Вам также может понравиться
- 721E 821E Tier 3 Manual CASE PDFДокумент268 страниц721E 821E Tier 3 Manual CASE PDFEdgar Quispe100% (1)
- DV5471A DV5451A Samsung Dryer Manual DC68 02800A PDFДокумент130 страницDV5471A DV5451A Samsung Dryer Manual DC68 02800A PDFRoberto Augusto Aristizabal Moreno0% (2)
- SDS OPERATION 99517-03064-01E Ver8 150603Документ114 страницSDS OPERATION 99517-03064-01E Ver8 150603Candido Isaza100% (1)
- Rockwell AutomationДокумент128 страницRockwell Automationluisgama22Оценок пока нет
- Suzuki DF9.9b-15a-20a PDFДокумент30 страницSuzuki DF9.9b-15a-20a PDFJonathan Alexander Rojas Blanco100% (1)
- Wd106uhsa SeriesДокумент58 страницWd106uhsa SeriesMusyafiatie Fitriyah100% (2)
- 7.4L 454 Mercruiser ManualДокумент930 страниц7.4L 454 Mercruiser ManualDaniel Marko81% (42)
- MD60 AC Drive User ManualДокумент136 страницMD60 AC Drive User ManualJesus FloresОценок пока нет
- Doosan Db58s Engine Service ManualДокумент152 страницыDoosan Db58s Engine Service ManualRas-Sherwin A. Jalani100% (6)
- 40-90 E-Tec 5008148Документ462 страницы40-90 E-Tec 5008148Şahin CankurtОценок пока нет
- Case Crawler Dozer 650k 750k 850k Operators ManualДокумент10 страницCase Crawler Dozer 650k 750k 850k Operators Manualbrad100% (42)
- KDL w600b Service ManualДокумент28 страницKDL w600b Service Manualjose luisОценок пока нет
- KDL W600B Service Manual PDFДокумент28 страницKDL W600B Service Manual PDFMihaela Caciumarciuc0% (1)
- Mercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeДокумент300 страницMercury Download 1986 2003-6-8 9-9-10 15 HP Service Manual 2 StrokeJaume Clarens75% (12)
- Isuzu N-Series Elf Workshop Manual - Section 5A4 - Anti-Lock Brake System ABS - LGBRK-WE-0101 PDFДокумент70 страницIsuzu N-Series Elf Workshop Manual - Section 5A4 - Anti-Lock Brake System ABS - LGBRK-WE-0101 PDFAlexander Neyra88% (16)
- GMD 510 MX 1 RewДокумент26 страницGMD 510 MX 1 RewSujit KumarОценок пока нет
- Manual de Partes DMHДокумент678 страницManual de Partes DMHHerman Castillo Espindola100% (2)
- Fu Mig AdoraДокумент309 страницFu Mig AdoraJeison SalazarОценок пока нет
- Horizontal /vertical Metal Cutting Band Saw: Instruction ManualДокумент19 страницHorizontal /vertical Metal Cutting Band Saw: Instruction ManualManuel Salvador SanchezОценок пока нет
- SDE2 User Manual V1.1Документ185 страницSDE2 User Manual V1.1Yusron AkbarОценок пока нет
- Snow Thrower ManualДокумент28 страницSnow Thrower ManualBryan RoweОценок пока нет
- 12474446-Download Service Manual Evinrude E-Tec 200-300 HP 2010Документ443 страницы12474446-Download Service Manual Evinrude E-Tec 200-300 HP 2010Albert100% (1)
- Service Manual Sharp Ar5618Документ93 страницыService Manual Sharp Ar5618Afif ZarradОценок пока нет
- 5008146Документ372 страницы5008146Alex VdbusscheОценок пока нет
- Evinrude ServiceManual2012 40-50-60-65-75-90 PDFДокумент426 страницEvinrude ServiceManual2012 40-50-60-65-75-90 PDFadolfoc26188% (8)
- Fastrak Parts 333559 - 0510Документ100 страницFastrak Parts 333559 - 0510Mike Hunter-MallettОценок пока нет
- Service Notes: Second EditionДокумент202 страницыService Notes: Second EditionRenato CarneiroОценок пока нет
- REPAIR MANUAL Self Diagnosis Supported MДокумент28 страницREPAIR MANUAL Self Diagnosis Supported MZafar HussainОценок пока нет
- Ninja 650rДокумент32 страницыNinja 650rJoão Carlos BassaniОценок пока нет
