Вам также может понравиться
- Controller I400 SDUДокумент4 страницыController I400 SDUia1250% (2)
- MillerДокумент128 страницMillertonytrujilloОценок пока нет
- I 410 SBS (Single Belt Scale) : Software For Single-Channel Continuous WeighingДокумент2 страницыI 410 SBS (Single Belt Scale) : Software For Single-Channel Continuous WeighingVishnu PatidarОценок пока нет
- Tech Man Eng Af01gt FieldbusДокумент36 страницTech Man Eng Af01gt FieldbusAHATОценок пока нет
- I 410 ABS Discontinuous Weighing Software: Configuration Block DiagramДокумент2 страницыI 410 ABS Discontinuous Weighing Software: Configuration Block DiagramVishnu PatidarОценок пока нет
- User Man Eng Af03gt v7 r1Документ84 страницыUser Man Eng Af03gt v7 r1l1f3b00kОценок пока нет
- Spitfire Operating ManualДокумент12 страницSpitfire Operating ManualSteve Patrick100% (2)
- BURNY10 (Eng) ManualДокумент57 страницBURNY10 (Eng) ManualHo NgocОценок пока нет
- PX - 120 - 01 - e Manual Casio Privia Px120Документ38 страницPX - 120 - 01 - e Manual Casio Privia Px120Sebastián MedinaОценок пока нет
- Short Guide Programming Sinumerik 840DДокумент101 страницаShort Guide Programming Sinumerik 840DIlija BozovicОценок пока нет
- SM Mastertigmls 3003 Acdc en v1 2 PDFДокумент32 страницыSM Mastertigmls 3003 Acdc en v1 2 PDFkazambo78Оценок пока нет
- SS-48ST Service ManualДокумент72 страницыSS-48ST Service ManualTomasz SzemkelОценок пока нет
- Technical ManualДокумент120 страницTechnical ManualSrkiii100% (1)
- HPR260XD Auto Gas - Instruction Manual 806350 Rev2 PDFДокумент338 страницHPR260XD Auto Gas - Instruction Manual 806350 Rev2 PDFIlian Avramov100% (1)
- Dynasty - DX Technical Manlarge ResistorДокумент80 страницDynasty - DX Technical Manlarge ResistorDaveОценок пока нет
- 6 Series Mill Controller Operation Manual: 6 系列銑床操作手冊 Date: 2015/11/13Документ154 страницы6 Series Mill Controller Operation Manual: 6 系列銑床操作手冊 Date: 2015/11/13Alex DaltonОценок пока нет
- Alesis MMT8 Service ManualДокумент44 страницыAlesis MMT8 Service ManualEye1024Оценок пока нет
- Kemppi Master Mastertig 1400 1500 2200 2800 3500 PDFДокумент31 страницаKemppi Master Mastertig 1400 1500 2200 2800 3500 PDFAnonymous nC9gpUWPОценок пока нет
- Frequency Converter FC100 Manual - EngДокумент137 страницFrequency Converter FC100 Manual - EngBaroszОценок пока нет
- Company Dept. Services Management ExecutiveДокумент40 страницCompany Dept. Services Management ExecutivecristiancerdaОценок пока нет
- BOC TIG185 Service Manual D5Документ19 страницBOC TIG185 Service Manual D5xx0% (1)
- Service Manual FCD 300Документ32 страницыService Manual FCD 300viewwareОценок пока нет
- Kenwood RXD 355 Service ManualДокумент28 страницKenwood RXD 355 Service Manualhuan1234Оценок пока нет
- MM16USB Service ManualДокумент29 страницMM16USB Service ManualZoeloe_2Оценок пока нет
- GX120T1, T213z0s0e3 PDFДокумент144 страницыGX120T1, T213z0s0e3 PDFLupin GonzalezОценок пока нет
- CX1000 Embedded PC Hardware Documentation: CX1000-0xxx CX1000-NxxxДокумент50 страницCX1000 Embedded PC Hardware Documentation: CX1000-0xxx CX1000-NxxxSulis TiyoОценок пока нет
- User Manual Yamaha MG12/4Документ32 страницыUser Manual Yamaha MG12/4Michael Van LaneОценок пока нет
- Roland E600 Service ManualДокумент21 страницаRoland E600 Service ManualNaylson100% (1)
- KemppiДокумент28 страницKemppiFábio MarquesОценок пока нет
- TIA Portal - Migration: Product Portfolio and LicensesДокумент17 страницTIA Portal - Migration: Product Portfolio and LicensesArcebkОценок пока нет
- 7MH5106 Siemens Siwarex WL230 Bending Beam Load CellДокумент1 страница7MH5106 Siemens Siwarex WL230 Bending Beam Load CellEong Huat Corporation Sdn BhdОценок пока нет
- Siwarex Ms With Siwatool MsДокумент13 страницSiwarex Ms With Siwatool MsFelipe GuzmanОценок пока нет
