Вам также может понравиться
- 1) Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop) To Klinik RelyOn Bestari (Formerly Known As Falck Bestari)Документ1 страница1) Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop) To Klinik RelyOn Bestari (Formerly Known As Falck Bestari)Abdul AzizОценок пока нет
- 4) Setianas SDN BHD (Calibration Centre Service) (SSB JB) To Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop)Документ1 страница4) Setianas SDN BHD (Calibration Centre Service) (SSB JB) To Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop)Abdul AzizОценок пока нет
- 3) Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop) To Setianas SDN BHD (Calibration Centre Service) (SSB JB)Документ1 страница3) Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop) To Setianas SDN BHD (Calibration Centre Service) (SSB JB)Abdul AzizОценок пока нет
- 2) Klinik RelyOn Bestari (Formerly Known As Falck Bestari) To Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop)Документ1 страница2) Klinik RelyOn Bestari (Formerly Known As Falck Bestari) To Celgo Engineering Resources Sdn. Bhd. (HQ & Workshop)Abdul AzizОценок пока нет
- Shell Pgi FW Ug Pipe Installation - 2020!11!26!0!18 - 33Документ1 страницаShell Pgi FW Ug Pipe Installation - 2020!11!26!0!18 - 33Abdul AzizОценок пока нет
- Shell Pgi FW Ug Pipe Installation - 2020!11!26!7!54 - 31Документ1 страницаShell Pgi FW Ug Pipe Installation - 2020!11!26!7!54 - 31Abdul AzizОценок пока нет
- Dimensions of Flat Steel or Plates European Standard NEN-EN 10025-1 and NEN-EN 10025-2Документ7 страницDimensions of Flat Steel or Plates European Standard NEN-EN 10025-1 and NEN-EN 10025-2Abdul AzizОценок пока нет
- COP-WFP-APD-02-2013-v1 WFP PrerequisitesДокумент5 страницCOP-WFP-APD-02-2013-v1 WFP PrerequisitesAbdul AzizОценок пока нет
- Topsoe MethanolДокумент14 страницTopsoe Methanolk_selv321100% (2)
- Shell Pgi FW Ug Pipe Installation - 2020!11!26!7!54 - 40Документ1 страницаShell Pgi FW Ug Pipe Installation - 2020!11!26!7!54 - 40Abdul AzizОценок пока нет
- CELGO PUBLIC HOLIDAY 2020 - Rev 2Документ1 страницаCELGO PUBLIC HOLIDAY 2020 - Rev 2Abdul AzizОценок пока нет
- Shell Pgi FW Ug Pipe Installation - 2020 - 11!25!23!46!37Документ1 страницаShell Pgi FW Ug Pipe Installation - 2020 - 11!25!23!46!37Abdul AzizОценок пока нет
- Shell Pgi FW Ug Pipe Installation - 2020!11!26!0!18 - 23Документ1 страницаShell Pgi FW Ug Pipe Installation - 2020!11!26!0!18 - 23Abdul AzizОценок пока нет
- COP-WFP-APD-03-2013-v1 IWP TimelineДокумент1 страницаCOP-WFP-APD-03-2013-v1 IWP TimelineAbdul AzizОценок пока нет
- Celgo Engineering Resources Sdn. BHD.: Flight ComplaintДокумент2 страницыCelgo Engineering Resources Sdn. BHD.: Flight ComplaintAbdul AzizОценок пока нет
- COP-WFP-APD-01-2013-v1 WFP InfrastructureДокумент5 страницCOP-WFP-APD-01-2013-v1 WFP InfrastructureAbdul AzizОценок пока нет
- COP-WFP-CHK-02-2013-v1 Cable Tray InstallationДокумент3 страницыCOP-WFP-CHK-02-2013-v1 Cable Tray InstallationAbdul AzizОценок пока нет
- Erb West D101 D103: MP Steam Combustion AirДокумент3 страницыErb West D101 D103: MP Steam Combustion AirAbdul AzizОценок пока нет
- Industrial Training Presentation: PETRONAS Chemicals Methanol Labuan Sdn. BHDДокумент9 страницIndustrial Training Presentation: PETRONAS Chemicals Methanol Labuan Sdn. BHDAbdul AzizОценок пока нет
- 32 - 3 - New Orleans - 08-87 - 0255Документ5 страниц32 - 3 - New Orleans - 08-87 - 0255Abdul AzizОценок пока нет
- Lurgi's Gas To ChemicalsДокумент10 страницLurgi's Gas To Chemicalslhphong021191Оценок пока нет
- Lecturer Visit: Falejia Binti Juanis BK14110011 (HK03) Faculty of Engineering, UmsДокумент4 страницыLecturer Visit: Falejia Binti Juanis BK14110011 (HK03) Faculty of Engineering, UmsAbdul AzizОценок пока нет
- Temp Pressure RelatedДокумент2 страницыTemp Pressure RelatedkleephОценок пока нет
- Program Outcome SEM 1 1617Документ2 страницыProgram Outcome SEM 1 1617Abdul AzizОценок пока нет
- DocumentДокумент1 страницаDocumentAbdul AzizОценок пока нет
- Payment ConvoДокумент1 страницаPayment ConvoAbdul AzizОценок пока нет
- Methanol SpecificationДокумент1 страницаMethanol SpecificationAbdul AzizОценок пока нет