- Honda Marine Outboard BF15D Service Repair Manual PDFДокумент12 страницHonda Marine Outboard BF15D Service Repair Manual PDFsekfsekmddde27% (11)
- Operator'S Manual: 524 Haul Unit SystemДокумент64 страницыOperator'S Manual: 524 Haul Unit SystemOSCAR CERVANTESОценок пока нет
- Suzuki DF25A - 30A - R - Q - T - Setup - 99505-94L10-01EДокумент38 страницSuzuki DF25A - 30A - R - Q - T - Setup - 99505-94L10-01EpowerserviceОценок пока нет
- Bg6A & Bg6B Hydraulic Planetary Hoist: Installation, Maintenance and Service ManualДокумент35 страницBg6A & Bg6B Hydraulic Planetary Hoist: Installation, Maintenance and Service ManualRaul S. CotrinaОценок пока нет
- Mrcool 13seer r410 Cond Install ManualДокумент40 страницMrcool 13seer r410 Cond Install ManualRay RavelОценок пока нет
- Braking Unit Braking Resistor Unit CDBR Lkeb Instructions (Toe-C726-2g)Документ54 страницыBraking Unit Braking Resistor Unit CDBR Lkeb Instructions (Toe-C726-2g)Pan TsapОценок пока нет
- Service Manual: Diesel Engine 5.8 Liter (DB58S)Документ152 страницыService Manual: Diesel Engine 5.8 Liter (DB58S)rodrigoborges10Оценок пока нет
- Wa5471ab SeriesДокумент41 страницаWa5471ab SeriesJahangir JinguОценок пока нет
- Grass Trimmer/Brush Cutter: Operator's ManualДокумент36 страницGrass Trimmer/Brush Cutter: Operator's Manualxi siОценок пока нет
- DV Service ManualДокумент44 страницыDV Service Manualer3456dfОценок пока нет
- Variador Reliance NruДокумент440 страницVariador Reliance Nruzc4mrnykrcОценок пока нет
- Service Manual: Pedal 1 Pedal 2Документ29 страницService Manual: Pedal 1 Pedal 2Victor DumitrascuОценок пока нет
- Yamaha F15B Service Manual (En)Документ180 страницYamaha F15B Service Manual (En)Roberto Flores GuerreroОценок пока нет
- Hộp số TE13 danaДокумент167 страницHộp số TE13 danaSon Dinh100% (2)
- Service: Washing Machine Drum TypeДокумент54 страницыService: Washing Machine Drum TypeRaul Alexandru Culda100% (1)
- 73 Johnson 35HP-SMДокумент111 страниц73 Johnson 35HP-SMJim PiperОценок пока нет
- Service ManualДокумент440 страницService ManualDdondachsanОценок пока нет
- Hb20G Plus: Hydraulic BreakerДокумент100 страницHb20G Plus: Hydraulic Breakershandy bagusОценок пока нет
- Avrw 6100Документ76 страницAvrw 6100oleg sokolovОценок пока нет
- Samsung wf8500nmw Wf-M592nmhylp wf8504 wf8604 wf8502 wf8602 wf8500 wf8600 wf8508 wf8608xДокумент59 страницSamsung wf8500nmw Wf-M592nmhylp wf8504 wf8604 wf8502 wf8602 wf8500 wf8600 wf8508 wf8608xНиколай Чуприна50% (2)
- Operator'S and Parts Manual 625 Trencher: Universal Skid Steer ApplicationsДокумент99 страницOperator'S and Parts Manual 625 Trencher: Universal Skid Steer ApplicationsCleiton CunhaОценок пока нет
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesОт EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesРейтинг: 5 из 5 звезд5/5 (1)
- Powerboater's Guide to Electrical Systems, Second EditionОт EverandPowerboater's Guide to Electrical Systems, Second EditionРейтинг: 5 из 5 звезд5/5 (1)
- CNC Machining Handbook: Building, Programming, and ImplementationОт EverandCNC Machining Handbook: Building, Programming, and ImplementationОценок пока нет
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003От EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Рейтинг: 5 из 5 звезд5/5 (1)
