Вам также может понравиться
- Tratamientos Térmicos y RevenidoДокумент12 страницTratamientos Térmicos y Revenidoangel139Оценок пока нет
- Procesos de fabricación en metalesОт EverandProcesos de fabricación en metalesРейтинг: 5 из 5 звезд5/5 (2)
- Tratamientos Termicos AceroДокумент40 страницTratamientos Termicos AceroElMaharajaОценок пока нет
- Prontuario de metales: Tablas para la industria metalúrgicaОт EverandProntuario de metales: Tablas para la industria metalúrgicaРейтинг: 1 из 5 звезд1/5 (1)
- Tratamiento Termico Del AceroДокумент43 страницыTratamiento Termico Del AceroLuis Nonell100% (2)
- Tratamientos TermoquímicosДокумент17 страницTratamientos TermoquímicosYazaret HernandezОценок пока нет
- Ciencia de materiales - aplicaciones en ingenieríaОт EverandCiencia de materiales - aplicaciones en ingenieríaРейтинг: 3 из 5 звезд3/5 (1)
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoОт EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoРейтинг: 3.5 из 5 звезд3.5/5 (6)
- Procesos de fabricación en polímeros y cerámicosОт EverandProcesos de fabricación en polímeros y cerámicosРейтинг: 2.5 из 5 звезд2.5/5 (3)
- Ensayos y propiedades de los materialesОт EverandEnsayos y propiedades de los materialesРейтинг: 5 из 5 звезд5/5 (1)
- Tratamientos Térmicos ClaseДокумент46 страницTratamientos Térmicos ClaseEduardo Yepez100% (6)
- Proceso de FundicionДокумент20 страницProceso de Fundicionマルティネス ロベルトОценок пока нет
- 3 - Unidad I - Alto HornoДокумент12 страниц3 - Unidad I - Alto HornoPatricia Sheilla CostaОценок пока нет
- Tratamientos TermicosДокумент31 страницаTratamientos TermicosAna Medina100% (1)
- Estampado en MetalДокумент78 страницEstampado en MetalSTEPHANIEОценок пока нет
- Templado PDFДокумент24 страницыTemplado PDFluis reyesОценок пока нет
- Trabajo Procesos de ConformadoДокумент48 страницTrabajo Procesos de ConformadoMaxner Leandro100% (2)
- Tratamientos TérmicosДокумент9 страницTratamientos Térmicoslady moonОценок пока нет
- Fundicion de AluminioДокумент51 страницаFundicion de AluminioAlejandro Arángo100% (2)
- Metales y Aleaciones No FerrosasДокумент83 страницыMetales y Aleaciones No FerrosasCatalina Ramirez Carrera100% (25)
- Diagrama Hierro CarbonoДокумент93 страницыDiagrama Hierro CarbonoHebert Vizconde PoemapeОценок пока нет
- Funcionamiento Del Proceso Tecnológico y Otros ProductosДокумент21 страницаFuncionamiento Del Proceso Tecnológico y Otros ProductosKeNiia RoDriguezОценок пока нет
- RECTIFICADOДокумент14 страницRECTIFICADOKevin Lachos DíazОценок пока нет
- 06 Seleccion de MaterialesДокумент20 страниц06 Seleccion de MaterialesRamiro Di PintoОценок пока нет
- Tratamientos TermoquimicosДокумент55 страницTratamientos TermoquimicosANDREA CHACANA I.Оценок пока нет
- Tratamiento Térmico de TempleДокумент4 страницыTratamiento Térmico de TempleIván Pérez MartinezОценок пока нет
- 2-Tratamiento TermicoДокумент36 страниц2-Tratamiento TermicoJaki Gonzalez100% (1)
- Proceso de Alto HornoДокумент10 страницProceso de Alto HornoAngel PM100% (2)
- Tratamiento Térmico Del Acero WordДокумент14 страницTratamiento Térmico Del Acero WordJhon Angel Salcedo AgueroОценок пока нет
- Tratamientos Termicos Clase 1Документ130 страницTratamientos Termicos Clase 1Byron PadillaОценок пока нет
- Unidad 5. - Proceso de Union de MaterialesДокумент25 страницUnidad 5. - Proceso de Union de MaterialesIesus Da Vincis Salomon100% (3)
- Aleaciones de AluminioДокумент6 страницAleaciones de Aluminioanon-391184100% (2)
- Equipo Mecanico de MoldeoДокумент14 страницEquipo Mecanico de Moldeoemifer167% (3)