- Checklist For Ump GraduantДокумент1 страницаChecklist For Ump GraduantMira HaniОценок пока нет
- Borang Konvo 1: SALINAN GRADUAN / GraduatesДокумент2 страницыBorang Konvo 1: SALINAN GRADUAN / GraduatesAbdul AzizОценок пока нет
- Furnace Repair Work Sequence R2Документ106 страницFurnace Repair Work Sequence R2Abdul AzizОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- In The: CavityДокумент9 страницIn The: Cavitybrowar444Оценок пока нет
- Laboratory Assignments On Experiment 1: Measurement of Self-Inductance by Maxwell's BridgeДокумент2 страницыLaboratory Assignments On Experiment 1: Measurement of Self-Inductance by Maxwell's BridgesparshОценок пока нет
- Pfaff Hobbymatic 917 Sewing Machine Instruction ManualДокумент88 страницPfaff Hobbymatic 917 Sewing Machine Instruction ManualiliiexpugnansОценок пока нет
- ABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edДокумент60 страницABB Medium-Voltage Surge Arresters - Application Guidelines 1HC0075561 E2 AC (Read View) - 6edAndré LuizОценок пока нет
- High Performance Premium Tile AdhesivesДокумент6 страницHigh Performance Premium Tile Adhesivesshreekumar_scdlОценок пока нет
- Icc Esr-1385 Kb3 MasonryДокумент4 страницыIcc Esr-1385 Kb3 MasonryxpertsteelОценок пока нет
- Management - Ch06 - Forecasting and PremisingДокумент9 страницManagement - Ch06 - Forecasting and PremisingRameshKumarMurali0% (1)
- Bearing FitsДокумент9 страницBearing Fitsm2110Оценок пока нет
- Canal RegulatorДокумент13 страницCanal RegulatorBibhuti Bhusan Sahoo100% (1)
- Research On RosesДокумент6 страницResearch On RoseskirilkatzОценок пока нет
- Design Calculation of PavementДокумент4 страницыDesign Calculation of Pavementorode franklyn100% (1)
- K.T. Chau, R.H.C. Wong, T.-f. Wong (Auth.), STAVROS K. KOURKOULIS (Eds.) - Fracture and Failure of Natural Building Stones_ Applications in the Restoration of Ancient Monuments-Springer Netherlands (2Документ581 страницаK.T. Chau, R.H.C. Wong, T.-f. Wong (Auth.), STAVROS K. KOURKOULIS (Eds.) - Fracture and Failure of Natural Building Stones_ Applications in the Restoration of Ancient Monuments-Springer Netherlands (2Daniel Ruperto CanoОценок пока нет
- MRM Assignment Written Analysis FormatДокумент2 страницыMRM Assignment Written Analysis FormatMd AliОценок пока нет
- Eaton 10 Speed Service ManualДокумент186 страницEaton 10 Speed Service ManualKeith McCann100% (1)
- GLPK NotesДокумент38 страницGLPK NotesLino G. MarujoОценок пока нет
- Chapter 4 - Production TheoryДокумент10 страницChapter 4 - Production TheorypkashyОценок пока нет
- (Pakget - PK) Maths MCQS Book (Pakget - PK)Документ42 страницы(Pakget - PK) Maths MCQS Book (Pakget - PK)Mohammad AshfaqОценок пока нет
- Lean ManufacturingДокумент28 страницLean ManufacturingagusОценок пока нет
- ProblemsДокумент1 страницаProblemsBeesam Ramesh KumarОценок пока нет
- Fiber Series CTCДокумент31 страницаFiber Series CTCJorge GaitanОценок пока нет
- TWI ppt-WPE1-Course-Notes PDFДокумент72 страницыTWI ppt-WPE1-Course-Notes PDFA. ΒρατσισταОценок пока нет
- Moses Mabhida Stadium PDFДокумент4 страницыMoses Mabhida Stadium PDFHCStepОценок пока нет
- MPDFДокумент1 страницаMPDFVipul WankarОценок пока нет
- Add Math Project Work 2013Документ33 страницыAdd Math Project Work 2013FrankieNgОценок пока нет
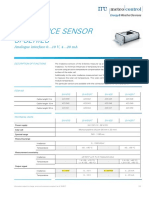
- DB Irradiance Sensor Si-Series en 20171016Документ3 страницыDB Irradiance Sensor Si-Series en 20171016Solar ProjectsОценок пока нет
- Main Impeller Types: Basic Principles and Types of PumpsДокумент9 страницMain Impeller Types: Basic Principles and Types of PumpsThinagaran N ManiamОценок пока нет
- DDR3 and LPDDR3 Measurement and Analysis: 6 Series MSO Opt. 6-CMDDR3 and Opt. 6-DBDDR3 Application DatasheetДокумент14 страницDDR3 and LPDDR3 Measurement and Analysis: 6 Series MSO Opt. 6-CMDDR3 and Opt. 6-DBDDR3 Application DatasheetNaveenОценок пока нет
- Sci Problem SolutionsДокумент10 страницSci Problem SolutionsVS PUBLIC SCHOOL BangaloreОценок пока нет
- Anatomia Del Pie en Insuficiencia VenosaДокумент13 страницAnatomia Del Pie en Insuficiencia VenosaDinOritha AtiLanoОценок пока нет
- ReviewerДокумент6 страницReviewerNeo GarceraОценок пока нет