Вам также может понравиться
- Bombas Centrífugas - Teste de PerformanceДокумент87 страницBombas Centrífugas - Teste de PerformanceDavid MottaОценок пока нет
- NBR 14113 - Moveis para Escritorio - Sistemas de Estacao de Trabalho - Ensaios de Estabilidade ReДокумент6 страницNBR 14113 - Moveis para Escritorio - Sistemas de Estacao de Trabalho - Ensaios de Estabilidade RePedro Alex dos SantosОценок пока нет
- Curso Petrobras CapVIII Fadiga1Документ17 страницCurso Petrobras CapVIII Fadiga1Joao Tadeu Domingues HipolitoОценок пока нет
- Curso Petrobras CapIV Fratura Frágil1Документ11 страницCurso Petrobras CapIV Fratura Frágil1Wigand JuniorОценок пока нет
- Classificação NR 13Документ4 страницыClassificação NR 13Marcos CoelhoОценок пока нет
- Curso Petrobras CapXI Desenvolvimentos Futuros1Документ2 страницыCurso Petrobras CapXI Desenvolvimentos Futuros1Joao Tadeu Domingues HipolitoОценок пока нет
- Curso Petrobras CapVII Descontinuidades Planares1Документ96 страницCurso Petrobras CapVII Descontinuidades Planares1Dimitra KatsiorchiОценок пока нет
- Resumo-Tratamento TérmicoДокумент5 страницResumo-Tratamento Térmicoghost_mpmОценок пока нет
- Aparelho de comando automotivoДокумент260 страницAparelho de comando automotivoSolange Mello ViannaОценок пока нет
- Critérios de avaliação de perdas de espessura em equipamentosДокумент33 страницыCritérios de avaliação de perdas de espessura em equipamentosredentgm0% (1)
- Curso Petrobras CapIII Desenvolvimentos Recentes1Документ70 страницCurso Petrobras CapIII Desenvolvimentos Recentes1Joao Tadeu Domingues HipolitoОценок пока нет
- Curso Petrobras CapX Propriedades de Material1Документ8 страницCurso Petrobras CapX Propriedades de Material1Joao Tadeu Domingues HipolitoОценок пока нет
- Curso Petrobras CapIX Outros Critérios1Документ14 страницCurso Petrobras CapIX Outros Critérios1Joao Tadeu Domingues HipolitoОценок пока нет
- Curso Petrobras CapI Introdução1Документ19 страницCurso Petrobras CapI Introdução1Joao Tadeu Domingues HipolitoОценок пока нет
- Básico de Turbinas A Gás - PetrobrasДокумент87 страницBásico de Turbinas A Gás - PetrobrasIgor Mombrine100% (5)
- Curso Petrobras CapII Mecanismos de FalhaДокумент58 страницCurso Petrobras CapII Mecanismos de FalhaJoao Tadeu Domingues HipolitoОценок пока нет
- Manual de operação e manutenção de estações compactas de tratamento de águaДокумент8 страницManual de operação e manutenção de estações compactas de tratamento de águaNilson100% (1)
- Curso Petrobras CapVI Desvios de Forma1Документ21 страницаCurso Petrobras CapVI Desvios de Forma1Wigand JuniorОценок пока нет
- Cascotubo Rev4 2Документ8 страницCascotubo Rev4 2NilsonОценок пока нет
- Abnt NBR 15250 Assecibilidade em ATMДокумент22 страницыAbnt NBR 15250 Assecibilidade em ATMsumikoiticeОценок пока нет
- NBR 15200 - Projeto de Estruturas de Concreto em Situação de IncêndioДокумент21 страницаNBR 15200 - Projeto de Estruturas de Concreto em Situação de IncêndioRobinson ThomaziОценок пока нет
- NBR 15290 - 2005 - Acessibilidade em Comunicação Na TelevisãoДокумент14 страницNBR 15290 - 2005 - Acessibilidade em Comunicação Na TelevisãoCarlos JaimeОценок пока нет
- NBR 13993 - 2002 - Álcool Etilico Combustivel - Determinacao Do Teor de GasolinaДокумент2 страницыNBR 13993 - 2002 - Álcool Etilico Combustivel - Determinacao Do Teor de GasolinaEliakin de Souza BuenoОценок пока нет
- NBR 15210-2 - 2005 - Telha Ondulada de Fibrocimento Sem Amianto - EnsaiosДокумент25 страницNBR 15210-2 - 2005 - Telha Ondulada de Fibrocimento Sem Amianto - EnsaiosFelipe AlexandreОценок пока нет
- NBR 15210-1 - 2005 - Telha Ondulada de Fibrocimento Sem Amianto - ClassificaçãoДокумент16 страницNBR 15210-1 - 2005 - Telha Ondulada de Fibrocimento Sem Amianto - ClassificaçãoFelipe AlexandreОценок пока нет
- NBR 13992 - Gasolina Automotiva - Determinacao Do Teor de Alcool Etilico Anidro Combustivel (AeacДокумент2 страницыNBR 13992 - Gasolina Automotiva - Determinacao Do Teor de Alcool Etilico Anidro Combustivel (AeacJuliana Oliveira100% (1)