- Practical Boat Mechanics: Commonsense Ways to Prevent, Diagnose, and Repair Engines and Mechanical ProblemsОт EverandPractical Boat Mechanics: Commonsense Ways to Prevent, Diagnose, and Repair Engines and Mechanical ProblemsОценок пока нет
- HW 2Документ7 страницHW 2Rashef MahbubОценок пока нет
- Thermal Management of Microelectronic Equipment: Heat Transfer Theory, Analysis Methods, and Design PracticesДокумент429 страницThermal Management of Microelectronic Equipment: Heat Transfer Theory, Analysis Methods, and Design Practicesehtisham khanОценок пока нет
- Sat Practice Test 6 PDFДокумент72 страницыSat Practice Test 6 PDFgyeonggОценок пока нет
- NX Installation InstructionsДокумент2 страницыNX Installation InstructionsRashef MahbubОценок пока нет
- Practice Test 1-4Документ46 страницPractice Test 1-4Nguyen TranОценок пока нет
- Screenplay Script Outline Template MS WordДокумент14 страницScreenplay Script Outline Template MS WordRashef MahbubОценок пока нет
- Chapter 9 Problem StatementsДокумент1 страницаChapter 9 Problem StatementsRashef MahbubОценок пока нет
- Process Modelling UpdateДокумент2 страницыProcess Modelling UpdateRashef MahbubОценок пока нет
- Course Outline V1Документ4 страницыCourse Outline V1Rashef MahbubОценок пока нет
- Productflyer - 978 0 8176 8264 4Документ1 страницаProductflyer - 978 0 8176 8264 4Rashef MahbubОценок пока нет
- In Search of Indoor Comfort: Engs 44 Sustainable DesignДокумент10 страницIn Search of Indoor Comfort: Engs 44 Sustainable Designrd radenОценок пока нет
- Lecture 25Документ33 страницыLecture 25lorraineinskyОценок пока нет
- Digital Manufacturing HWДокумент4 страницыDigital Manufacturing HWRashef MahbubОценок пока нет
- Manufacture, 230 (2), 331-353Документ1 страницаManufacture, 230 (2), 331-353Rashef MahbubОценок пока нет
- Effects of Some Process Parameters On The Impulse Force in Single Pulsed EDMДокумент3 страницыEffects of Some Process Parameters On The Impulse Force in Single Pulsed EDMRashef MahbubОценок пока нет
- Forging Math ProblemsДокумент6 страницForging Math ProblemsRashef Mahbub100% (1)
- Bandsaw SOPДокумент2 страницыBandsaw SOPRashef MahbubОценок пока нет
- MAE113 Practice 2 39Документ2 страницыMAE113 Practice 2 39Rashef MahbubОценок пока нет
- Matlab FemДокумент45 страницMatlab Femsohailrao100% (3)
- Fem CodesДокумент12 страницFem CodesRaturi DeepankarОценок пока нет
- Moving Boundary Value ProblemДокумент6 страницMoving Boundary Value ProblemRashef MahbubОценок пока нет
- Jeff Giving DirectionsДокумент1 страницаJeff Giving DirectionsRashef MahbubОценок пока нет
- Experimental Study of EDM and Shaping of SiSiC and SiCДокумент2 страницыExperimental Study of EDM and Shaping of SiSiC and SiCRashef MahbubОценок пока нет
- MAE113 Practice 2 39 PDFДокумент2 страницыMAE113 Practice 2 39 PDFRashef MahbubОценок пока нет
- Bengli Question - 1Документ1 страницаBengli Question - 1Rashef MahbubОценок пока нет
- 100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 77 ZG Ôw Õ Gi DJVDJ - 77ZgДокумент1 страница100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 77 ZG Ôw Õ Gi DJVDJ - 77ZgRashef MahbubОценок пока нет
- 06-Exhaust Gas Analysis and Air PollutionДокумент41 страница06-Exhaust Gas Analysis and Air PollutionRashef MahbubОценок пока нет
- 100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 83Zg Ôw Õ Gi DJVDJ - 83ZgДокумент1 страница100 Uvkv G J GVB Evsjv 'K Cövbre Ûi 83Zg Ôw Õ Gi DJVDJ - 83ZgRashef MahbubОценок пока нет
