Вам также может понравиться
- Relación entre ciencia, método científico e importancia de la investigaciónДокумент3 страницыRelación entre ciencia, método científico e importancia de la investigaciónVictor Manuel Asmat Rojas50% (2)
- Antecedentes e Historia PLCДокумент14 страницAntecedentes e Historia PLCMarigenys Galán PuelloОценок пока нет
- Diseño y Calculo de Un Filtro de Magas y Su Transportador HelicoidalДокумент63 страницыDiseño y Calculo de Un Filtro de Magas y Su Transportador HelicoidalVictor H. Choque Urrelo100% (10)
- Guía completa para el éxito en redes de mercadoДокумент133 страницыGuía completa para el éxito en redes de mercadoHugo Arce Multi Impresos ARCOОценок пока нет
- Contadores y TemporizadoresДокумент17 страницContadores y TemporizadoresRene EsepejoОценок пока нет
- Informe Tanque FactoryДокумент11 страницInforme Tanque FactoryWelYto WM AndaluzОценок пока нет
- Informe 11 - Electroneumática Con GrafcetДокумент18 страницInforme 11 - Electroneumática Con GrafcetEdwin BunciОценок пока нет
- Curso de PLCДокумент92 страницыCurso de PLCWilber HernandezОценок пока нет
- Practicas TIA PORTALДокумент15 страницPracticas TIA PORTALjuan davidОценок пока нет
- Programación PLC SIEMENS S7-200Документ118 страницProgramación PLC SIEMENS S7-200Oscar Eduardo González Jiménez100% (2)
- Laboratorio 1 PLCДокумент12 страницLaboratorio 1 PLCDARIELОценок пока нет
- Control de luz de pasillo con 3 pulsadores y temporizador de 10 segДокумент5 страницControl de luz de pasillo con 3 pulsadores y temporizador de 10 segEzequiel Fuciños100% (1)
- Elementos s7 Graph Enclavamiento y Supervision Step7Документ61 страницаElementos s7 Graph Enclavamiento y Supervision Step7Aida PerezОценок пока нет
- Ejercicios Resueltos PLCДокумент3 страницыEjercicios Resueltos PLCchoquistomateОценок пока нет
- Contador multi-instancia PLC S7-1200Документ30 страницContador multi-instancia PLC S7-1200Jorge VargasОценок пока нет
- Ejercicios en FluidSim NeumáticaДокумент28 страницEjercicios en FluidSim NeumáticaErick Alejandro Hinojosa VillegasОценок пока нет
- Práctica TIA Portal-FluidSiM PDFДокумент4 страницыPráctica TIA Portal-FluidSiM PDFAlyan ZaeОценок пока нет
- Ejercicios Grafcet embotellado clasificado ascensorДокумент6 страницEjercicios Grafcet embotellado clasificado ascensorrufiniusОценок пока нет
- Go30 Manual PDFДокумент11 страницGo30 Manual PDFCarlosОценок пока нет
- Controladores Lógico Programable: Simulación de circuitos de control, potencia y programación LadderДокумент14 страницControladores Lógico Programable: Simulación de circuitos de control, potencia y programación Laddernohemy condo machaca100% (1)
- Práctica PLC S7-1200 comparadores TIA PORTALДокумент10 страницPráctica PLC S7-1200 comparadores TIA PORTALMariam ramirezОценок пока нет
- Proyecto NeumaticaДокумент25 страницProyecto NeumaticaMarinacp73100% (2)
- Practica 1. Simulaciones de Logica Cableada Con CADESIMU. Circuitos de Maniobra.Документ10 страницPractica 1. Simulaciones de Logica Cableada Con CADESIMU. Circuitos de Maniobra.Sergio Arroyo SilesОценок пока нет