- Powermax1250 Service ManualДокумент98 страницPowermax1250 Service ManualChris WaltersОценок пока нет
- UR5 Service Manual enДокумент238 страницUR5 Service Manual enjesus trujilloОценок пока нет
- Aegzp0ad (MHYRIO CB Ing)Документ36 страницAegzp0ad (MHYRIO CB Ing)ASIFОценок пока нет
- Mitsubishi Electric MUZ-FH VE Service Manual EngДокумент54 страницыMitsubishi Electric MUZ-FH VE Service Manual Engcronnin20044967Оценок пока нет
- KemppiДокумент43 страницыKemppiIon SudituОценок пока нет
- 100 RDДокумент4 страницы100 RDMahmoud EldabahОценок пока нет
- Deltaweld 452 Welding Power Supply Service ManualДокумент120 страницDeltaweld 452 Welding Power Supply Service Manualjavier100% (1)
- Gestra EquipmentДокумент42 страницыGestra EquipmentAppleuk SudarОценок пока нет
- Alliance Electronics LTD Powervamp Products 2018Документ8 страницAlliance Electronics LTD Powervamp Products 2018Alliance Transport Technologies LtdОценок пока нет
- 840D - FB1 Description of Functions - Basic Machine PDFДокумент1 808 страниц840D - FB1 Description of Functions - Basic Machine PDFJoão Paulo Moreira Santos BarbosaОценок пока нет
- BoxfordДокумент8 страницBoxfordsaul0% (1)
- Arc Master 160 Carte TehnicaДокумент114 страницArc Master 160 Carte TehnicaIon MoldoveanuОценок пока нет
- XMT868i Service Manual EnglishДокумент78 страницXMT868i Service Manual EnglishSchneider ParadaОценок пока нет
- 2005 Pontiac Montana SV6 3.5L VIN 8, Engine Performance CircuitДокумент4 страницы2005 Pontiac Montana SV6 3.5L VIN 8, Engine Performance Circuitjorge antonio guillenОценок пока нет
- Micro Controller 89c51Документ17 страницMicro Controller 89c51g_prashanth0704075Оценок пока нет
- User's Guide (Enlarge Display Operations)Документ162 страницыUser's Guide (Enlarge Display Operations)Laurie RandleОценок пока нет
- Minarc Evo 150 Service Manual PDFДокумент31 страницаMinarc Evo 150 Service Manual PDFselmir_9Оценок пока нет
- 7mh4960-2aa01 Siemens Siwarex WP231Документ1 страница7mh4960-2aa01 Siemens Siwarex WP231Eong Huat Corporation Sdn BhdОценок пока нет
- Hardinge Spindle Bearing Replacement PDFДокумент4 страницыHardinge Spindle Bearing Replacement PDFJayakrishnaОценок пока нет
- Alpha 1000 CNC Tutorial-ENGLISHДокумент139 страницAlpha 1000 CNC Tutorial-ENGLISHFrederick Valdez0% (1)
- Mastertig Mls 2300 AcdcДокумент24 страницыMastertig Mls 2300 AcdcCesar ObesoОценок пока нет
- Aparat de Sudură Master MLS 2500Документ0 страницAparat de Sudură Master MLS 2500karpis.dokimos7861Оценок пока нет
- Minarc: 150, 151 150 VRD 120 AU, 150 AUДокумент18 страницMinarc: 150, 151 150 VRD 120 AU, 150 AUAlexis OrganisОценок пока нет
- Cigweld 255 WelderДокумент36 страницCigweld 255 WelderZiggyОценок пока нет
- LHF 400 LHFДокумент14 страницLHF 400 LHFValiBardaОценок пока нет
- Torch MWX C - 2001 3501-E 1l7620-E-1Документ40 страницTorch MWX C - 2001 3501-E 1l7620-E-1Tonluck KaimakОценок пока нет
- Winco Wg270 WLDR Gen OpmДокумент17 страницWinco Wg270 WLDR Gen OpmAdi PinemОценок пока нет
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesОт EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesРейтинг: 1 из 5 звезд1/5 (1)
- Report 14Документ4 страницыReport 14attaullaОценок пока нет
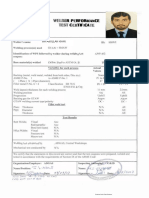
- QW - 482 Welding Procedure Specifications (WPS) : BASE METAL (S) (QW-403) : JOINTS (QW-402) : or ToДокумент2 страницыQW - 482 Welding Procedure Specifications (WPS) : BASE METAL (S) (QW-403) : JOINTS (QW-402) : or ToattaullaОценок пока нет
- Weld Consumable CalculatorДокумент5 страницWeld Consumable CalculatorattaullaОценок пока нет
- Cancellation of Work Permits and Employment ContractsДокумент3 страницыCancellation of Work Permits and Employment ContractsattaullaОценок пока нет
- Complaint Letter To Your Boss About A CoworkerДокумент1 страницаComplaint Letter To Your Boss About A CoworkerattaullaОценок пока нет
