Вам также может понравиться
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesДокумент7 страницASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaОценок пока нет
- Washers, Steel, Plain (Flat), Unhardened For General UseДокумент4 страницыWashers, Steel, Plain (Flat), Unhardened For General UseDarwin DarmawanОценок пока нет
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForДокумент31 страницаSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375Оценок пока нет
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesДокумент10 страницHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesIsaac ZTОценок пока нет
- Sae J493 1961 (En)Документ4 страницыSae J493 1961 (En)Oh No PotatoОценок пока нет
- Steel, Sheet and Strip, Heavy-Thickness Coils, Hot-Rolled, Carbon, Commercial, Drawing, Structural, High-Strength Low-Alloy, High-Strength Low-Alloy With Improved Formability, and Ultra-High StrengthДокумент8 страницSteel, Sheet and Strip, Heavy-Thickness Coils, Hot-Rolled, Carbon, Commercial, Drawing, Structural, High-Strength Low-Alloy, High-Strength Low-Alloy With Improved Formability, and Ultra-High StrengthIsaac ZTОценок пока нет
- A 1018 - A 1018M - 16aДокумент8 страницA 1018 - A 1018M - 16aJose Anisio Silva0% (1)
- Astm F 835 PDFДокумент6 страницAstm F 835 PDFDan Dela Peña100% (1)
- Astm A 572 A 572m 15pdfДокумент4 страницыAstm A 572 A 572m 15pdfKartik DoblekarОценок пока нет
- Astm A 148Документ4 страницыAstm A 148orqh007Оценок пока нет
- A108 13Документ7 страницA108 13solrac4371100% (1)
- Sae-Bolt PDFДокумент1 страницаSae-Bolt PDFSannohashi MFGОценок пока нет
- A1018Документ5 страницA1018Aleksei AvilaОценок пока нет
- ASTM F594 - Stainless Steel NutsДокумент1 страницаASTM F594 - Stainless Steel Nutskpshah123Оценок пока нет
- Astm A563Документ4 страницыAstm A563Raul CabanillasОценок пока нет
- Astm F436 2011 PDFДокумент6 страницAstm F436 2011 PDFJavier Ricardo Romero Bohorquez100% (4)
- Astm A1018Документ7 страницAstm A1018Isaac ZTОценок пока нет
- Astm F3111-16 PDFДокумент15 страницAstm F3111-16 PDFHa Dao SongОценок пока нет
- ASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsДокумент8 страницASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDagoberto AguilarОценок пока нет
- High-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)Документ4 страницыHigh-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)indityoОценок пока нет
- A449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseДокумент7 страницA449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseislamakthamОценок пока нет
- A847Документ5 страницA847Sallemi GuafrachОценок пока нет
- High-Strength Low-Alloy Structural Steel With 50 Ksi (345 Mpa) Minimum Yield Point To 4 In. (100 MM) ThickДокумент2 страницыHigh-Strength Low-Alloy Structural Steel With 50 Ksi (345 Mpa) Minimum Yield Point To 4 In. (100 MM) ThickGustavo SuarezОценок пока нет
- Astm A321Документ2 страницыAstm A321clevercog0% (1)
- Astm A449 1978Документ7 страницAstm A449 1978rensieoviОценок пока нет
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsДокумент5 страницAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsAhmed AbdelazizОценок пока нет
- Grade 5 SAE J429 Structural FastnersДокумент1 страницаGrade 5 SAE J429 Structural FastnerssaulolmОценок пока нет
- Astm f844Документ4 страницыAstm f844sueskunОценок пока нет
- Astm A 1011M PDFДокумент8 страницAstm A 1011M PDFJuan CarlosОценок пока нет
- Astm A304Документ50 страницAstm A304NILS50% (2)
- Astm A709 A709m-09Документ8 страницAstm A709 A709m-09Tran Tien DungОценок пока нет