- Reporte de Examen VII - Inversor de Giro de Un Motor TrifásicoДокумент30 страницReporte de Examen VII - Inversor de Giro de Un Motor TrifásicoOscar Manuel Quiroz De La Vega50% (2)
- Tercer Laboratorio de Ingenieria de Control I.doc RenzoДокумент5 страницTercer Laboratorio de Ingenieria de Control I.doc RenzoEJ AlvarezОценок пока нет
- EXA2G3OI PdfcreatorДокумент38 страницEXA2G3OI PdfcreatorTomas Sanchez TronoОценок пока нет
- Controladores AutosintonizablesДокумент24 страницыControladores AutosintonizablesJose Antonio PinGlo MarkzОценок пока нет
- AutomatizacionДокумент3 страницыAutomatizacionJuan David Franco FrancoОценок пока нет
- Reporte Proyecto Final Automatizacion de TolvasДокумент10 страницReporte Proyecto Final Automatizacion de TolvasAlejandro GuerreroОценок пока нет
- Traduccion VirtualmarkTCPДокумент4 страницыTraduccion VirtualmarkTCPFrancisco MendozaОценок пока нет
- Programación PLC Ejercicios Control Semáforo VehículosДокумент3 страницыProgramación PLC Ejercicios Control Semáforo VehículosJuan Pablo González UribeОценок пока нет
- Fluid SimДокумент9 страницFluid SimVictor Javier ZavaletaОценок пока нет
- Automatización de Un Deposito de AguaДокумент7 страницAutomatización de Un Deposito de Aguacjutp86100% (1)
- Problemas Zen de Omron-Hoja 2Документ4 страницыProblemas Zen de Omron-Hoja 2luis gomezОценок пока нет
- Ejercicios Tercer ParcialДокумент5 страницEjercicios Tercer ParcialRodrigoОценок пока нет
- Relevadores InteligentesДокумент18 страницRelevadores InteligentesJoseLuisMartinezОценок пока нет
- Guia Simulación PLC SIMДокумент10 страницGuia Simulación PLC SIMKevin MenaОценок пока нет
- Expulsion de Botellas Sin Tapon PDFДокумент5 страницExpulsion de Botellas Sin Tapon PDFNaidelinОценок пока нет
- Tema5 Web AluДокумент27 страницTema5 Web AluJorge Andrés Pérez MillarОценок пока нет
- Fluid SimДокумент15 страницFluid SimVictor Javier ZavaletaОценок пока нет
- Planta de ReposteriaДокумент3 страницыPlanta de ReposteriaPatriciaBlázquezGarcíaОценок пока нет
- Compuertas UniversalesДокумент5 страницCompuertas UniversalesAnthony Saavedra GarciaОценок пока нет
- CAP6 ElectroneumaticaДокумент24 страницыCAP6 ElectroneumaticaarnesimoОценок пока нет
- Secuencia de tres motores TIA PortalДокумент6 страницSecuencia de tres motores TIA Portalstefany toroОценок пока нет
- Arduino CADeSimuДокумент8 страницArduino CADeSimujcgiovatto1Оценок пока нет
- CMV Manual de operación y prácticas del centro de maquinado verticalДокумент204 страницыCMV Manual de operación y prácticas del centro de maquinado verticalPeter GonzalesОценок пока нет
- Ejercicios S7 1200 - para AIДокумент5 страницEjercicios S7 1200 - para AIPérez De la Fuente José DavidОценок пока нет
- Programación de PLC LOGO! en FUP y contactosДокумент15 страницProgramación de PLC LOGO! en FUP y contactosMarcelo PereiraОценок пока нет
- Reconocimiento del módulo de trabajo electroneumáticoДокумент5 страницReconocimiento del módulo de trabajo electroneumáticoPablo LopezОценок пока нет
