Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- NATURAL SELECTION (Battle of The Beaks)Документ5 страницNATURAL SELECTION (Battle of The Beaks)Julius CortezoОценок пока нет
- EES TutorialДокумент6 страницEES TutorialKiran RajОценок пока нет
- Maranas Et Al, Computers and Chem. Eng., 1996Документ6 страницMaranas Et Al, Computers and Chem. Eng., 1996Miguel HernandezОценок пока нет
- Azeotropic DistillationДокумент46 страницAzeotropic DistillationprocesspipingdesignОценок пока нет
- J Phys Chem B 2005 RebeloДокумент4 страницыJ Phys Chem B 2005 RebeloMiguel HernandezОценок пока нет
- McCabeThiele - Graphical Design of Fractionating ColumnsДокумент7 страницMcCabeThiele - Graphical Design of Fractionating ColumnsLuis OmarОценок пока нет
- WsxtractДокумент33 страницыWsxtractMiguel HernandezОценок пока нет
- Programming in Excel VBAДокумент97 страницProgramming in Excel VBAVladimir KojicОценок пока нет
- MultcompДокумент5 страницMultcompBurak AktasОценок пока нет
- Steam TablesДокумент20 страницSteam Tablesajitsamal456Оценок пока нет
- An Excel/Visual Basic For Applications (VBA) Programming PrimerДокумент19 страницAn Excel/Visual Basic For Applications (VBA) Programming Primerrahpooye313Оценок пока нет
- Programming in Excel VBAДокумент97 страницProgramming in Excel VBAVladimir KojicОценок пока нет
- Booklist PDFДокумент50 страницBooklist PDFjwilliams4Оценок пока нет
- An Excel/Visual Basic For Applications (VBA) Programming PrimerДокумент19 страницAn Excel/Visual Basic For Applications (VBA) Programming Primerrahpooye313Оценок пока нет
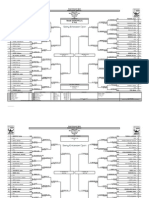
- Cuadro Open Tenis Sony Ericson MiamiДокумент2 страницыCuadro Open Tenis Sony Ericson MiamiMiguel HernandezОценок пока нет
- Chemical Physics 369 (2010) 126-137Документ12 страницChemical Physics 369 (2010) 126-137Miguel HernandezОценок пока нет
- © 1874 Nature Publishing GroupДокумент4 страницы© 1874 Nature Publishing GroupMiguel HernandezОценок пока нет
- Print Drawings To PDFДокумент10 страницPrint Drawings To PDFhuyxpkissОценок пока нет
- Dem Watershed DelineationДокумент43 страницыDem Watershed DelineationHamse HusseinОценок пока нет
- Anomaly Detection Time Series Final PDFДокумент12 страницAnomaly Detection Time Series Final PDFgong688665Оценок пока нет
- Float Sink Lesson Plan 2Документ3 страницыFloat Sink Lesson Plan 2api-388627256Оценок пока нет
- P 1075 Basic E 03 - 08Документ2 страницыP 1075 Basic E 03 - 08Marco Andres Saldias SagredoОценок пока нет
- Usm StanДокумент5 страницUsm StanClaresta JaniceОценок пока нет
- Display Transcript: Institution Credit Transcript TotalsДокумент8 страницDisplay Transcript: Institution Credit Transcript Totalsking_studios7353Оценок пока нет
- Jigs BatacДокумент28 страницJigs BatacZab Robledo RiveraОценок пока нет
- Introduction To The Web AnalysisДокумент2 страницыIntroduction To The Web AnalysisAbОценок пока нет
- Frankel 1991 PDFДокумент17 страницFrankel 1991 PDFFábio SilvaОценок пока нет
- Github & SourceTree Manual - 15831Документ6 страницGithub & SourceTree Manual - 15831Jose Cristian Cañaveras VelezОценок пока нет
- Unit 29 Sentence Structure in EnglishДокумент11 страницUnit 29 Sentence Structure in Englishj pcОценок пока нет
- Enterprise Exam Style QuestionsДокумент2 страницыEnterprise Exam Style Questionsapi-301785352Оценок пока нет
- Resumen CronoamperometríaДокумент3 страницыResumen Cronoamperometríabettypaz89Оценок пока нет
- How To Improve Your MemoryДокумент2 страницыHow To Improve Your MemoryAlejandro GalvisОценок пока нет
- Introduction To Forensic Science Questioned DocumentsДокумент50 страницIntroduction To Forensic Science Questioned DocumentsLyka C. De Guzman100% (2)
- Onity AdvanceRFIDДокумент4 страницыOnity AdvanceRFIDLittle_Bit77Оценок пока нет
- MPhil/PhD Development Planning at The Bartlett Development Planning Unit. University College LondonДокумент2 страницыMPhil/PhD Development Planning at The Bartlett Development Planning Unit. University College LondonThe Bartlett Development Planning Unit - UCLОценок пока нет
- Phase Transformations in Metals and Alloys PDFДокумент37 страницPhase Transformations in Metals and Alloys PDFWillmans Nolberto Ticlla MostaceroОценок пока нет
- AQUINAS de Motu Cordis LAT - ENGДокумент9 страницAQUINAS de Motu Cordis LAT - ENGOta FlegrОценок пока нет
- Statistics in Experimental Research: Mark Anthony F. Casimiro Marikina Science High School-JHSДокумент32 страницыStatistics in Experimental Research: Mark Anthony F. Casimiro Marikina Science High School-JHSJeanne Emerose TalabuconОценок пока нет
- CNC Unit 1Документ4 страницыCNC Unit 1chandiran88Оценок пока нет
- Company Presentation - Company ProfileДокумент10 страницCompany Presentation - Company ProfileNishtha SharmaОценок пока нет
- Penguatan Industri Kreatif Batik Semarang Di Kampung Alam Malon Kecamatan Gunung Pati SemarangДокумент10 страницPenguatan Industri Kreatif Batik Semarang Di Kampung Alam Malon Kecamatan Gunung Pati SemarangAllo YeОценок пока нет
- Gujarat Technological UniversityДокумент2 страницыGujarat Technological Universitysmartboynitish01Оценок пока нет
- CEFR B1 Learning OutcomesДокумент13 страницCEFR B1 Learning OutcomesPhairouse Abdul Salam100% (1)
- Pelecanos L 2014 PHD ThesisДокумент409 страницPelecanos L 2014 PHD ThesisLance Johnpaul SyОценок пока нет
- SPPA-T3000 Control System The Benchmark in Controls: Siemens Power & Process AutomationДокумент16 страницSPPA-T3000 Control System The Benchmark in Controls: Siemens Power & Process AutomationTiar FatihОценок пока нет
- LAMP StackДокумент10 страницLAMP Stackaami6Оценок пока нет