Вам также может понравиться
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldОт EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldРейтинг: 3 из 5 звезд3/5 (2)
- Surface PreparationДокумент15 страницSurface PreparationsawwahwahОценок пока нет
- Painting InspectionДокумент62 страницыPainting InspectionbezzelОценок пока нет
- JT Paint BookДокумент12 страницJT Paint Bookhasan shahriarОценок пока нет
- Inspection Thermal Spray WebinarДокумент29 страницInspection Thermal Spray WebinarShriya Soni100% (1)
- Lead Supervising or 3rd Party Nace Peer Review/level 3 CertifiedДокумент3 страницыLead Supervising or 3rd Party Nace Peer Review/level 3 Certifiedapi-77735589Оценок пока нет
- Paint - Paint Film Defects PDFДокумент49 страницPaint - Paint Film Defects PDFDaison PaulОценок пока нет
- SSPCE Guide PDFДокумент158 страницSSPCE Guide PDFShakirОценок пока нет
- 1.2.4 HDG - Painting Issues PDFДокумент2 страницы1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Оценок пока нет
- Protecting Steel Edges: Presented By: Bob Kogler, Rampart LLCДокумент42 страницыProtecting Steel Edges: Presented By: Bob Kogler, Rampart LLCSuperCow FelizОценок пока нет
- Marine Coating Failure AnalysisДокумент35 страницMarine Coating Failure Analysisa7med_nassar171100% (2)
- Anticorrosion Paint & CoatingДокумент4 страницыAnticorrosion Paint & CoatingGoutam GiriОценок пока нет
- SSPC Pa1 PDFДокумент14 страницSSPC Pa1 PDFAnonymous zia5og7psОценок пока нет
- Salt TestДокумент16 страницSalt Testم.ذكى فضل ذكى100% (1)
- In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresДокумент142 страницыIn-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangОценок пока нет
- What Is The Cause of Chalking in Epoxy CoatingДокумент11 страницWhat Is The Cause of Chalking in Epoxy CoatingKalaiRazBalan100% (1)
- Impact Resistant Polyurethane TopcoatДокумент5 страницImpact Resistant Polyurethane Topcoaturipss100% (1)
- TMS: Thermal Metal Spray Coatings: Corrosion Engineering DivisionДокумент7 страницTMS: Thermal Metal Spray Coatings: Corrosion Engineering DivisionCorrosion Factory100% (1)
- 3855 ICorr Coating Inspector Assessment Guidelines 0821Документ6 страниц3855 ICorr Coating Inspector Assessment Guidelines 0821aliОценок пока нет
- Hempel BookДокумент318 страницHempel BookChristos Anthoulakis100% (2)
- Section13 Spark TestingДокумент3 страницыSection13 Spark TestingGustavoОценок пока нет
- 3.3 Secondary and Localized Surface Preparation: 3.3.1 General DescriptionДокумент8 страниц3.3 Secondary and Localized Surface Preparation: 3.3.1 General DescriptionAlex KuvoricОценок пока нет
- Surface Preparation Comparative ChartДокумент1 страницаSurface Preparation Comparative Chartcmms88Оценок пока нет
- Quality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncДокумент61 страницаQuality Control of Industrial Painting Operations: William D. Corbett KTA-Tator, IncKis GáborОценок пока нет
- ICorr CED CT02 CoatingSurfacePreparationMethods Issue1 PDFДокумент13 страницICorr CED CT02 CoatingSurfacePreparationMethods Issue1 PDFOsama Elhadad100% (1)
- Hempel Brochure On Imo - PSPCДокумент12 страницHempel Brochure On Imo - PSPCislimaОценок пока нет
- Dewpoint: Coating & Painting InspectionДокумент6 страницDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- 5.dry Abrasive BlastingДокумент15 страниц5.dry Abrasive BlastingDanica SekulicОценок пока нет
- Coating Inspection Procedures OutlineДокумент63 страницыCoating Inspection Procedures OutlineDonzt Dontz FaujiОценок пока нет
- Method Statement For APCS-113A - MS-FBE-002 - 9 JULY 2011Документ9 страницMethod Statement For APCS-113A - MS-FBE-002 - 9 JULY 2011sharif339Оценок пока нет
- Corrosion ProtectionДокумент95 страницCorrosion ProtectionNestor Mijares100% (1)
- Aga CourseДокумент40 страницAga CourseTarek YehiaОценок пока нет
- Industrial Chemical Cleaning MethodsДокумент29 страницIndustrial Chemical Cleaning MethodsTEZ ANALYSIS AND STORIESОценок пока нет
- Cathodic Disbonding TesterДокумент1 страницаCathodic Disbonding TesterfelavinОценок пока нет
- Cte Ongc SpecДокумент21 страницаCte Ongc SpecMohamed HushainОценок пока нет