- Procesos de FabricaciónДокумент48 страницProcesos de FabricaciónJulián LaraОценок пока нет
- Propiedades Térmicas de Los MetalesДокумент11 страницPropiedades Térmicas de Los Metalesjesus0% (1)
- 02 - Teoria Del Maquinado IIДокумент110 страниц02 - Teoria Del Maquinado IIGabriela100% (1)
- Diagrama Hierro CarbonoДокумент20 страницDiagrama Hierro CarbonoJhon AcevedoОценок пока нет
- Recocido TotalДокумент3 страницыRecocido TotalGuillermo Andres Cossi YglesiasОценок пока нет
- Herramientas de CorteДокумент19 страницHerramientas de Cortejhezabel belmonte0% (1)
- El Hierro y Sus AleacionesДокумент33 страницыEl Hierro y Sus AleacionesIsaac D. LopezОценок пока нет
- Produccion de Arrabio y Procesos de AceracionДокумент35 страницProduccion de Arrabio y Procesos de AceracionAntonia Rojo75% (4)
- 3.procesos de Cambio de FormaДокумент35 страниц3.procesos de Cambio de FormaKarina López100% (1)
- Acabados SuperficialesДокумент30 страницAcabados SuperficialesAlex Lara100% (1)
- Ensayo de DurezaДокумент37 страницEnsayo de DurezaDiego Rodriguez100% (1)
- Moldeo en Arena VerdeДокумент7 страницMoldeo en Arena VerdeSophie Laura PortilloОценок пока нет
- Unidad 1: Proceso de Obtención de Hierro y El AceroДокумент14 страницUnidad 1: Proceso de Obtención de Hierro y El AceroWences Peniche100% (1)
- UNIDAD 2 Proceso Fundición de Metales PDFДокумент24 страницыUNIDAD 2 Proceso Fundición de Metales PDFJuan DE Jesus ReyesОценок пока нет
- Acabados SuperficialesДокумент7 страницAcabados SuperficialesFrânçïsçô DâvïdОценок пока нет
- Procesos FabricacionДокумент271 страницаProcesos FabricacionBerta ValerioОценок пока нет
- Clasificacion y Seleccion de AcerosДокумент22 страницыClasificacion y Seleccion de AcerosJuan C Hdez O83% (6)
- Proceso de Formado MecanicoДокумент24 страницыProceso de Formado MecanicoDiegoGonzálezSalinasОценок пока нет
- Tratamientos Termicos Del AceroДокумент33 страницыTratamientos Termicos Del AceroAlberto Carranza100% (2)
- Tratamiento Térmico Del AceroДокумент9 страницTratamiento Térmico Del Aceromorvel alfonso velazquezОценок пока нет
- Recubrimientos MetalicosДокумент69 страницRecubrimientos MetalicosLuis Rdz MartinezОценок пока нет
- Ruedas AbrasivasДокумент16 страницRuedas AbrasivasMarcela Barraza CádizОценок пока нет
- Tipos de AcerosДокумент15 страницTipos de AcerosDanny Díaz100% (1)
- Hornos de FundiciónДокумент3 страницыHornos de FundiciónOmar BuitrónОценок пока нет
- Costos Cafe Chiapas Remecaren2843Документ23 страницыCostos Cafe Chiapas Remecaren2843rembertoejОценок пока нет
- Constancia LaboralДокумент1 страницаConstancia LaboralOscar Mendoza RojasОценок пока нет
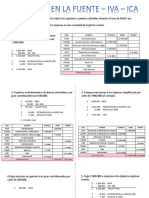
- Retencion en La Fuente, Iva, IcaДокумент6 страницRetencion en La Fuente, Iva, IcaOscar Mendoza RojasОценок пока нет
- AmonioДокумент1 страницаAmonioOscar Mendoza RojasОценок пока нет
- Material Unidad 1..Документ15 страницMaterial Unidad 1..Orion GuerreroОценок пока нет
- PitalitoДокумент1 страницаPitalitoOscar Mendoza RojasОценок пока нет
- 70 Modelo de Alegatos de ConclusionДокумент2 страницы70 Modelo de Alegatos de ConclusionCarlos Miguel Morelli OsorioОценок пока нет
- SeñorДокумент1 страницаSeñorOscar Mendoza RojasОценок пока нет
- SeñorДокумент1 страницаSeñorOscar Mendoza RojasОценок пока нет
- Estadistica-1 Primer TrabajoДокумент19 страницEstadistica-1 Primer TrabajoOscar Mendoza RojasОценок пока нет
- Este Es El Primer Laboratorio Elegido y A CopiarДокумент17 страницEste Es El Primer Laboratorio Elegido y A CopiarOscar Mendoza RojasОценок пока нет