- Trabajo Final Del PLC ZelioДокумент5 страницTrabajo Final Del PLC ZelioRobert BugueñoОценок пока нет
- Arranque Directo Con Inversión de GiroДокумент7 страницArranque Directo Con Inversión de GiroEsban BustamanteОценок пока нет
- Proyecto Supervisión y Control de Una MezcladoraДокумент3 страницыProyecto Supervisión y Control de Una MezcladoraMayerly Navas AmuОценок пока нет
- Automatización de embotelladora de refrescosДокумент44 страницыAutomatización de embotelladora de refrescosJesus Mamani100% (2)
- Tema 1Документ7 страницTema 1acamargowОценок пока нет
- Práctica 1. Control de Arranque y Paro de Una Banda TransportadoraДокумент10 страницPráctica 1. Control de Arranque y Paro de Una Banda TransportadoraFranciscoОценок пока нет
- PLAN DE ACCIÓN - Taller MecanicoДокумент9 страницPLAN DE ACCIÓN - Taller Mecanicokiara castilloОценок пока нет
- Autómatas ProgramablesДокумент6 страницAutómatas ProgramablesaquiumОценок пока нет
- Guia No. 18 PLC - MontacargaДокумент14 страницGuia No. 18 PLC - MontacargaculmaОценок пока нет
- Articulo Sobre ElectroneumaticaДокумент5 страницArticulo Sobre Electroneumaticapapayta01Оценок пока нет
- INFORMEДокумент20 страницINFORMEJosé Ignacio Mendieta CamargoОценок пока нет
- Seminario Accionamiento Eléctrico Parte 3Документ43 страницыSeminario Accionamiento Eléctrico Parte 3Anonymous bDl76usdvaОценок пока нет
- Quinto Informe de AccionamientoДокумент12 страницQuinto Informe de AccionamientoMarcelo Saldarriaga Rivera100% (1)
- Tutorlogo 1 PDFДокумент76 страницTutorlogo 1 PDFJulio Pino MirandaОценок пока нет
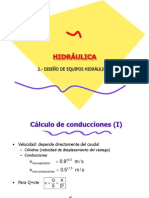
- Hidráulica: 2.-Diseño de Equipos HidráulicosДокумент8 страницHidráulica: 2.-Diseño de Equipos HidráulicosHenry PabonОценок пока нет
- Elementos ConstitutivosДокумент2 страницыElementos ConstitutivosVictor H. Choque UrreloОценок пока нет
- Puente GRUA BIRRAIL 30 Ton (Victor Hugo Choque Urrelo)Документ49 страницPuente GRUA BIRRAIL 30 Ton (Victor Hugo Choque Urrelo)Victor H. Choque UrreloОценок пока нет
- Cálculo y diseño de cintas transportadorasДокумент13 страницCálculo y diseño de cintas transportadorasVictor H. Choque UrreloОценок пока нет
- Cálculo y diseño de cintas transportadorasДокумент13 страницCálculo y diseño de cintas transportadorasVictor H. Choque UrreloОценок пока нет
- Trituradora de MandibulasДокумент56 страницTrituradora de MandibulasVictor H. Choque Urrelo100% (7)
- Cálculo y diseño de cintas transportadorasДокумент13 страницCálculo y diseño de cintas transportadorasVictor H. Choque UrreloОценок пока нет
- Ejemplos AgendaДокумент17 страницEjemplos AgendajmurquijoОценок пока нет
- 3 - Algebra de BooleДокумент44 страницы3 - Algebra de BooleBrandon DamianОценок пока нет
- Sistema BIMДокумент3 страницыSistema BIMRicardo FОценок пока нет
- Los Mitos Religiosos: Estudios Culturales de MéxicoДокумент19 страницLos Mitos Religiosos: Estudios Culturales de MéxicoJulian BernalОценок пока нет
- TESIS MAG 0844 Miguel SerranoДокумент84 страницыTESIS MAG 0844 Miguel SerranoIgnatius Von Kaar100% (1)