- Coating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryДокумент43 страницыCoating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryLarasanto Larasanto100% (1)
- Fenomastic Hygiene Emulsion SilkДокумент4 страницыFenomastic Hygiene Emulsion Silkمحمد عزتОценок пока нет
- A.6 Coating System No. 6: Title: Coating and Painting Specification Rev.: Date: Doc. No.: 05-1 - EPC-SV-AEI-M-SA-00001Документ1 страницаA.6 Coating System No. 6: Title: Coating and Painting Specification Rev.: Date: Doc. No.: 05-1 - EPC-SV-AEI-M-SA-00001Tien Tran Kha TienОценок пока нет
- Paint Defects and RemediesДокумент11 страницPaint Defects and RemediesAldrin Ron Caina Mamaril100% (2)
- Paint Slip Coefficient PDFДокумент28 страницPaint Slip Coefficient PDFRk Sabarinathan100% (1)
- IMO PSPC ImplementationДокумент15 страницIMO PSPC ImplementationHugo Wizenberg100% (1)
- Nace Table 3Документ2 страницыNace Table 3gana_1783100% (1)
- Removing Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncДокумент46 страницRemoving Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncMilagros MorantesОценок пока нет
- Blasting & Painting ProcedureДокумент10 страницBlasting & Painting ProcedurepraksahОценок пока нет
- ICorr Insulation InspectorДокумент31 страницаICorr Insulation Inspector22238.spoОценок пока нет
- CIP Level 2 Manual Table of Contents General Information Course Outline Chapter 1 IntroductionДокумент12 страницCIP Level 2 Manual Table of Contents General Information Course Outline Chapter 1 IntroductionLarasanto LarasantoОценок пока нет
- Chevron Pre-Inspection ChecklistДокумент2 страницыChevron Pre-Inspection ChecklistosersОценок пока нет
- Profile Measurement WebinarДокумент39 страницProfile Measurement WebinarAlex CarreraОценок пока нет
- Marine CoatingsДокумент145 страницMarine CoatingsAlexander MaksaevОценок пока нет
- IMO PSPC - Winners and LoosersДокумент33 страницыIMO PSPC - Winners and LoosersJorge Alberto Montalat100% (1)
- Pa 3 PDFДокумент0 страницPa 3 PDFNageswara Rao BavisettyОценок пока нет
- CIP Work Experience FINALДокумент2 страницыCIP Work Experience FINALDeepak YadavОценок пока нет
- Coating DefectsДокумент13 страницCoating DefectswahОценок пока нет
- SSPC Trainthepainter WebinarДокумент64 страницыSSPC Trainthepainter WebinarFreddy Carl Fredricksen100% (2)
- Surface PreparationДокумент13 страницSurface PreparationelangorengaОценок пока нет
- Surface Preparation Guide PDFДокумент13 страницSurface Preparation Guide PDFait.koufiОценок пока нет
- Surface PreparationДокумент13 страницSurface PreparationDacher Daniel100% (1)
- Surface CoatingДокумент18 страницSurface Coatingaaftab ahmed100% (1)
- Hidrolavado de CascosДокумент16 страницHidrolavado de CascosLincoln Ruben HooperОценок пока нет
- Sis 05 5900Документ11 страницSis 05 5900Taha Zia50% (2)
- Proof ListДокумент9 страницProof ListPrabath MadusankaОценок пока нет
- Consumer Price Index (CPI)Документ4 страницыConsumer Price Index (CPI)Prabath MadusankaОценок пока нет
- Ethanol 99-7-100 (Absolute) AnalaRДокумент4 страницыEthanol 99-7-100 (Absolute) AnalaRPrabath MadusankaОценок пока нет
- Trip To Riverstern: 03-04 March 2019 Unit Price (LKR) Cost (LKR)Документ3 страницыTrip To Riverstern: 03-04 March 2019 Unit Price (LKR) Cost (LKR)Prabath MadusankaОценок пока нет
- Idp Ielts ExamДокумент3 страницыIdp Ielts ExamPrabath MadusankaОценок пока нет
- 13 - Risk AnalysisДокумент9 страниц13 - Risk AnalysisPrabath MadusankaОценок пока нет
- Daily Loan Principal & Interest Calculation Spreadsheet: D-H & Associates ConsultingДокумент3 страницыDaily Loan Principal & Interest Calculation Spreadsheet: D-H & Associates ConsultingPrabath Madusanka100% (1)
- Details of Work For Purchasing Dep.Документ1 страницаDetails of Work For Purchasing Dep.Prabath MadusankaОценок пока нет
- Month & Year Basic Salary Deductions Addtions Total For EPF & ETF AmountДокумент6 страницMonth & Year Basic Salary Deductions Addtions Total For EPF & ETF AmountPrabath MadusankaОценок пока нет
- Intercept MethodДокумент1 страницаIntercept MethodPrabath MadusankaОценок пока нет