- Astm A709Документ9 страницAstm A709Jose Rueda100% (3)
- Astm A449Документ9 страницAstm A449Sameercmore0% (1)
- A1003Документ6 страницA1003hamidharvardОценок пока нет
- Astm A673Документ4 страницыAstm A673gustavo aguilarОценок пока нет
- ASTM A153-A153M - 2016a enДокумент5 страницASTM A153-A153M - 2016a enszafak100% (3)
- C1513 PDFДокумент4 страницыC1513 PDFByron Paiz AragonОценок пока нет
- Sae J429Документ8 страницSae J429David Lay IIОценок пока нет
- Astm A 307Документ6 страницAstm A 307jeigocОценок пока нет
- Astm F436Документ5 страницAstm F436Quat Le DinhОценок пока нет
- Astm A 563 2014Документ9 страницAstm A 563 2014Marlonnog100% (2)
- Astm F3125 - F3125M-19Документ13 страницAstm F3125 - F3125M-19marcoedgОценок пока нет
- A 958 - A 958M - 17Документ5 страницA 958 - A 958M - 17Eddie Michael67% (3)
- ASTM F3125 F3125M-19 Minimum Tensile StrengthДокумент13 страницASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiОценок пока нет
- Astm F436Документ1 страницаAstm F436Raul CabanillasОценок пока нет
- Astm A490Документ6 страницAstm A490Mohamed FaroukОценок пока нет
- High-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForДокумент4 страницыHigh-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForCarlosОценок пока нет
- AISI 1018 Carbon Steel (UNS G10180) : Topics CoveredДокумент4 страницыAISI 1018 Carbon Steel (UNS G10180) : Topics CoveredPablo MenendezОценок пока нет
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForДокумент9 страницSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadОценок пока нет
- Astm A29Документ22 страницыAstm A29jangaswathiОценок пока нет
- Astm G101-04 PDFДокумент8 страницAstm G101-04 PDFJoel Angel100% (1)
- Astm f1554Документ9 страницAstm f1554Namtaru Ba'alОценок пока нет
- Astm A1039-A1039m-2004Документ7 страницAstm A1039-A1039m-2004Jorge Toribio0% (1)
- Astm F 2329Документ5 страницAstm F 2329haharameshОценок пока нет
- Stainless Steel Wire Strand: Standard Specification ForДокумент3 страницыStainless Steel Wire Strand: Standard Specification Forist93993Оценок пока нет
- Standard Specification For High Strength Structural Bolts and AssembliesДокумент14 страницStandard Specification For High Strength Structural Bolts and AssembliesDeepu mohanОценок пока нет
- Astm A449 1993Документ6 страницAstm A449 1993Jesse ChenОценок пока нет
- 001-ASTM A394 StandardДокумент6 страниц001-ASTM A394 StandardRaulMoralesОценок пока нет
- Astm A394-07 PDFДокумент6 страницAstm A394-07 PDFalifuat duyguОценок пока нет
- ASTM A394-08 (Standard Speci - Cation For Steel Transmission Tower Bolts, Zinc-Coated and Bare) PDFДокумент6 страницASTM A394-08 (Standard Speci - Cation For Steel Transmission Tower Bolts, Zinc-Coated and Bare) PDFŞA-RA ENERJİОценок пока нет
- Bearing Pressures For Rectangular Footings With Biaxial Uplift PDFДокумент7 страницBearing Pressures For Rectangular Footings With Biaxial Uplift PDFJarito007Оценок пока нет
- Ieee691-2001. Guide For Transmission StructureДокумент193 страницыIeee691-2001. Guide For Transmission StructureAlexis Fernandez Cordova88% (8)
- Torsional PropertiesДокумент19 страницTorsional PropertiesAndrés Felipe HernándezОценок пока нет
- 2do Bloque Lunes 2608Документ4 страницы2do Bloque Lunes 2608kanario2006Оценок пока нет
- Gujarat Urja Vikas Nigam LTD., Vadodara: Request For ProposalДокумент18 страницGujarat Urja Vikas Nigam LTD., Vadodara: Request For ProposalABCDОценок пока нет
- 4B - Urp - Shavya's FarmДокумент22 страницы4B - Urp - Shavya's FarmSnehansh KishoreОценок пока нет
