Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Flat Roof TechnicalДокумент7 страницFlat Roof Technicaldynesey50% (2)
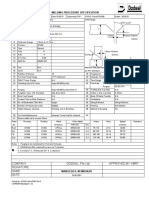
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
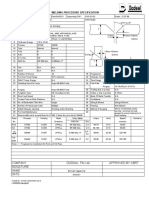
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент2 страницыWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- PP34. Rev.1xlsДокумент1 страницаPP34. Rev.1xlsS GoudaОценок пока нет
- PP34. Rev.1xlsДокумент1 страницаPP34. Rev.1xlsS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент2 страницыWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Документ2 страницыWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент2 страницыWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Документ2 страницыWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaОценок пока нет
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Документ1 страницаWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaОценок пока нет
- Welding Procedure Specification: Format No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp20-1Документ1 страницаWelding Procedure Specification: Format No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp20-1S GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Design and Construction Standards: Technical SpecificationДокумент8 страницDesign and Construction Standards: Technical SpecificationolivaresjhonОценок пока нет
- Calculation of Insulation Thickness For PipesДокумент2 страницыCalculation of Insulation Thickness For PipesnarmathaОценок пока нет
- 9666 PDFДокумент2 страницы9666 PDFrahimi mohamadОценок пока нет
- Q A BoilerДокумент19 страницQ A Boilerlavpandey8719Оценок пока нет
- Simultaneous Use of Liquid and Solid Foaming Agents by A Nonconventional Technique To Obtain A High-Strength Glass Foam With Fine PorosityДокумент7 страницSimultaneous Use of Liquid and Solid Foaming Agents by A Nonconventional Technique To Obtain A High-Strength Glass Foam With Fine PorosityMarius DragoescuОценок пока нет
- HMT Unit-1 PDFДокумент3 страницыHMT Unit-1 PDFAnkita MishraОценок пока нет
- Vip 45.3Документ17 страницVip 45.3BūvfizikaОценок пока нет
- Rockwool Rocktech Section Pipe Insulation: General Product InformationДокумент4 страницыRockwool Rocktech Section Pipe Insulation: General Product Informationramy abazaОценок пока нет
- DELMON ProfileДокумент77 страницDELMON ProfileFAIYAZ AHMEDОценок пока нет
- Lecture of Unit Operation Economics (Optimization)Документ24 страницыLecture of Unit Operation Economics (Optimization)Julius Claro TorlaoОценок пока нет
- C 680 - 03 Qzy4mc0wmwДокумент16 страницC 680 - 03 Qzy4mc0wmwB rgОценок пока нет
- QCS-2010 Section 19 Part 2 Water DistributionДокумент12 страницQCS-2010 Section 19 Part 2 Water Distributionbryanpastor106100% (1)
- Glass Block TechnicalДокумент18 страницGlass Block TechnicalPrunici IonОценок пока нет
- Vulcanic Liquid HeatingДокумент65 страницVulcanic Liquid HeatingJavier Conesa OutedaОценок пока нет
- GCR 910 Beyler Fire ResistanceДокумент154 страницыGCR 910 Beyler Fire ResistancevytoОценок пока нет
- FRP PipingДокумент19 страницFRP PipingprocesspipingdesignОценок пока нет
- Insulation From Wood ShavingsДокумент1 страницаInsulation From Wood ShavingstОценок пока нет
- !indx PipДокумент18 страниц!indx PipCharles JacobОценок пока нет
- F'edtu: Standard Specification FOR Ceramic Fibre BlanketsДокумент6 страницF'edtu: Standard Specification FOR Ceramic Fibre BlanketsAnonymous dmMjTmyIОценок пока нет
- Seminar ReportДокумент15 страницSeminar ReportLikhit NaikОценок пока нет
- Heat and Mass Transfer WorksheetДокумент5 страницHeat and Mass Transfer WorksheetBISRAT YIHUNОценок пока нет
- MS For PPR Pipes For Water SupplyДокумент19 страницMS For PPR Pipes For Water Supplysadiq100% (2)
- Experiment 6Документ6 страницExperiment 6Muhammad AsimОценок пока нет
- ACC WE DA0060 Thermal Insulation 1-0 Mar 2008Документ12 страницACC WE DA0060 Thermal Insulation 1-0 Mar 2008Iim Hilmi ArifОценок пока нет
- Man Climate & Architecture 1Документ15 страницMan Climate & Architecture 1diegomedranoОценок пока нет
- Whatever Is Updated and RevisedДокумент14 страницWhatever Is Updated and RevisedWan Ah-LunОценок пока нет
- Sustainable Solar Housing - (Vol 1) - ManteshДокумент287 страницSustainable Solar Housing - (Vol 1) - ManteshGoku KakarotoОценок пока нет
- Water Proofing Damp Proofing AND Thermal InsulationДокумент19 страницWater Proofing Damp Proofing AND Thermal InsulationgauriОценок пока нет
- E2488 092014 Standard Guide ForДокумент8 страницE2488 092014 Standard Guide ForBAN ZANGHANAОценок пока нет