- Fatigue Curve - S235JR ExperimantalДокумент9 страницFatigue Curve - S235JR ExperimantalPrabath MadusankaОценок пока нет
- Elongation Calculation-St52 3Документ2 страницыElongation Calculation-St52 3Prabath MadusankaОценок пока нет
- AssignmentДокумент2 страницыAssignmentPrabath MadusankaОценок пока нет
- Asaab 8407 - 2MДокумент11 страницAsaab 8407 - 2MPrabath MadusankaОценок пока нет
- (Scan Electron Microscope) : by Madusanka W.A.P.S (Level IV)Документ20 страниц(Scan Electron Microscope) : by Madusanka W.A.P.S (Level IV)Prabath MadusankaОценок пока нет
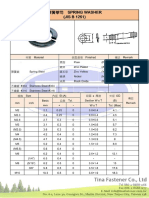
- JIS-B-1251 Product CatalogueДокумент4 страницыJIS-B-1251 Product CataloguePrabath MadusankaОценок пока нет
- Renew Your Architraves and Skirting BoardsДокумент4 страницыRenew Your Architraves and Skirting Boardscharlie20377240Оценок пока нет
- Aa Spec 371002Документ5 страницAa Spec 371002JDОценок пока нет
- Water Treatment - AerationДокумент17 страницWater Treatment - Aerationnermeen ahmedОценок пока нет
- Gray Cast Iron Metallurgy and InoculationДокумент21 страницаGray Cast Iron Metallurgy and InoculationArjyajyoti Goswami100% (1)
- JDM A22 - Rev 06-1987Документ8 страницJDM A22 - Rev 06-1987Reginaldo SantosОценок пока нет
- National Standards Overview FEFCOДокумент4 страницыNational Standards Overview FEFCOgirisharyamane123Оценок пока нет
- Berhanu LemmesaДокумент104 страницыBerhanu LemmesaMohammed EndrisОценок пока нет
- Ar 1064Документ2 страницыAr 1064georgiОценок пока нет
- Installation of Fuel Pipe Line Method StatementДокумент10 страницInstallation of Fuel Pipe Line Method StatementWufei Chang100% (2)
- Decanter Centrifuge Questionnaire-WasteДокумент4 страницыDecanter Centrifuge Questionnaire-Wasterioviktor84Оценок пока нет
- Method Statement PaintДокумент26 страницMethod Statement PaintFleight Vandollin0% (1)
- Fundamentals of Electric Resistance WeldingДокумент40 страницFundamentals of Electric Resistance WeldingRajkumar ArumugamОценок пока нет
- Section 3 - Reflow Profiling - ConceptronicДокумент7 страницSection 3 - Reflow Profiling - ConceptronicJosué Benjamin Sandoval QuezadaОценок пока нет
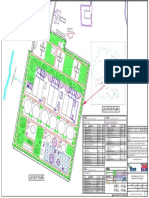
- 01.proposed Layout For 180 MLD STP Pirana - 18.01.22Документ1 страница01.proposed Layout For 180 MLD STP Pirana - 18.01.22PremBihariGoswamiОценок пока нет
- Hardox 400 PlateДокумент3 страницыHardox 400 PlateAli TalebiОценок пока нет
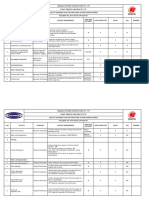
- QAP For Painting WorksДокумент3 страницыQAP For Painting WorksRanjan KumarОценок пока нет
- Sae J58-2015Документ9 страницSae J58-2015levanhuongОценок пока нет
- DRILLBITSДокумент56 страницDRILLBITSKathrine Kate CadiangОценок пока нет
- KineticsДокумент18 страницKineticsJim tanОценок пока нет
- Zinga: Physical Data and Technical InformationДокумент6 страницZinga: Physical Data and Technical Informationasanka100% (1)
- Universal Rutile Electrode: Tip ColourДокумент1 страницаUniversal Rutile Electrode: Tip Colourmohamed AdelОценок пока нет
- Cast Iron HandbookДокумент144 страницыCast Iron Handbooksachinguptachd100% (2)
- ME151P 2 E01 Final Report Steel Plate Roller MachineДокумент34 страницыME151P 2 E01 Final Report Steel Plate Roller MachineJotham MorciloОценок пока нет
- Kr274atl - e Ga8731 PartsДокумент276 страницKr274atl - e Ga8731 Partsomar100% (1)
- WELD-5 Beginner Welding Mistakes - Beginner Welding GuideДокумент10 страницWELD-5 Beginner Welding Mistakes - Beginner Welding GuidepeterОценок пока нет
- Best Speakers EVARДокумент4 страницыBest Speakers EVARAccording To HondaОценок пока нет
- Setting Time and Bleeding of Concrete With Binary and Ternary CementsДокумент10 страницSetting Time and Bleeding of Concrete With Binary and Ternary Cementsmehdi_hoseineeОценок пока нет
- Welding Rods Welding Rods: Manual Metal Arc Welding (MMA)Документ6 страницWelding Rods Welding Rods: Manual Metal Arc Welding (MMA)CT0011Оценок пока нет
- How To Avoid Cracks in PlasterДокумент3 страницыHow To Avoid Cracks in PlasterShativel ViswanathanОценок пока нет
- CaseHard AISI8620Документ2 страницыCaseHard AISI8620Anonymous B3I6zYNhqdОценок пока нет