- The Time Machine Was First Published in 1984 As A Story Under The Name The Time Traveller in The National ObserverДокумент1 страницаThe Time Machine Was First Published in 1984 As A Story Under The Name The Time Traveller in The National ObservermarceОценок пока нет
- IQAc 04-05Документ10 страницIQAc 04-05ymcacollegewebsiteОценок пока нет
- Lalit Resume-2023-LatestДокумент2 страницыLalit Resume-2023-LatestDrew LadlowОценок пока нет
- LPS 1131-Issue 1.2-Requirements and Testing Methods For Pumps For Automatic Sprinkler Installation Pump Sets PDFДокумент19 страницLPS 1131-Issue 1.2-Requirements and Testing Methods For Pumps For Automatic Sprinkler Installation Pump Sets PDFHazem HabibОценок пока нет
- Lect2 - 1151 - Grillage AnalysisДокумент31 страницаLect2 - 1151 - Grillage AnalysisCheong100% (1)
- Just in Time and TQMДокумент8 страницJust in Time and TQMBhramadhathОценок пока нет
- Liquitex Soft Body BookletДокумент12 страницLiquitex Soft Body Booklethello belloОценок пока нет
- PGCRSM-01-BLOCK-03 Research Design ExperimentalДокумент29 страницPGCRSM-01-BLOCK-03 Research Design ExperimentalVijilan Parayil VijayanОценок пока нет
- A2Документ4 страницыA2Akshay KumarОценок пока нет
- Motivation Theories Description and CriticismДокумент14 страницMotivation Theories Description and CriticismAhmed Elgazzar89% (18)
- Environmental Science 13th Edition Miller Test BankДокумент18 страницEnvironmental Science 13th Edition Miller Test Bankmarykirbyifsartwckp100% (14)
- Riqas Ri RQ9142 11aДокумент6 страницRiqas Ri RQ9142 11aGrescia Ramos VegaОценок пока нет
- Drager Narkomed 6400 Field Service Procedure Software Version 4.02 EnhancementДокумент24 страницыDrager Narkomed 6400 Field Service Procedure Software Version 4.02 EnhancementAmirОценок пока нет
- Low Voltage Switchgear Specification: 1. ScopeДокумент6 страницLow Voltage Switchgear Specification: 1. ScopejendrikoОценок пока нет
- Survivor's Guilt by Nancy ShermanДокумент4 страницыSurvivor's Guilt by Nancy ShermanGinnie Faustino-GalganaОценок пока нет
- Cpar Characteristics and Functions Week 3Документ128 страницCpar Characteristics and Functions Week 3christianwood0117Оценок пока нет
- Philhis 1blm Group 6 ReportДокумент19 страницPhilhis 1blm Group 6 Reporttaehyung trashОценок пока нет
- B. Inggris X - 7Документ8 страницB. Inggris X - 7KabardiantoОценок пока нет
- A Semi-Detailed Lesson Plan in MAPEH 7 (PE)Документ2 страницыA Semi-Detailed Lesson Plan in MAPEH 7 (PE)caloy bardzОценок пока нет
- Impact of Government Policies and EthicsДокумент24 страницыImpact of Government Policies and EthicsGunveen AbrolОценок пока нет
- Animal Health ChecklistДокумент4 страницыAnimal Health ChecklistcapsfastОценок пока нет
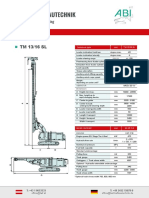
- ABI TM 13 16 SL - EngДокумент1 страницаABI TM 13 16 SL - EngJuan Carlos Benitez MartinezОценок пока нет
- Nfpa 1126 PDFДокумент24 страницыNfpa 1126 PDFL LОценок пока нет
- John Wren-Lewis - NDEДокумент7 страницJohn Wren-Lewis - NDEpointandspaceОценок пока нет
- Embedded Systems Online TestingДокумент6 страницEmbedded Systems Online TestingPuspala ManojkumarОценок пока нет
- Digital Electronics Chapter 5Документ30 страницDigital Electronics Chapter 5Pious TraderОценок пока нет
- Zimbabwe - Medical - CPIN - v2.0 - GOV - UKДокумент39 страницZimbabwe - Medical - CPIN - v2.0 - GOV - UKsammy redganjiОценок пока нет
- Hannah Mancoll - Research Paper Template - 3071692Документ14 страницHannah Mancoll - Research Paper Template - 3071692api-538205445Оценок пока нет