- Perfil Egreso T Tec en Adm de Empresas Mencion MarketingДокумент1 страницаPerfil Egreso T Tec en Adm de Empresas Mencion MarketingVALESKAОценок пока нет
- SANITARIO ECOCLEAN SINGLE - FTC 008 1Документ2 страницыSANITARIO ECOCLEAN SINGLE - FTC 008 1Marjourie Denisse Urroz SacasaОценок пока нет
- CONSERVACIÓN VIAL MIXTO POR NIVEL DE SERVICIO Y PRECIOS UNITARIOS PROVINCIA COLCHAGUAДокумент8 страницCONSERVACIÓN VIAL MIXTO POR NIVEL DE SERVICIO Y PRECIOS UNITARIOS PROVINCIA COLCHAGUARorito Villablanca OОценок пока нет
- Informe Laboratorio Practica #2Документ3 страницыInforme Laboratorio Practica #2stiven mauricio sepulveda sernaОценок пока нет
- Reporte de Experimentación de Plataformas de Aprendizaje 2016Документ39 страницReporte de Experimentación de Plataformas de Aprendizaje 2016Bianca PazОценок пока нет
- Firma 7 - Sección Af92 Exposición - TempomaticДокумент25 страницFirma 7 - Sección Af92 Exposición - TempomaticHéctor OlivasОценок пока нет
- Actividad2 - Clara. Versión para Compartir Con Errores para ReflexiónДокумент12 страницActividad2 - Clara. Versión para Compartir Con Errores para ReflexiónalejamontiОценок пока нет
- Guia 1 Multiplos y DivisoresДокумент2 страницыGuia 1 Multiplos y DivisoresPaola Rojas FariasОценок пока нет
- Ing. Industrial.....Документ25 страницIng. Industrial.....josmindОценок пока нет
- HermiteДокумент38 страницHermiteSebastián Camilo Menjura FlorianОценок пока нет
- Síntesis de Ferrioxalato de PotasioДокумент14 страницSíntesis de Ferrioxalato de PotasioKarina CortesОценок пока нет
- Ensayo La Negociación Con ETAДокумент3 страницыEnsayo La Negociación Con ETALupita Dos MaresОценок пока нет
- Cira y PmaДокумент4 страницыCira y PmaMauro ContrerasОценок пока нет
- Músicas populares cuyanas e imaginarios de naciónДокумент12 страницMúsicas populares cuyanas e imaginarios de naciónbraldiss661791Оценок пока нет
- Estándar Nacional Bim para Proyectos Públicos. Version A.1 - Bim ForumДокумент57 страницEstándar Nacional Bim para Proyectos Públicos. Version A.1 - Bim ForumAnonymous 0vPr0HОценок пока нет
- Soberania NacionalДокумент4 страницыSoberania NacionalEdnerys Mata100% (1)
- Identificamos problemas y necesidades de nuestra localidad mediante encuestaДокумент3 страницыIdentificamos problemas y necesidades de nuestra localidad mediante encuestaAlissa LamaОценок пока нет
- CIENCIAДокумент3 страницыCIENCIARocio AntezanaОценок пока нет
- Examen Parcial Dinamicabbbbbbbbbbbbbbbbbbb PDFДокумент1 страницаExamen Parcial Dinamicabbbbbbbbbbbbbbbbbbb PDFYiğit Şentürk2Оценок пока нет
- Eje 1Документ29 страницEje 1jovenes por santanderОценок пока нет
- 3 - Situacion de La Recta y El Punto en El PlanoДокумент7 страниц3 - Situacion de La Recta y El Punto en El PlanoJuan Luis BorraОценок пока нет
- El Peronismo y La "Clase Media": de Las Ilusiones Al Resentimiento, 1944-1955Документ20 страницEl Peronismo y La "Clase Media": de Las Ilusiones Al Resentimiento, 1944-1955Melannie VegaОценок пока нет
- Semana 10 Colas para Resolver en ClaseДокумент7 страницSemana 10 Colas para Resolver en Clasedamaris VargasОценок пока нет