- Certificado de Calidad Chumacera UCP 211Документ4 страницыCertificado de Calidad Chumacera UCP 211Maria Angelica Vega SernaОценок пока нет
- Price List PDFДокумент36 страницPrice List PDFanon_758223626100% (1)
- QSK60G Temp Control GuidelinesДокумент4 страницыQSK60G Temp Control GuidelinesMuhammad IshfaqОценок пока нет
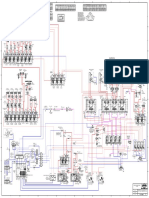
- F125-3829 Hydraulic DiagramДокумент3 страницыF125-3829 Hydraulic DiagramhacknoteОценок пока нет
- Hydraulics-Catalogue 20200114Документ8 страницHydraulics-Catalogue 20200114Halim BessoufОценок пока нет
- Short Notes On Servo MotorДокумент2 страницыShort Notes On Servo MotorHimansu Goswami100% (3)
- Torque Data TIX-IKS 2020Документ2 страницыTorque Data TIX-IKS 2020rwinmillОценок пока нет
- Unit I (IC Engines)Документ13 страницUnit I (IC Engines)prasanthiОценок пока нет
- 18ME54 Turbo Machines Module 04 Question No 7a - 7b & 8a - 8bДокумент27 страниц18ME54 Turbo Machines Module 04 Question No 7a - 7b & 8a - 8bThanmay JSОценок пока нет
- Pipe Fittings, ValvesДокумент10 страницPipe Fittings, Valvesaasatti100% (1)
- X15532Документ3 страницыX15532Anibal Jose Cruz LarezОценок пока нет
- Air CompressorДокумент2 страницыAir CompressorAli AimranОценок пока нет
- Manual Operador Alzadora 2254 (2000)Документ65 страницManual Operador Alzadora 2254 (2000)Esteban MunaresОценок пока нет
- Assemblies: Numbering and Identification For Turbocompressors and Turbines 800 450 98Документ7 страницAssemblies: Numbering and Identification For Turbocompressors and Turbines 800 450 98SreekanthMylavarapuОценок пока нет
- Aftermarket CatalogAM802 HelicoilДокумент24 страницыAftermarket CatalogAM802 HelicoilDavid OrtízОценок пока нет
- Terex Rubber Track Loader Pt50 60 Service ManualДокумент8 страницTerex Rubber Track Loader Pt50 60 Service Manualsteven98% (40)
- Battle GasДокумент36 страницBattle Gaspsn_kylmОценок пока нет
- Page 1 of 36Документ36 страницPage 1 of 36amsouyioltzis75% (4)
- Face To Face Meeting - August 2020 (Sales)Документ286 страницFace To Face Meeting - August 2020 (Sales)aji widiatmokoОценок пока нет
- Cam and FollowerДокумент12 страницCam and FollowerAjay HadaОценок пока нет
- Spare Part List: Breaker TE 705 120V USAДокумент7 страницSpare Part List: Breaker TE 705 120V USAJoseLuisCarrilloMenaОценок пока нет
- Planos 365 BLДокумент2 страницыPlanos 365 BLhalejandro_47Оценок пока нет
- Valvula Set StopДокумент107 страницValvula Set StopAngel LRОценок пока нет
- 966H and 972H Wheel Loader TA2 Technical InspectionДокумент8 страниц966H and 972H Wheel Loader TA2 Technical InspectionLaouini GhaithОценок пока нет
- Discover 125 - UG Nueva Nelson PDFДокумент77 страницDiscover 125 - UG Nueva Nelson PDFCristian Hernandez100% (1)
- Champion Parts PriceList 2010Документ158 страницChampion Parts PriceList 2010Ananth Kumar KОценок пока нет
- Group 2 Electrical Circuit: 25L/30L/33L (LC) - 7MДокумент7 страницGroup 2 Electrical Circuit: 25L/30L/33L (LC) - 7MCamilo TorresОценок пока нет
- Dibujo - Chller 300 TR - IДокумент1 страницаDibujo - Chller 300 TR - Ijuan yenqueОценок пока нет
- CCTL110.6: Luffing Tower CraneДокумент4 страницыCCTL110.6: Luffing Tower CraneMarko JuarezОценок пока нет
- SM - Volvo Ec300d L (Ec300dl) ExcavatorДокумент18 страницSM - Volvo Ec300d L (Ec300dl) ExcavatorElisee100% (2)