Вам также может понравиться
- Crew Change Protocol ChecklistДокумент2 страницыCrew Change Protocol ChecklistArun SОценок пока нет
- Safety Surveyor Wise QuestionsДокумент16 страницSafety Surveyor Wise QuestionsArun SОценок пока нет
- Prediction and Measurement of Propeller Singing: C e C Ec e EeДокумент1 страницаPrediction and Measurement of Propeller Singing: C e C Ec e EeArun SОценок пока нет
- Camless Two Stroke Main Propulsion engine-B&W ME - CДокумент21 страницаCamless Two Stroke Main Propulsion engine-B&W ME - CNarayana Prakash96% (52)
- Shipboard High VoltageДокумент62 страницыShipboard High VoltageArun SОценок пока нет
- General Engineering Knowledge SurveyДокумент169 страницGeneral Engineering Knowledge SurveyRahul KolazhiОценок пока нет
- ALFA LAVAL Manual P605 High Speed SeparatorДокумент181 страницаALFA LAVAL Manual P605 High Speed SeparatorMery A. Dominguez88% (8)
- Pump Room Ventilation RequirementsДокумент1 страницаPump Room Ventilation RequirementsNUm SaiChon RTОценок пока нет
- Marpol Generic Discharge CriteriaДокумент14 страницMarpol Generic Discharge CriteriaArun SОценок пока нет
- 2-Trim Stability Booklet PDFДокумент16 страниц2-Trim Stability Booklet PDFsanthiniОценок пока нет
- Tail-shaft survey guidelines for Indian cargo shipsДокумент6 страницTail-shaft survey guidelines for Indian cargo shipsArun S100% (1)
- DG Circular 13 Oct 2017 PDFДокумент6 страницDG Circular 13 Oct 2017 PDFA RОценок пока нет
- Trouble Shooting GuideДокумент26 страницTrouble Shooting GuideArun S100% (1)
- X Head LubricationДокумент3 страницыX Head LubricationArun SОценок пока нет
- Ekg 8Документ2 страницыEkg 8Arun SОценок пока нет
- Members Section Timing Chains Tensioning A Timing ChainДокумент1 страницаMembers Section Timing Chains Tensioning A Timing ChainArun SОценок пока нет
- Operational Theory Force On Crosshead GuidesДокумент2 страницыOperational Theory Force On Crosshead GuidesArun SОценок пока нет
- MAN B&W MC Engine VIT Fuel Pump OperationДокумент6 страницMAN B&W MC Engine VIT Fuel Pump OperationArun S100% (1)
- Members Section Fuel Oil Fuel Oil TestingДокумент3 страницыMembers Section Fuel Oil Fuel Oil TestingArun SОценок пока нет
- TURNOMATДокумент2 страницыTURNOMATArun SОценок пока нет
- Class 1 UK PDFДокумент7 страницClass 1 UK PDFArun SОценок пока нет
- Visco ThermДокумент4 страницыVisco ThermArun SОценок пока нет
- Treatment and Maint of LOДокумент8 страницTreatment and Maint of LOArun SОценок пока нет
- Tensioning Chain PDFДокумент1 страницаTensioning Chain PDFArun SОценок пока нет
- Members Section Fuel Oil Fuel Oil TestingДокумент3 страницыMembers Section Fuel Oil Fuel Oil TestingArun SОценок пока нет
- TC BRGДокумент6 страницTC BRGArun SОценок пока нет
- Tensioning Chain PDFДокумент1 страницаTensioning Chain PDFArun SОценок пока нет
- TC BRG and LubДокумент3 страницыTC BRG and LubArun SОценок пока нет
- Members Section Turbocharging Turbocharger SurgingДокумент3 страницыMembers Section Turbocharging Turbocharger SurgingArun SОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Bimco Standard Bunker Contract PDFДокумент5 страницBimco Standard Bunker Contract PDFSamir BelkarОценок пока нет
- SPX Twin Screw Pumps PDFДокумент8 страницSPX Twin Screw Pumps PDFarunkumar17Оценок пока нет
