyl Chloride Cation ExchangerДокумент10 страницThermodynamics, Electrochemistry and DFT Calculation of Sulfonated Polyvinyl Chloride Cation Exchangeryousif husseinОценок пока нет
- Industrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaДокумент7 страницIndustrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaPraveen KumarОценок пока нет
- The Influence of Electrode Type On Electrocoagulation Process For Removal of Chromium (VI) Metal in Plating Industrial WastewaterДокумент6 страницThe Influence of Electrode Type On Electrocoagulation Process For Removal of Chromium (VI) Metal in Plating Industrial WastewaterNórida Pájaro GómezОценок пока нет
- Good Nitrate Reduction With KineticsДокумент8 страницGood Nitrate Reduction With KineticsRohit ChauhanОценок пока нет
- Removal of Petroleum Hydrocarbons From Contaminated Groundwater Using AnДокумент7 страницRemoval of Petroleum Hydrocarbons From Contaminated Groundwater Using AnPraveen KumarОценок пока нет
- 4628 PDFДокумент7 страниц4628 PDFM Alim Ur RahmanОценок пока нет
- ImportantДокумент13 страницImportantASK REDAОценок пока нет
- Investigation of Effect of Electrochemical Process On Detergent Removal From Synthetic Wastewater by Bioassay TestДокумент7 страницInvestigation of Effect of Electrochemical Process On Detergent Removal From Synthetic Wastewater by Bioassay TestvahidОценок пока нет
- Al Shannag2015Документ8 страницAl Shannag2015Jihan Khansa NabilaОценок пока нет
- Continuous Flow ECДокумент16 страницContinuous Flow ECFahmi IzzuddinОценок пока нет
- Textile Industries Wastewater Treatment by Electrochemical Oxidation Technique Using Metal PlateДокумент13 страницTextile Industries Wastewater Treatment by Electrochemical Oxidation Technique Using Metal PlateSanti LeoОценок пока нет
- MJM 2018-5-2Документ5 страницMJM 2018-5-2JiaWenTanОценок пока нет
- Journal of Environmental Chemical EngineeringДокумент10 страницJournal of Environmental Chemical EngineeringjuanОценок пока нет
- Desalination: G. Bhaskar Raju, M. Thalamadai Karuppiah, S.S. Latha, D. Latha Priya, S. Parvathy, S. PrabhakarДокумент8 страницDesalination: G. Bhaskar Raju, M. Thalamadai Karuppiah, S.S. Latha, D. Latha Priya, S. Parvathy, S. PrabhakarPraveen KumarОценок пока нет
- CYanide Electrocoagulation PDFДокумент7 страницCYanide Electrocoagulation PDFPraveen KumarОценок пока нет
- Desalination: Gholamreza Moussavi, Farzad Majidi, Mahdi FarzadkiaДокумент7 страницDesalination: Gholamreza Moussavi, Farzad Majidi, Mahdi FarzadkiaPraveen KumarОценок пока нет
- Bioresource Technology: Matjaz Ravnjak, Janez Vrtovšek, Albin PintarДокумент5 страницBioresource Technology: Matjaz Ravnjak, Janez Vrtovšek, Albin PintarJuan David Fajardo MendezОценок пока нет
- ElectrocoagulationДокумент10 страницElectrocoagulationAregaОценок пока нет
- Removal of Phosphate From Aqueous Solutions by Electro-CoagulationДокумент5 страницRemoval of Phosphate From Aqueous Solutions by Electro-CoagulationfikaОценок пока нет
- 1 s2.0 S0009250923001999 MainДокумент9 страниц1 s2.0 S0009250923001999 Main杨非凡Оценок пока нет
- Hardness Removal From Drinking Water Using ElectrochemicalДокумент12 страницHardness Removal From Drinking Water Using ElectrochemicalTàiОценок пока нет
- Electrochemical Reclamation of Wastewater Resulted From Petroleum Tanker Truck CleaningДокумент5 страницElectrochemical Reclamation of Wastewater Resulted From Petroleum Tanker Truck CleaningEhab DheyaaОценок пока нет
- Chemical Engineering and Processing: Process Intensi FicationДокумент8 страницChemical Engineering and Processing: Process Intensi FicationMaliha CheemaОценок пока нет
- Separation and Purification TechnologyДокумент8 страницSeparation and Purification TechnologyMehri HosseiniОценок пока нет
- Suman 2022 J. Electrochem. Soc. 169 043512Документ12 страницSuman 2022 J. Electrochem. Soc. 169 043512juanita18zapataОценок пока нет
- DesalinizationДокумент14 страницDesalinizationmarcofriuli2Оценок пока нет
- Simultaneous Removal of Organic Matter and Salt Ions From Saline WastewaterДокумент7 страницSimultaneous Removal of Organic Matter and Salt Ions From Saline WastewaterOmkar ShindeОценок пока нет
- 2017 - N. DjerroudДокумент12 страниц2017 - N. DjerroudMaría Pía Arancibia BravoОценок пока нет
- 1 s2.0 S138589472102742X MainДокумент13 страниц1 s2.0 S138589472102742X MainSara ÁvilaОценок пока нет
- MyfinalpaperДокумент14 страницMyfinalpaperSantiago TuestaОценок пока нет
- A Novel Electrocoagulation Process Using Insulated Edges of AlДокумент10 страницA Novel Electrocoagulation Process Using Insulated Edges of AlPraveen KumarОценок пока нет
