Вам также может понравиться
- Sand Molding Processes: Thanuj Kumar MДокумент47 страницSand Molding Processes: Thanuj Kumar MVDОценок пока нет
- Arc SprayingДокумент6 страницArc SprayingAshok KumarОценок пока нет
- Ni Resist and Ductile Ni Resist Alloys 11018Документ40 страницNi Resist and Ductile Ni Resist Alloys 11018Prasad Aher100% (1)
- High Carbon Steel Shot GritДокумент2 страницыHigh Carbon Steel Shot Gritabdulaziz mohammedОценок пока нет
- ISOGradeДокумент28 страницISOGradeleo83Оценок пока нет
- 62sa, 62SM, 62DJ, 63, 63HVДокумент4 страницы62sa, 62SM, 62DJ, 63, 63HVzaiofracassado100% (1)
- LIBRO3Документ43 страницыLIBRO3Camilo LacoutureОценок пока нет
- Bohler ManualДокумент519 страницBohler ManualCosmin OlteanuОценок пока нет
- (Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Документ9 страниц(Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Gustavo de Paula100% (1)
- 50 Casting DefectsДокумент49 страниц50 Casting DefectsmohammadОценок пока нет
- Forgingforging ProcessДокумент13 страницForgingforging Processpatel ketanОценок пока нет
- kalpur-FE KSP SleevesДокумент6 страницkalpur-FE KSP SleevesSachin KumbharОценок пока нет
- WCC Colmonoy 200 Series - TDSДокумент3 страницыWCC Colmonoy 200 Series - TDSedipson100% (2)
- Casting Material Austenitic Ductile Iron in ASTM A439Документ3 страницыCasting Material Austenitic Ductile Iron in ASTM A439Alex007Оценок пока нет
- Macro Ataque ASTM - E340-2000.Документ11 страницMacro Ataque ASTM - E340-2000.Eduardo GonzalezОценок пока нет
- Preparation of Sheet Steel For Porcelain EnamelingДокумент9 страницPreparation of Sheet Steel For Porcelain EnamelingMohammad YoussefiОценок пока нет
- SG Iron ProductionДокумент20 страницSG Iron ProductionShreyashri Nayak100% (1)
- Alloy Guide PDFДокумент12 страницAlloy Guide PDFArjed Ali ShaikhОценок пока нет
- Alloy Process Data Sheet - 105-85Документ3 страницыAlloy Process Data Sheet - 105-85Ugur KayaОценок пока нет
- Ductile IronДокумент159 страницDuctile IronPrabhakar KattulaОценок пока нет
- Casting Defects & CausesДокумент15 страницCasting Defects & CausesAbhinav Pratap MauryaОценок пока нет
- Thermanit 17-06 (Boehler)Документ1 страницаThermanit 17-06 (Boehler)queno1Оценок пока нет
- Disclosure To Promote The Right To InformationДокумент13 страницDisclosure To Promote The Right To InformationTennis Mathew100% (1)
- ESAB Puls Mig Welding Hand BookДокумент20 страницESAB Puls Mig Welding Hand BookLeonardo De La HudiОценок пока нет
- Cold Mounting EnglishpdfДокумент6 страницCold Mounting EnglishpdfJorge BonillaОценок пока нет
- 26-ELKEM Poster-Graphite Structures in Cast IronsДокумент1 страница26-ELKEM Poster-Graphite Structures in Cast IronsHOSSIENОценок пока нет
- Ladle Nozzle Filling CompoundДокумент2 страницыLadle Nozzle Filling CompoundRam Deo Awasthi75% (4)
- Copper and Copper AlloysДокумент3 страницыCopper and Copper Alloyskevin herryОценок пока нет
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFДокумент16 страницA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrОценок пока нет
- Manganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronДокумент30 страницManganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronNetoОценок пока нет
- Surface Preparation Metallizing ProcedureДокумент6 страницSurface Preparation Metallizing ProcedureCorrosion FactoryОценок пока нет
- Casting DefectsДокумент38 страницCasting DefectsAhmad Raza TararОценок пока нет
- Alloy Steels 8620: Chemistry DataДокумент6 страницAlloy Steels 8620: Chemistry DataVijay PalОценок пока нет
- O HC HCДокумент101 страницаO HC HCIndustrial Infra Jobs100% (1)
- Gray Cast Iron-1Документ18 страницGray Cast Iron-1ManicharanОценок пока нет
- Alloy Steel ChartДокумент4 страницыAlloy Steel Chartmodi_mihirОценок пока нет
- 2-3 Diffusion WeldingДокумент40 страниц2-3 Diffusion WeldingvaidyanathanОценок пока нет
- Ferroalloy Storage Bin DesignДокумент2 страницыFerroalloy Storage Bin Designarnaldorcr8646Оценок пока нет
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFДокумент23 страницы1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Ni ResistДокумент2 страницыNi ResistAslan AlpОценок пока нет
- Comparison List Copper Bronze 2011 1Документ7 страницComparison List Copper Bronze 2011 1NaldoVicenteОценок пока нет