- Blue Card Condition Survey Report 2010.1Документ11 страницBlue Card Condition Survey Report 2010.1HelloshusОценок пока нет
- SO 1342 C Part 1 Engine Room Simulator MAN BW 5L90MC L11 PDFДокумент22 страницыSO 1342 C Part 1 Engine Room Simulator MAN BW 5L90MC L11 PDFDóriclo FernandesОценок пока нет
- Iraq Power Sector Conference SpeechДокумент15 страницIraq Power Sector Conference Speechnaniee1707Оценок пока нет
- Commercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryДокумент15 страницCommercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryOwais AhmedОценок пока нет
- Tesi HE Pneumatic Retraction Unit - Power TechnologyДокумент1 страницаTesi HE Pneumatic Retraction Unit - Power TechnologyRajesh SirsathОценок пока нет
- FLEXICOKING Japan PDFДокумент17 страницFLEXICOKING Japan PDFJulio Adolfo López Portocarrero100% (4)
- Mohit Sabharwal 4e-2cДокумент3 страницыMohit Sabharwal 4e-2cMohit SabharwalОценок пока нет
- Flex Separation Systems, P-Separators 605615Документ4 страницыFlex Separation Systems, P-Separators 605615ABID JAVED DAR0% (1)
- TA - VCS - SMEC Marine - 01Документ4 страницыTA - VCS - SMEC Marine - 01RM HaroonОценок пока нет
- Tender Terms Sept 12 2017Документ38 страницTender Terms Sept 12 2017Markito OchoaОценок пока нет
- GEI41047 Rev K - Liquid Fuel PDFДокумент24 страницыGEI41047 Rev K - Liquid Fuel PDFKorcan ÜnalОценок пока нет
- 018 NAPS UFSAR Chapter 18Документ44 страницы018 NAPS UFSAR Chapter 18Russell ShacklefordОценок пока нет
- Fuel Oil Meters: ContoilДокумент40 страницFuel Oil Meters: ContoilSunya PomaОценок пока нет
- HAZOP Study for Process Heater and ReactorДокумент14 страницHAZOP Study for Process Heater and Reactorquik silvaОценок пока нет
- Seri Balhaf - Form B Dec 2022Документ9 страницSeri Balhaf - Form B Dec 2022Sugumar ShanmuagmОценок пока нет
- Hamworthy Topping Up GeneratorДокумент2 страницыHamworthy Topping Up GeneratorHARISHОценок пока нет
- SKV-A m105 Engl PDFДокумент12 страницSKV-A m105 Engl PDFRizky MuhammadОценок пока нет
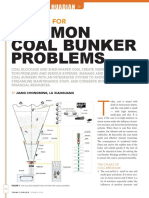
- Coal Bunker Anti BlockingДокумент3 страницыCoal Bunker Anti BlockingBookkeeper100% (2)
- Flex Separation Systems - S Separators 928988 - Mdd00344enДокумент6 страницFlex Separation Systems - S Separators 928988 - Mdd00344enCaet GamingОценок пока нет
- Guidelines Low Load HFOДокумент11 страницGuidelines Low Load HFOVu Tung Linh100% (1)
- Viscosity comparators guideДокумент1 страницаViscosity comparators guidemaria_bustelo_2Оценок пока нет
- Project Guide C25 33 Propulsion EnginesДокумент138 страницProject Guide C25 33 Propulsion EnginesJose RamonОценок пока нет
- Fuel Oil SystemДокумент11 страницFuel Oil SystemNawin Kumar100% (2)
- Chartering Abbreviations TermsДокумент45 страницChartering Abbreviations TermsJAGJIT SINGHОценок пока нет
- CDU II Operating ManualДокумент562 страницыCDU II Operating ManualRajeshwar Telang91% (11)
- Riello r40 G Ts0024uk04 Rev1Документ24 страницыRiello r40 G Ts0024uk04 Rev1Patricio Fernandez BarbaОценок пока нет
- Mangaluru Integrated Gas Project Pre-Feasibility Report SummaryДокумент61 страницаMangaluru Integrated Gas Project Pre-Feasibility Report SummaryKhoa TranОценок пока нет
- Everything You Need to Know About Power Plant Fuels and CombustionДокумент77 страницEverything You Need to Know About Power Plant Fuels and CombustionRichard Morales88% (24)