Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- 835 (Health Care Claim PaymentAdvice) - HIPAA TR3 GuideДокумент306 страниц835 (Health Care Claim PaymentAdvice) - HIPAA TR3 Guideअरूण शर्माОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Dpa SensorsДокумент14 страницDpa SensorsTamer RabieОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Governor and ActuatorДокумент36 страницGovernor and ActuatorPonraj Govindarajan100% (1)
- C103 - General Checklist - ISO-IEC 17025:2017 Accreditation of Field Testing and Field Calibration LaboratoriesДокумент19 страницC103 - General Checklist - ISO-IEC 17025:2017 Accreditation of Field Testing and Field Calibration LaboratorieshuidhyiuodghОценок пока нет
- Rare Watches (Christie's) 16. 05. 2016.Документ236 страницRare Watches (Christie's) 16. 05. 2016.Simon LászlóОценок пока нет
- Catalogo de Winch Fa5a PDFДокумент60 страницCatalogo de Winch Fa5a PDFingcalderonОценок пока нет
- What Is Urban PlanningДокумент33 страницыWhat Is Urban PlanningDivine Grace FernandoОценок пока нет
- Design of Purlins: Try 75mm X 100mm: Case 1Документ12 страницDesign of Purlins: Try 75mm X 100mm: Case 1Pamela Joanne Falo AndradeОценок пока нет
- Elevator LinksДокумент1 страницаElevator Linksedinson0520Оценок пока нет
- IoT Security Checklist Web 10 17 r1Документ39 страницIoT Security Checklist Web 10 17 r1SubinОценок пока нет
- Comap BifuelДокумент16 страницComap BifuelingcalderonОценок пока нет
- MOTORTECH Product Guide 01.00.001 EN 2017 03 PDFДокумент230 страницMOTORTECH Product Guide 01.00.001 EN 2017 03 PDFS M NaveedОценок пока нет
- 544k IntervalsДокумент53 страницы544k IntervalsingcalderonОценок пока нет
- Magneto Cat Tool Peak DetectДокумент8 страницMagneto Cat Tool Peak DetectingcalderonОценок пока нет
- Magneto Test Bench Electrode DesignДокумент1 страницаMagneto Test Bench Electrode DesigningcalderonОценок пока нет
- Application 72201560552 PM 637Документ3 страницыApplication 72201560552 PM 637ratheeshОценок пока нет
- Natural Gas CarДокумент12 страницNatural Gas CaringcalderonОценок пока нет
- Series: Table 1: Available Styles - Materials Proco "Chemical To Elastomer Guide"Документ6 страницSeries: Table 1: Available Styles - Materials Proco "Chemical To Elastomer Guide"ingcalderonОценок пока нет
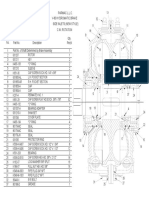
- Parmac L.L.C. V-80 Hydromatic Brake Side Inlets (New Style) C.W. Rotation REPAIR KIT 1-U632348-XДокумент1 страницаParmac L.L.C. V-80 Hydromatic Brake Side Inlets (New Style) C.W. Rotation REPAIR KIT 1-U632348-XingcalderonОценок пока нет
- Oteco Standpipe Manifold FittingsДокумент4 страницыOteco Standpipe Manifold FittingsingcalderonОценок пока нет
- EmbudoДокумент6 страницEmbudoingcalderonОценок пока нет
- Model pl5 Service Manual PDFДокумент31 страницаModel pl5 Service Manual PDFingcalderonОценок пока нет
- Parmac L.L.C. V-80 Hydromatic Brake End Inlets (Old Style) C.C.W. Rotation REPAIR KIT 1-U632348-XДокумент1 страницаParmac L.L.C. V-80 Hydromatic Brake End Inlets (Old Style) C.C.W. Rotation REPAIR KIT 1-U632348-XingcalderonОценок пока нет
- Tapa AcopleДокумент2 страницыTapa AcopleingcalderonОценок пока нет
- Martin DeckerДокумент7 страницMartin DeckeringcalderonОценок пока нет
- 46mpa PDFДокумент1 страница46mpa PDFingcalderonОценок пока нет
- LockДокумент1 страницаLockingcalderonОценок пока нет
- Condiciones Severas C15Документ3 страницыCondiciones Severas C15ingcalderonОценок пока нет