- Feeding Steel and Ductile Iron CastingДокумент22 страницыFeeding Steel and Ductile Iron Castingjosemiguelzu100% (1)
- Forging and ForgeabilityДокумент3 страницыForging and ForgeabilityjestinОценок пока нет
- TTT DiagramДокумент31 страницаTTT DiagramEducated SmugglerОценок пока нет
- B30 00 PDFДокумент12 страницB30 00 PDFluis_may22Оценок пока нет
- Copper and Copper AlloysДокумент19 страницCopper and Copper AlloysYousef Adel HassanenОценок пока нет
- Copper: (Project Presentation)Документ17 страницCopper: (Project Presentation)Ha M ZaОценок пока нет
- Non Ferrous MetalsДокумент6 страницNon Ferrous MetalsChrissaОценок пока нет
- Unit 5 Non Ferrous Metal and Alloys: Visit For More Learning ResourcesДокумент28 страницUnit 5 Non Ferrous Metal and Alloys: Visit For More Learning ResourcesEXAM CELL AVS TECHОценок пока нет
- Copper & Its AlloysДокумент19 страницCopper & Its AlloysSachinSahuОценок пока нет
- Application Notes Copper EnglishДокумент6 страницApplication Notes Copper EnglishMiguel Eduardo Cabrejos ChavezОценок пока нет
- Copper and Its Alloys PresentationДокумент50 страницCopper and Its Alloys PresentationIranthaShalindaJayawardanaОценок пока нет
- 7.3.25 Austenitic Cast Irons: 7.3.28 High-Chromium IronДокумент21 страница7.3.25 Austenitic Cast Irons: 7.3.28 High-Chromium IronumairОценок пока нет
- Introduction To CopperДокумент7 страницIntroduction To CopperAbdul RashidОценок пока нет
- Aalco Datasheet Cu SpecificationsДокумент13 страницAalco Datasheet Cu SpecificationsKhushal NakadeОценок пока нет
- Tool Die SteelДокумент59 страницTool Die SteelHussein Turi HtgОценок пока нет
- Copper Alloys - AbhayДокумент8 страницCopper Alloys - AbhayAbhay GuptaОценок пока нет
- DESIGN 1 NotesДокумент7 страницDESIGN 1 NoteslordyОценок пока нет
- Structural SteelДокумент6 страницStructural SteelZaid HabibuОценок пока нет
- Module 2 emДокумент8 страницModule 2 emGowda KadurОценок пока нет
- !indx PipДокумент18 страниц!indx PipCharles JacobОценок пока нет
- 00 ContentsДокумент56 страниц00 ContentsCharles JacobОценок пока нет
- RL 396 17 StateДокумент7 страницRL 396 17 StateCharles JacobОценок пока нет
- About The Knowledge TestДокумент4 страницыAbout The Knowledge TestCharles JacobОценок пока нет
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportДокумент1 страницаPallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobОценок пока нет
- The Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeДокумент6 страницThe Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeCharles JacobОценок пока нет
- THE ALL-NEW XL666 BrochureДокумент15 страницTHE ALL-NEW XL666 BrochureCharles JacobОценок пока нет
- Question Paper and Answer Key: Mathematics (MA)Документ25 страницQuestion Paper and Answer Key: Mathematics (MA)Charles JacobОценок пока нет
- Henri Sainte-Claire DevilleДокумент8 страницHenri Sainte-Claire DevilleCharles JacobОценок пока нет
- Web Work PDFДокумент39 страницWeb Work PDFCharles JacobОценок пока нет
- ExhibitorList 2018Документ68 страницExhibitorList 2018Charles JacobОценок пока нет
- Team-BHP PDI Checklist PDFДокумент3 страницыTeam-BHP PDI Checklist PDFCharles JacobОценок пока нет
- 2020 Price List: Certification ProgramsДокумент2 страницы2020 Price List: Certification ProgramsCharles JacobОценок пока нет
- Excon 2019 - Visitor RegistrationДокумент2 страницыExcon 2019 - Visitor RegistrationCharles JacobОценок пока нет
- New Welding Gas Innovation: How To Signifi Cantly Reduce Your Welding Costs WhileДокумент2 страницыNew Welding Gas Innovation: How To Signifi Cantly Reduce Your Welding Costs WhileCharles JacobОценок пока нет
- EnveloperyДокумент11 страницEnveloperyCharles JacobОценок пока нет
- Railways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanДокумент2 страницыRailways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanCharles JacobОценок пока нет
- 820 PDFДокумент19 страниц820 PDFCharles JacobОценок пока нет
- AUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Документ1 страницаAUTOMIG FC 110T5-K4 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobОценок пока нет
- Wit T 2008PVДокумент6 страницWit T 2008PVCharles JacobОценок пока нет
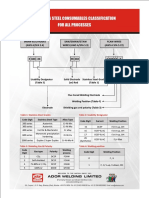
- Stainless Steel Consumables ClassificationДокумент1 страницаStainless Steel Consumables ClassificationCharles JacobОценок пока нет