- NBR 15210-3 - Telha Ondulada de Fibrocimento Sem Amianto - AmostragemДокумент38 страницNBR 15210-3 - Telha Ondulada de Fibrocimento Sem Amianto - AmostragemIsabel LeiteОценок пока нет
- NBR 15123 - Isoladores para Linhas Aéreas Com Tensões Nominais Acima de 1 000 VДокумент11 страницNBR 15123 - Isoladores para Linhas Aéreas Com Tensões Nominais Acima de 1 000 VNilsonОценок пока нет
- NBR 13971 - Sistemas de Refrigeracao Condicionamento de Ar e Ventilacao - Manutencao Program AdaДокумент16 страницNBR 13971 - Sistemas de Refrigeracao Condicionamento de Ar e Ventilacao - Manutencao Program Adajuliopasc89% (9)
- NBR 13993 - 2002 - Álcool Etilico Combustivel - Determinacao Do Teor de GasolinaДокумент2 страницыNBR 13993 - 2002 - Álcool Etilico Combustivel - Determinacao Do Teor de GasolinaEliakin de Souza BuenoОценок пока нет
- Convecção natural x forçadaДокумент4 страницыConvecção natural x forçadaMyung Hee FigurОценок пока нет
- Plano manutenção climatizaçãoДокумент3 страницыPlano manutenção climatizaçãoNathan Jinkins RodriguesОценок пока нет
- Requisitos de segurança para elevadores de carga, monta-cargas e elevadores de macaДокумент22 страницыRequisitos de segurança para elevadores de carga, monta-cargas e elevadores de macaMárcia BibianoОценок пока нет
- Drenagem Grelhas e AcessóriosДокумент80 страницDrenagem Grelhas e AcessóriosTaurus LandОценок пока нет
- Folheto Parafusos Estruturas MetalicasДокумент5 страницFolheto Parafusos Estruturas MetalicasTiago Ferreira100% (1)
- ESGOTO SÉRIE NORMAL FICHA TÉCNICAДокумент21 страницаESGOTO SÉRIE NORMAL FICHA TÉCNICAMarcelo WeinfurterОценок пока нет
- Isoladores pedestais série leve e pesada 95-250kVДокумент7 страницIsoladores pedestais série leve e pesada 95-250kVDavi SalvatoreОценок пока нет
- DATec N 20 B - Sistema de Vedacao Vertical Leve em Madeira - 2017Документ41 страницаDATec N 20 B - Sistema de Vedacao Vertical Leve em Madeira - 2017alexmurariОценок пока нет
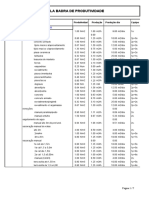
- Produtividade construção civilДокумент7 страницProdutividade construção civilRicardo MoreiraОценок пока нет
- Cálculo de Barramento de Duto 3200A PDFДокумент4 страницыCálculo de Barramento de Duto 3200A PDFScribdTranslationsОценок пока нет
- Questoes ResmatДокумент22 страницыQuestoes Resmataccviper2018 20180% (1)
- Steelgrid HR r8 PorДокумент2 страницыSteelgrid HR r8 PorMarcos Ma100% (1)
- Descritivo de AcabamentosДокумент19 страницDescritivo de AcabamentosVitor CorreiaОценок пока нет
- Aula 19 Escoamento InternoДокумент35 страницAula 19 Escoamento InternolucasОценок пока нет
- Módulo de Young PDFДокумент3 страницыMódulo de Young PDFheitor29Оценок пока нет
- Demonstração do Princípio de Bernoulli usando Tubo de VenturiДокумент18 страницDemonstração do Princípio de Bernoulli usando Tubo de VenturiEdmilJvDomsCGОценок пока нет
- Projeto MastroДокумент5 страницProjeto MastrojclessioОценок пока нет
- Lei de Hooke Generalizada para Estado TriaxialДокумент8 страницLei de Hooke Generalizada para Estado Triaxiallgpeto100% (1)
- Aula 1 - Fundacoes Directas (Sapatas)Документ41 страницаAula 1 - Fundacoes Directas (Sapatas)J.a. Pindula Pindula100% (1)
- Termodinamica Primeira Lei PDFДокумент3 страницыTermodinamica Primeira Lei PDFpriscilaborgesОценок пока нет
- Ciclo de Carnot - exercícios e máquinas térmicasДокумент7 страницCiclo de Carnot - exercícios e máquinas térmicasBox Head0% (1)
- Concreto MassaДокумент14 страницConcreto MassaMiguel Dantas de Santana100% (2)
- Calor Latente de Fusão do GeloДокумент9 страницCalor Latente de Fusão do GeloAlexander GuerreiroОценок пока нет
- 46.39 Pormenores de EstruturasДокумент1 страница46.39 Pormenores de EstruturasLoyd Mabuza100% (1)
- Aços Duplex Durabilidade IndústriasДокумент2 страницыAços Duplex Durabilidade IndústriasAna Paula SimasОценок пока нет