- 1P G1 Soluciones y Cinetica QuimicaДокумент6 страниц1P G1 Soluciones y Cinetica Quimicaluis lemus duqueОценок пока нет
- Ensayo de Tension para MetalesДокумент17 страницEnsayo de Tension para MetalesDarly RamirezОценок пока нет
- CometaДокумент12 страницCometaCARLA281987Оценок пока нет
- Tesis PiezoelectricosДокумент88 страницTesis PiezoelectricosJorge PerezОценок пока нет
- Plan de Contingencia MatpelДокумент31 страницаPlan de Contingencia Matpelsilvina leonor gongora oviedoОценок пока нет
- El Volumen Global y La Distribución Del Agua Subterránea ModernaДокумент9 страницEl Volumen Global y La Distribución Del Agua Subterránea ModernaPaula Muñoz CarrascoОценок пока нет
- Karl FischerДокумент3 страницыKarl FischerFrank VargasОценок пока нет
- Actividad 1 Diseño de Elementos de MaquinasДокумент5 страницActividad 1 Diseño de Elementos de MaquinasMauricio AguilarОценок пока нет
- Practica 2. - Determinación de Constantes Cinéticas, KM y Vmax y Medición de La Actividad Enzimatica en Enzimas LibresДокумент9 страницPractica 2. - Determinación de Constantes Cinéticas, KM y Vmax y Medición de La Actividad Enzimatica en Enzimas LibresDiego CarreonОценок пока нет
- Practica N°2 Geles de Almidon I. ObjetivoДокумент7 страницPractica N°2 Geles de Almidon I. ObjetivoJOSE MIGUEL CONDORI SUPOОценок пока нет
- Ensayo Diagrama Hierro CarbonoДокумент14 страницEnsayo Diagrama Hierro CarbonoRíos AlbertoОценок пока нет
- Seminario 2-Estructura AtomicaДокумент5 страницSeminario 2-Estructura AtomicaAgustin VinceОценок пока нет
- Clase 01Документ24 страницыClase 01André PortugalОценок пока нет
- Metrologia TermicaДокумент36 страницMetrologia TermicaMAYIALVAREZОценок пока нет
- Manual Bosch HidraulicaДокумент180 страницManual Bosch Hidraulicajb6048649Оценок пока нет
- Examen Admision Maestria UniДокумент11 страницExamen Admision Maestria UniDeybe Ruiz Jara100% (9)
- Cuestionario de FisicaДокумент3 страницыCuestionario de FisicaOpiniones ImportantesОценок пока нет
- P10 Obtención de Cloro ElementalДокумент5 страницP10 Obtención de Cloro ElementalJESÚS GUSTAVO VILLEGAS JOSÉОценок пока нет
- Problemario 3 RCДокумент17 страницProblemario 3 RCRachell Carrasco OvallesОценок пока нет
- Brest Od 300Документ19 страницBrest Od 300Daniel Zuñiga JimenezОценок пока нет
- Crisanto Ordoñez Zapata Huachillo PI Piura B2Документ67 страницCrisanto Ordoñez Zapata Huachillo PI Piura B2Shirley Alvarado ZapataОценок пока нет
- Ejercicios Hysys (2016)Документ34 страницыEjercicios Hysys (2016)Luis Gabriel Flores100% (1)
- Práctica 6 - Relaciones de Masa en Los Procesos QuímicosДокумент4 страницыPráctica 6 - Relaciones de Masa en Los Procesos QuímicosJoseMorilloОценок пока нет
- Practica 1 de Viscosidad de LiquidosДокумент12 страницPractica 1 de Viscosidad de LiquidosMargarita Gonzales FernandezОценок пока нет
- ExtraccionДокумент4 страницыExtraccionTATIANAОценок пока нет
- DisolucionesДокумент11 страницDisolucionesMarco Antonio Mendoza MolinaОценок пока нет
- Apunte Geomorfología 2022Документ27 страницApunte Geomorfología 2022Roberto Hernán MartínezОценок пока нет
- Practica #9 Periodicidad QuímicaДокумент2 страницыPractica #9 Periodicidad QuímicaVanessa HiguaОценок пока нет
- D A V I D R A M o N D e L L I - CO-6°ABCF - Química - Actividad N°3-Primera EtapaДокумент11 страницD A V I D R A M o N D e L L I - CO-6°ABCF - Química - Actividad N°3-Primera Etapad a v i d r a m o n d e l l iОценок пока нет
- Guia 07 Practica Estructura Atomica-Monedas y Maices (Rossy)Документ4 страницыGuia 07 Practica Estructura Atomica-Monedas y Maices (Rossy)Yovana Del SolarОценок пока нет