Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Core LinearДокумент41 страницаCore LinearSerban IonutОценок пока нет
- c16 PDFДокумент4 страницыc16 PDFcmgankl0% (1)
- InventorCAM 2016 IMachining Getting StartedДокумент39 страницInventorCAM 2016 IMachining Getting StartedspeedtunningОценок пока нет
- Brainstorming and NGTДокумент21 страницаBrainstorming and NGTkabbirhossainОценок пока нет
- Job DesignДокумент23 страницыJob DesignkabbirhossainОценок пока нет
- GRE PrepДокумент17 страницGRE PrepkabbirhossainОценок пока нет
- 07 Dividing Head of A MillingДокумент8 страниц07 Dividing Head of A MillingkabbirhossainОценок пока нет
- 01 Center LatheДокумент7 страниц01 Center LathekabbirhossainОценок пока нет
- 06 Gear Changing of Center LatheДокумент4 страницы06 Gear Changing of Center Lathekabbirhossain100% (1)
- OICДокумент31 страницаOICkabbirhossainОценок пока нет
- Summary On The Report - HTF in SOLAR THERMAL POWER Plants'Документ2 страницыSummary On The Report - HTF in SOLAR THERMAL POWER Plants'kabbirhossainОценок пока нет
- CV Global Standard Samples PDFДокумент23 страницыCV Global Standard Samples PDFkabbirhossainОценок пока нет
- Mce Dayout 2K17: IncomeДокумент2 страницыMce Dayout 2K17: IncomekabbirhossainОценок пока нет
- Entc 303-Lab 2-Pressure Measurement and Gage Calibration-1Документ10 страницEntc 303-Lab 2-Pressure Measurement and Gage Calibration-1kabbirhossainОценок пока нет
- MechanicsMaterials2MadhukarVable PDFДокумент595 страницMechanicsMaterials2MadhukarVable PDFkabbirhossainОценок пока нет
- Surface Finish Measurements of Diamond - TurnedДокумент8 страницSurface Finish Measurements of Diamond - TurnedbobОценок пока нет
- MC - ASCQ3503 - v1.0 - CNC Machining TechnicianДокумент19 страницMC - ASCQ3503 - v1.0 - CNC Machining TechnicianARUNKUMAR PMCОценок пока нет
- High Productivity Vertical Machining CenterДокумент16 страницHigh Productivity Vertical Machining CenterCornelia Mihaela MОценок пока нет
- EWS Me 1,2,3 CO PO MappingДокумент4 страницыEWS Me 1,2,3 CO PO MappingYogesh ChaudhariОценок пока нет
- Modeling and Analysis of The Effects of Machining Parameters On The Performance Characteristics in The Edm Process of Al O +tic Mixed CeramicДокумент11 страницModeling and Analysis of The Effects of Machining Parameters On The Performance Characteristics in The Edm Process of Al O +tic Mixed CeramicusbkitsОценок пока нет
- Presentation MULTIMETALES SILMA - INAUSO PDFДокумент25 страницPresentation MULTIMETALES SILMA - INAUSO PDFBetoBmОценок пока нет
- Lecture-6: Fundamental of CuttingДокумент38 страницLecture-6: Fundamental of CuttingMuhammad IrfanОценок пока нет
- Legrom Catalogue VARIO (En)Документ24 страницыLegrom Catalogue VARIO (En)David Lopez OaxacaОценок пока нет
- MzeДокумент9 страницMzeTungstenCarbideОценок пока нет
- Objective: To Study About Construction of Lathe and Various Operations On Lathe MachineДокумент27 страницObjective: To Study About Construction of Lathe and Various Operations On Lathe MachineMuhit ChowdhuryОценок пока нет
- Cheat Sheet Original EditedДокумент2 страницыCheat Sheet Original EditedalexanderОценок пока нет
- VMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Документ16 страницVMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Avinash RaoОценок пока нет
- Precision ManufacturingДокумент18 страницPrecision ManufacturingUrgie KuОценок пока нет
- Production Engg Lab Manual (V Semester) Lathe Tool DynamometerДокумент4 страницыProduction Engg Lab Manual (V Semester) Lathe Tool Dynamometerpsmonu54Оценок пока нет
- G y M Codes HAAS FRESA MejoradoДокумент2 страницыG y M Codes HAAS FRESA MejoradoKevin AlvarezОценок пока нет
- UsmДокумент21 страницаUsmshaikh javedОценок пока нет
- 2021 Metal Cutting, Metrology, Forming, Automation, Rootics by S K Mondal PDFДокумент276 страниц2021 Metal Cutting, Metrology, Forming, Automation, Rootics by S K Mondal PDFRitesh MishraОценок пока нет
- Three Wire Measurement For Metric Threads - Smithy - Detroit Machine ToolsДокумент1 страницаThree Wire Measurement For Metric Threads - Smithy - Detroit Machine ToolsknujdloОценок пока нет
- A-12-02809 KMT ToolingSystems2013 Sectionm TechnicalДокумент106 страницA-12-02809 KMT ToolingSystems2013 Sectionm TechnicalVladimirAgeevОценок пока нет
- Stress Analysis of The Rotating Circular Saw Blade and KOVAŘÍK MartinДокумент8 страницStress Analysis of The Rotating Circular Saw Blade and KOVAŘÍK Martink cОценок пока нет
- Visi Machining 3D: Fast and Intelligent ToolpathsДокумент4 страницыVisi Machining 3D: Fast and Intelligent ToolpathsthoithienlaiОценок пока нет
- Technological EnvironmentДокумент33 страницыTechnological Environmentnewspaper_geo100% (1)
- Machining Fixture For Adaptive CNC Machining Process of Near-Net-Shaped Jet Engine BladeДокумент18 страницMachining Fixture For Adaptive CNC Machining Process of Near-Net-Shaped Jet Engine BladeJustformedia JustformediaОценок пока нет
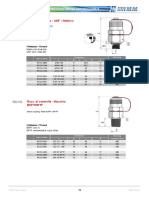
- Rdca Rdce: Racc. Di Controllo ' UNF / MetricoДокумент1 страницаRdca Rdce: Racc. Di Controllo ' UNF / MetricoMichael AkhramovichОценок пока нет
- Abrasive Machining and Finishing OperationsДокумент25 страницAbrasive Machining and Finishing Operationsاحمد عمر حديدОценок пока нет
- Ductile Regime MachiningДокумент7 страницDuctile Regime MachiningEroticafeОценок пока нет
- Background of Sanyco Grand Industries SDN BHDДокумент5 страницBackground of Sanyco Grand Industries SDN BHDcrewz_19Оценок пока нет