- Libro 1 Chapter 1Документ22 страницыLibro 1 Chapter 1Martin FernandezОценок пока нет
- 18 EcДокумент9 страниц18 EcMartin FernandezОценок пока нет
- Chemical Engineering and Processing: Process Intensi FicationДокумент14 страницChemical Engineering and Processing: Process Intensi FicationMartin FernandezОценок пока нет
- Study of The Electrocoagulation of Electroplating Industry Wastewaters Charged by Nickel (II) and Chromium (VI)Документ10 страницStudy of The Electrocoagulation of Electroplating Industry Wastewaters Charged by Nickel (II) and Chromium (VI)Martin FernandezОценок пока нет
- 10 Study of The Electrocoagulation Process..Документ7 страниц10 Study of The Electrocoagulation Process..Martin FernandezОценок пока нет
- Paper 2 With Ans Solution ChemistryДокумент15 страницPaper 2 With Ans Solution ChemistryKushagraОценок пока нет
- AP Biology Practice Enzyme FRQ Last Name: - First Name: - Per. - + /12Документ4 страницыAP Biology Practice Enzyme FRQ Last Name: - First Name: - Per. - + /12J15Оценок пока нет
- LAB - Empirical Formula of MgO - 2018 - NMДокумент8 страницLAB - Empirical Formula of MgO - 2018 - NMNathaniel MorrisonОценок пока нет
- Examguru Science CBSE Class 10 Term 2 Question BankДокумент209 страницExamguru Science CBSE Class 10 Term 2 Question BankApoorv Garewal100% (1)
- Thermoplastic Acrylic Resin: UT-A-357NДокумент2 страницыThermoplastic Acrylic Resin: UT-A-357NSi PhamОценок пока нет
- Astm B695-04-2009Документ6 страницAstm B695-04-2009Danny TriwibowoОценок пока нет
- College List 2324Документ108 страницCollege List 2324Shubham PatilОценок пока нет
- Isolasi Senyawa Terpenoid Dari Fraksi N-Heksana Daun Bilaran Tapah (Argyreia Nervosa (Burm. F.) Asal Kalimantan SelatanДокумент6 страницIsolasi Senyawa Terpenoid Dari Fraksi N-Heksana Daun Bilaran Tapah (Argyreia Nervosa (Burm. F.) Asal Kalimantan SelatanAdrian AlumanОценок пока нет
- Science7 q1 Mod6 Solutions 1-19Документ19 страницScience7 q1 Mod6 Solutions 1-19api-114144039Оценок пока нет
- Sirocco 404bДокумент4 страницыSirocco 404briyazОценок пока нет
- Chapter 45 - Asymmetric SynthesisДокумент18 страницChapter 45 - Asymmetric SynthesisBedОценок пока нет
- Dasar Dasar Latihan Dalam Kepelatihan Olahraga: Fakultas Ilmu Keolahragaan, Universitas Negeri MedanДокумент7 страницDasar Dasar Latihan Dalam Kepelatihan Olahraga: Fakultas Ilmu Keolahragaan, Universitas Negeri MedanMuhammad Fauzi D4 ElektromedikОценок пока нет
- Investigation 1 Student BWДокумент3 страницыInvestigation 1 Student BWapgpop100% (1)
- Zylon UD LiquidДокумент1 страницаZylon UD LiquidaderahayuОценок пока нет
- Chemistry 3rd LessonДокумент37 страницChemistry 3rd LessonSiva KumarОценок пока нет
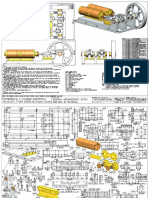
- Experimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialДокумент3 страницыExperimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialOscar OsornoОценок пока нет
- Science - Test Paper - X - CH 5Документ4 страницыScience - Test Paper - X - CH 5Víshál RánáОценок пока нет
- Electrical Properties of Conductive Polymers PETДокумент6 страницElectrical Properties of Conductive Polymers PETdie lutionОценок пока нет
- IIT JAM 2009 Question - WatermarkДокумент8 страницIIT JAM 2009 Question - Watermarkwww.parameshskapОценок пока нет
- Extraction and Characterization of Hyaluronic Acid From The Eyeball of Nile Tilapia Oreochromis Niloticus 2023Документ12 страницExtraction and Characterization of Hyaluronic Acid From The Eyeball of Nile Tilapia Oreochromis Niloticus 2023pablo.busattoОценок пока нет
- Activity Coefficient - WikipediaДокумент42 страницыActivity Coefficient - WikipediaManojkumarОценок пока нет
- Module 1 Introduction To Forensic ChemistryДокумент6 страницModule 1 Introduction To Forensic ChemistryRacky Jones MontealtoОценок пока нет
- Fly Ash-Based Geopolymer Clean Production, Properties and ApplicationsДокумент15 страницFly Ash-Based Geopolymer Clean Production, Properties and ApplicationsAndream_56pjhmОценок пока нет
- Electrochemical Impedance Analysis and InterpretatДокумент9 страницElectrochemical Impedance Analysis and InterpretatJános TóthОценок пока нет
- Lab Report 6 Collision Theory - OdtДокумент2 страницыLab Report 6 Collision Theory - Odtwriter topОценок пока нет
- SD8B 3 Part3Документ159 страницSD8B 3 Part3Daniel PrataОценок пока нет
- Ebaco Indoor Rubber FlooringДокумент3 страницыEbaco Indoor Rubber FlooringRushabh PatelОценок пока нет
- Protein Folding Virtual Activity 1Документ5 страницProtein Folding Virtual Activity 1api-522789883Оценок пока нет
- AnthocyaninДокумент4 страницыAnthocyaninEasther Chia727Оценок пока нет