Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Student Membership Application: Email AddressДокумент2 страницыStudent Membership Application: Email AddressEllisaTanОценок пока нет
- P 655Документ15 страницP 655EllisaTanОценок пока нет
- Bromelain An OverviewДокумент5 страницBromelain An OverviewEllisaTanОценок пока нет
- Ni Hms 514444Документ12 страницNi Hms 514444EllisaTanОценок пока нет
- Gerd Blok 2 6Документ43 страницыGerd Blok 2 6Mus TofaОценок пока нет
- CCBДокумент1 страницаCCBEllisaTanОценок пока нет
- EHCI 2016 Report PDFДокумент100 страницEHCI 2016 Report PDFEllisaTanОценок пока нет
- Presentation Title: Subtitle or Company InfoДокумент2 страницыPresentation Title: Subtitle or Company InfoEllisaTanОценок пока нет
- The Mechanism of The Physiological Action of BromelainДокумент6 страницThe Mechanism of The Physiological Action of BromelainEllisaTanОценок пока нет
- Intravenous Fluid Therapy in Over 16s in Hospital 35109752233669Документ28 страницIntravenous Fluid Therapy in Over 16s in Hospital 35109752233669EllisaTanОценок пока нет
- 2011 Morinda Medicinal FoodДокумент9 страниц2011 Morinda Medicinal FoodEllisaTanОценок пока нет
- Aspirin + Gliquidone: MinorДокумент1 страницаAspirin + Gliquidone: MinorEllisaTanОценок пока нет
- Bromelain An OverviewДокумент5 страницBromelain An OverviewEllisaTanОценок пока нет
- Pharmaceutical Supply ChainsДокумент13 страницPharmaceutical Supply Chainsixion11Оценок пока нет
- Properties and Therapeutic Application of Bromelain A ReviewДокумент7 страницProperties and Therapeutic Application of Bromelain A ReviewEllisaTanОценок пока нет
- Uji Daya Hambat Ekstrak Kulit Nanas (Ananas Comosus L)Документ7 страницUji Daya Hambat Ekstrak Kulit Nanas (Ananas Comosus L)EllisaTanОценок пока нет
- Bromelain, The Enzyme Complex of PineappleДокумент13 страницBromelain, The Enzyme Complex of PineappleEllisaTanОценок пока нет
- Kanban System Industri FarmasiДокумент18 страницKanban System Industri FarmasiEllisaTanОценок пока нет
- Nutritional Value and Medicinal Benefits of PineappleДокумент5 страницNutritional Value and Medicinal Benefits of PineappleEllisaTanОценок пока нет
- Push and PullДокумент5 страницPush and PullEllisaTanОценок пока нет
- Pharmaceutical Marketing - Time For ChangeДокумент8 страницPharmaceutical Marketing - Time For ChangeFabio PellimОценок пока нет
- Push and Pull Jurnal IndiaДокумент7 страницPush and Pull Jurnal IndiaEllisaTanОценок пока нет
- J46 Security For Enterprise Resource Planning SystemsДокумент13 страницJ46 Security For Enterprise Resource Planning SystemsMohit SnggОценок пока нет
- Kanban in Warehouse (Inventory)Документ9 страницKanban in Warehouse (Inventory)EllisaTanОценок пока нет
- 4.RA, Testing, NetworkQual, Procedures V2 9feb17Документ68 страниц4.RA, Testing, NetworkQual, Procedures V2 9feb17EllisaTanОценок пока нет
- A C A D e M I C S C I e N C e SДокумент4 страницыA C A D e M I C S C I e N C e SEllisaTanОценок пока нет
- Kanban in Warehouse (Inventory)Документ9 страницKanban in Warehouse (Inventory)EllisaTanОценок пока нет
- AEH Impact Assessment Executive Summary - GenesisДокумент2 страницыAEH Impact Assessment Executive Summary - GenesisEllisaTanОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Tribes Without RulersДокумент25 страницTribes Without Rulersgulistan.alpaslan8134100% (1)
- Names of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: KindergartenДокумент4 страницыNames of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: Kindergartenapi-428128701Оценок пока нет
