Вам также может понравиться
- ESAB - SAW Wires - Fluxes MIG-MAG-TIG Wires-Cored Wires PDFДокумент71 страницаESAB - SAW Wires - Fluxes MIG-MAG-TIG Wires-Cored Wires PDFphuyangОценок пока нет
- Rectangular WasherДокумент1 страницаRectangular WasherphuyangОценок пока нет
- S36BW 418100513450Документ1 страницаS36BW 418100513450phuyangОценок пока нет
- S36BW 418072809231Документ1 страницаS36BW 418072809231phuyangОценок пока нет
- Tanda Tanda PenyakitДокумент6 страницTanda Tanda PenyakitYUDHA AGUNG PratamaОценок пока нет
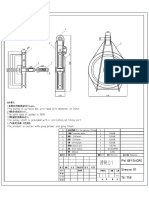
- Snatch Block For 76mm SWL120tДокумент1 страницаSnatch Block For 76mm SWL120tphuyangОценок пока нет
- S36BW 418042714330Документ1 страницаS36BW 418042714330phuyangОценок пока нет
- Welder Qualification PlanДокумент3 страницыWelder Qualification PlanphuyangОценок пока нет
- KL Jack Fasteners-Technical Data and ChartsДокумент32 страницыKL Jack Fasteners-Technical Data and ChartsphuyangОценок пока нет
- 02 Potential Indonesian Overseas Workers PDFДокумент24 страницы02 Potential Indonesian Overseas Workers PDFphuyangОценок пока нет
- BusbarДокумент1 страницаBusbarphuyangОценок пока нет
- Basis DesignДокумент121 страницаBasis DesignphuyangОценок пока нет
- 84508-9700-9B-010 - Basis of Design PDFДокумент121 страница84508-9700-9B-010 - Basis of Design PDFphuyangОценок пока нет
- Standard MetricWrenchChart PDFДокумент1 страницаStandard MetricWrenchChart PDFphuyangОценок пока нет
- Jalan Puri IndahДокумент1 страницаJalan Puri IndahphuyangОценок пока нет
- Iso Trnsmital DWGДокумент250 страницIso Trnsmital DWGphuyangОценок пока нет
- Free Printable 2018 Muslim Planner PDFДокумент125 страницFree Printable 2018 Muslim Planner PDFPujja Sari Purnama100% (1)
- Salary Guide 2018 - FinalДокумент48 страницSalary Guide 2018 - FinalAria ImamОценок пока нет
- C02651 3 - SR 700L (E)Документ8 страницC02651 3 - SR 700L (E)albertcitra1Оценок пока нет
- Machinist Course - Milling Machine OperationsДокумент81 страницаMachinist Course - Milling Machine Operationsmerlinson192% (12)
- Psikotes 2Документ25 страницPsikotes 2phuyangОценок пока нет
- Tugas Budaya NovalДокумент2 страницыTugas Budaya NovalphuyangОценок пока нет
- TABEL Material European Standard - JISДокумент81 страницаTABEL Material European Standard - JISphuyangОценок пока нет
- Kebutuhan Material Besi Untuk Survey Side Scan Sonar Dan Multibeam - MeindoДокумент4 страницыKebutuhan Material Besi Untuk Survey Side Scan Sonar Dan Multibeam - MeindophuyangОценок пока нет
- Abrasive Blasting Operation (Engineering Control and Work Practices Manual)Документ78 страницAbrasive Blasting Operation (Engineering Control and Work Practices Manual)kanakarao1100% (1)
- 542-Shredder or Grinder Maintenance Checks - SOP-finalДокумент11 страниц542-Shredder or Grinder Maintenance Checks - SOP-finalphuyangОценок пока нет
- ErectionstrategyritДокумент21 страницаErectionstrategyritphuyangОценок пока нет
- 2 - 3dmax PhotoCs Corel MsProjectДокумент16 страниц2 - 3dmax PhotoCs Corel MsProjectalifananiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)