- L495-113 Operating and Maintenace ManualДокумент13 страницL495-113 Operating and Maintenace Manualingcalderon100% (1)
- Strippers JU y JU H PDFДокумент5 страницStrippers JU y JU H PDFingcalderonОценок пока нет
- Dse8610 Data SheetДокумент2 страницыDse8610 Data SheetmkОценок пока нет
- Drill Collar and Casing SlipДокумент7 страницDrill Collar and Casing Slipingcalderon100% (1)
- Emsco T-2050 Parts ListДокумент5 страницEmsco T-2050 Parts ListingcalderonОценок пока нет
- Strippers JU y JU H PDFДокумент5 страницStrippers JU y JU H PDFingcalderonОценок пока нет
- Emsco T-3750 Rotary Table C&oДокумент22 страницыEmsco T-3750 Rotary Table C&oingcalderonОценок пока нет
- Class 1 KeyДокумент3 страницыClass 1 Keyshivamsingh.fscОценок пока нет
- The Sandbox Approach and Its Potential For Use inДокумент13 страницThe Sandbox Approach and Its Potential For Use invalentina sekarОценок пока нет
- Macros and DirectiveДокумент7 страницMacros and DirectiveAbdul MoeedОценок пока нет
- Pull Cord Switch JayashreeДокумент1 страницаPull Cord Switch JayashreeNCОценок пока нет
- Adolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaДокумент20 страницAdolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaEfosaОценок пока нет
- Level I 2018 2019 Program Changes PDFДокумент2 страницыLevel I 2018 2019 Program Changes PDFMuhammad BurairОценок пока нет
- CH 1 Viscous Fluid Flow Part 1Документ29 страницCH 1 Viscous Fluid Flow Part 1Ammar WahabОценок пока нет
- Batron: 29 5 MM Character Height LCD Modules 29Документ1 страницаBatron: 29 5 MM Character Height LCD Modules 29Diego OliveiraОценок пока нет
- Icc Esr-2302 Kb3 ConcreteДокумент11 страницIcc Esr-2302 Kb3 ConcretexpertsteelОценок пока нет
- Embedded Software Development ProcessДокумент34 страницыEmbedded Software Development ProcessAmmar YounasОценок пока нет
- Using Your Digital Assets On Q-GlobalДокумент3 страницыUsing Your Digital Assets On Q-GlobalRemik BuczekОценок пока нет
- Pot-Roasted Beef BrisketДокумент4 страницыPot-Roasted Beef Brisketmarcelo nubileОценок пока нет
- Sousa2019 PDFДокумент38 страницSousa2019 PDFWilly PurbaОценок пока нет
- DeadlocksДокумент41 страницаDeadlocksSanjal DesaiОценок пока нет
- Aex-Kissan KeralaДокумент25 страницAex-Kissan Keralabsh08070Оценок пока нет
- Chapter 9Документ28 страницChapter 9Aniket BatraОценок пока нет
- Machine Design 2021 Guidelines and MechanicsДокумент2 страницыMachine Design 2021 Guidelines and Mechanicsreneil llegueОценок пока нет
- Teaching PowerPoint Slides - Chapter 5Документ19 страницTeaching PowerPoint Slides - Chapter 5Azril ShazwanОценок пока нет
- Oracle SOA Suite Oracle Containers For J2EE Feature Overview OC4JДокумент10 страницOracle SOA Suite Oracle Containers For J2EE Feature Overview OC4JLuis YañezОценок пока нет
- Full Download University Physics With Modern Physics 14th Edition Young Test Bank PDF Full ChapterДокумент13 страницFull Download University Physics With Modern Physics 14th Edition Young Test Bank PDF Full Chapterpoetrycloudyzjm12q100% (19)
- DOT RequirementsДокумент372 страницыDOT RequirementsMuhammadShabbirОценок пока нет
- DC Generator - Construction, Working Principle, Types, and Applications PDFДокумент1 страницаDC Generator - Construction, Working Principle, Types, and Applications PDFGokul GokulОценок пока нет
- 3-A Y 3-B Brenda Franco DíazДокумент4 страницы3-A Y 3-B Brenda Franco DíazBRENDA FRANCO DIAZОценок пока нет
- Pizza Restaurant PowerPoint TemplatesДокумент49 страницPizza Restaurant PowerPoint TemplatesAindrila BeraОценок пока нет