- 2013-01-28 203445 International Fault Codes Eges350 DTCДокумент8 страниц2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoОценок пока нет
- 'Causative' English Quiz & Worksheet UsingEnglish ComДокумент2 страницы'Causative' English Quiz & Worksheet UsingEnglish ComINAWATI BINTI AMING MoeОценок пока нет
- Cameron International Corporation: FORM 10-KДокумент31 страницаCameron International Corporation: FORM 10-KMehdi SoltaniОценок пока нет
- TM Mic Opmaint EngДокумент186 страницTM Mic Opmaint Engkisedi2001100% (2)
- 147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComДокумент4 страницы147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComjeyesbelmenОценок пока нет
- Atomberg Gorilla FanДокумент12 страницAtomberg Gorilla FanjothamОценок пока нет
- Press Statement - Book Launching Shariah Forensic 27 Oct 2023Документ4 страницыPress Statement - Book Launching Shariah Forensic 27 Oct 2023aОценок пока нет
- Object Oriented ParadigmДокумент2 страницыObject Oriented ParadigmDickson JohnОценок пока нет
- (EN 10348) - Steel For The Reinforcement of Concrete. Galvanized Reinforcing SteelДокумент24 страницы(EN 10348) - Steel For The Reinforcement of Concrete. Galvanized Reinforcing Steelbagusu_6Оценок пока нет
- IJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyДокумент12 страницIJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyImpact JournalsОценок пока нет
- Vetoset CA541: Thickbed Cementitious Tile AdhesiveДокумент2 страницыVetoset CA541: Thickbed Cementitious Tile Adhesivemus3b1985Оценок пока нет
- The Bio-Based Economy in The NetherlandsДокумент12 страницThe Bio-Based Economy in The NetherlandsIrving Toloache FloresОценок пока нет
- Point and Figure ChartsДокумент5 страницPoint and Figure ChartsShakti ShivaОценок пока нет
- Ilovepdf MergedДокумент503 страницыIlovepdf MergedHemantОценок пока нет
- Management Accounting by Cabrera Solution Manual 2011 PDFДокумент3 страницыManagement Accounting by Cabrera Solution Manual 2011 PDFClaudette Clemente100% (1)
- Pam8610 PDFДокумент15 страницPam8610 PDFRaka Satria PradanaОценок пока нет
- CE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationДокумент32 страницыCE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationPROSPEROUS LUCKILYОценок пока нет
- Trucks Part NumbersДокумент51 страницаTrucks Part NumbersBadia MudhishОценок пока нет
- BДокумент28 страницBLubaОценок пока нет
- Installation 59TP6A 08SIДокумент92 страницыInstallation 59TP6A 08SIHenry SmithОценок пока нет
- Polysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Документ1 страницаPolysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Carlos JiménezОценок пока нет
- End-Of-Chapter Answers Chapter 7 PDFДокумент12 страницEnd-Of-Chapter Answers Chapter 7 PDFSiphoОценок пока нет
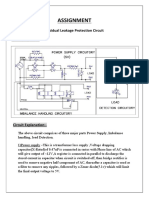
- Assignment: Residual Leakage Protection Circuit Circuit DiagramДокумент2 страницыAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaОценок пока нет
- FINAL SMAC Compressor Control Philosophy Rev4Документ6 страницFINAL SMAC Compressor Control Philosophy Rev4AhmedОценок пока нет
- Atmel 46003 SE M90E32AS DatasheetДокумент84 страницыAtmel 46003 SE M90E32AS DatasheetNagarajОценок пока нет
- 5.1 Behaviour of Water in Rocks and SoilsДокумент5 страниц5.1 Behaviour of Water in Rocks and SoilsHernandez, Mark Jyssie M.Оценок пока нет
- English Test For Grade 7 (Term 2)Документ6 страницEnglish Test For Grade 7 (Term 2)UyenPhuonggОценок пока нет
- Transportation of CementДокумент13 страницTransportation of CementKaustubh Joshi100% (1)