- Automig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Документ1 страницаAutomig FC 91T1-B3 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobОценок пока нет
- Automig FC 71t 1 ModДокумент1 страницаAutomig FC 71t 1 ModCharles JacobОценок пока нет
- Automig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Документ1 страницаAutomig FC 90T5-K2 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobОценок пока нет
- Automig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Документ1 страницаAutomig FC 560: (Formerly Known As Advani-Oerlikon LTD.)Charles JacobОценок пока нет
- M 3 D1.1 2015 FormДокумент1 страницаM 3 D1.1 2015 FormĐỗ Văn ChinhОценок пока нет
- Automig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Документ1 страницаAutomig FC 71T-5 : (Formerly Known As Advani-Oerlikon LTD.)Charles JacobОценок пока нет
- 2432 - Test Solutions - Tsol - 2432 - 21702Документ5 страниц2432 - Test Solutions - Tsol - 2432 - 21702Anmol PanchalОценок пока нет
- Malling DemallingДокумент25 страницMalling DemallingVijay KumarОценок пока нет
- K MCQsДокумент6 страницK MCQsF ParikhОценок пока нет
- Bin Adam Group of CompaniesДокумент8 страницBin Adam Group of CompaniesSheema AhmadОценок пока нет
- The Serious Student of HistoryДокумент5 страницThe Serious Student of HistoryCrisanto King CortezОценок пока нет
- Catalogue of Archaeological Finds FromДокумент67 страницCatalogue of Archaeological Finds FromAdrinaОценок пока нет
- Lifting PermanentmagnetДокумент6 страницLifting PermanentmagnetShekh Muhsen Uddin Ahmed100% (1)
- Datos Adjuntos Sin Título 00013Документ3 страницыDatos Adjuntos Sin Título 00013coyana9652Оценок пока нет
- XU-CSG Cabinet Minutes of Meeting - April 4Документ5 страницXU-CSG Cabinet Minutes of Meeting - April 4Harold John LaborteОценок пока нет
- Case Study To Find Tank Bulging, Radial Growth and Tank Settlement Using API 650Документ15 страницCase Study To Find Tank Bulging, Radial Growth and Tank Settlement Using API 650Jafer SayedОценок пока нет
- Zambia National FormularlyДокумент188 страницZambia National FormularlyAngetile Kasanga100% (1)
- Book Speos 2023 R2 Users GuideДокумент843 страницыBook Speos 2023 R2 Users GuideCarlos RodriguesОценок пока нет
- Rab Sikda Optima 2016Документ20 страницRab Sikda Optima 2016Julius Chatry UniwalyОценок пока нет
- Jurnal Vol. IV No.1 JANUARI 2013 - SupanjiДокумент11 страницJurnal Vol. IV No.1 JANUARI 2013 - SupanjiIchsan SetiadiОценок пока нет
- Weg CFW500 Enc PDFДокумент32 страницыWeg CFW500 Enc PDFFabio Pedroso de Morais100% (1)
- Physico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegДокумент9 страницPhysico-Chemical Properties of Nutmeg (Myristica Fragrans Houtt) of North Sulawesi NutmegZyuha AiniiОценок пока нет
- Evolis SDK Use Latest IomemДокумент10 страницEvolis SDK Use Latest IomempatrickОценок пока нет
- Jurnal 1 Ieevee LPF PDFДокумент4 страницыJurnal 1 Ieevee LPF PDFNanda SalsabilaОценок пока нет
- Route Clearence TeamДокумент41 страницаRoute Clearence Teamctenar2Оценок пока нет
- Cpar ReviewerДокумент6 страницCpar ReviewerHana YeppeodaОценок пока нет
- LSL Education Center Final Exam 30 Minutes Full Name - Phone NumberДокумент2 страницыLSL Education Center Final Exam 30 Minutes Full Name - Phone NumberDilzoda Boytumanova.Оценок пока нет
- SahanaДокумент1 страницаSahanamurthyarun1993Оценок пока нет
- Ransomware: Prevention and Response ChecklistДокумент5 страницRansomware: Prevention and Response Checklistcapodelcapo100% (1)
- Bathinda - Wikipedia, The Free EncyclopediaДокумент4 страницыBathinda - Wikipedia, The Free EncyclopediaBhuwan GargОценок пока нет
- MPT EnglishДокумент5 страницMPT Englishkhadijaamir435Оценок пока нет
- Introduction To AmplifierДокумент8 страницIntroduction To AmplifierElaine BicolОценок пока нет
- Mindray PM 9000 User ID10240 PDFДокумент378 страницMindray PM 9000 User ID10240 PDFJuan FernandoОценок пока нет
- Design and Optimization of A Medium Altitude Long Endurance UAV Wingbox StructureДокумент8 страницDesign and Optimization of A Medium Altitude Long Endurance UAV Wingbox StructureamirОценок пока нет
- Business Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiДокумент6 страницBusiness Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiMuzammil DeshmukhОценок пока нет
- SXV RXV ChassisДокумент239 страницSXV RXV Chassischili_s16Оценок пока нет