- Harpal ResumeДокумент3 страницыHarpal ResumeattaullaОценок пока нет
- Complaint Letter To Your Boss About A CoworkerДокумент1 страницаComplaint Letter To Your Boss About A CoworkerattaullaОценок пока нет
- ParveezДокумент1 страницаParveezattaullaОценок пока нет
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Документ6 страницMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaОценок пока нет
- Sanjay KumarДокумент1 страницаSanjay KumarattaullaОценок пока нет
- IRFANДокумент1 страницаIRFANattaullaОценок пока нет
- Memorandum - World Safety Day "2023''Документ2 страницыMemorandum - World Safety Day "2023''attaullaОценок пока нет
- WPS & PQR - 02Документ74 страницыWPS & PQR - 02attaullaОценок пока нет
- ToДокумент1 страницаToattaullaОценок пока нет
- National Ministry of Cardiology and PathologyДокумент52 страницыNational Ministry of Cardiology and PathologyattaullaОценок пока нет
- JEEVES Invoice PDFДокумент1 страницаJEEVES Invoice PDFBijay BeheraОценок пока нет
- Aws Welder Qualification Requirments Tyk JointsДокумент2 страницыAws Welder Qualification Requirments Tyk JointsattaullaОценок пока нет
- DIS - Welding SupervisorДокумент1 страницаDIS - Welding SupervisorattaullaОценок пока нет
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Документ21 страницаTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- National Ministry of Cardiology and PathologyДокумент52 страницыNational Ministry of Cardiology and PathologyattaullaОценок пока нет
- Mathematics in Daily LifeДокумент4 страницыMathematics in Daily LifeIsmi Asma' IsmailОценок пока нет
- Insl010 Letter of Complaint Arguing Against An Insurance Companys Rejection of A ClaimДокумент1 страницаInsl010 Letter of Complaint Arguing Against An Insurance Companys Rejection of A ClaimgirnetvaleriuОценок пока нет
- 8 CH 1 Rational No.Документ2 страницы8 CH 1 Rational No.attaullaОценок пока нет
- High Definition Torrents Movies / TV Shows / DocumentariesДокумент1 страницаHigh Definition Torrents Movies / TV Shows / DocumentariesattaullaОценок пока нет
- Rethink The Laptop.: Samsung Premium UltrabookДокумент2 страницыRethink The Laptop.: Samsung Premium UltrabookattaullaОценок пока нет
- Social and Political Life - IIДокумент16 страницSocial and Political Life - IIUdayan GhoshОценок пока нет
- B.Ed December 6 PDFДокумент102 страницыB.Ed December 6 PDFattaullaОценок пока нет
- BESE-065: Time: 3 Hours Maximum Weightage: 70%Документ4 страницыBESE-065: Time: 3 Hours Maximum Weightage: 70%attaullaОценок пока нет
- Dinosaur Gallery: Explorer's NotebookДокумент16 страницDinosaur Gallery: Explorer's NotebookattaullaОценок пока нет
- Facilltv HCM NAM (: To Business Unit: Department: FabricationДокумент3 страницыFacilltv HCM NAM (: To Business Unit: Department: FabricationattaullaОценок пока нет
- HRSGДокумент21 страницаHRSGrabia2090Оценок пока нет
- Tutorial MailchimpДокумент334 страницыTutorial MailchimpLeandroSabado100% (1)
- Topic 7Документ18 страницTopic 7Anonymous 0fCNL9T0Оценок пока нет
- Research On Restaurant DesignДокумент20 страницResearch On Restaurant DesignCrizalene Caballero100% (1)
- Medicinecomplete Clark Drug and PoisonДокумент25 страницMedicinecomplete Clark Drug and PoisonArménio SantosОценок пока нет
- Universal Declaration of Human RightsДокумент36 страницUniversal Declaration of Human RightsJanine Regalado100% (4)
- Ruling The CountrysideДокумент9 страницRuling The Countrysiderajesh duaОценок пока нет
- Maneesh Misra CV - 1Документ3 страницыManeesh Misra CV - 1Rohit KarhadeОценок пока нет
- 0 - Resume - Preity Thadani PDFДокумент3 страницы0 - Resume - Preity Thadani PDFClash ClashhОценок пока нет
- Bagheri Gavkosh2021Документ17 страницBagheri Gavkosh2021Dan Alfred SebualaОценок пока нет
- Iwcf Section OneДокумент20 страницIwcf Section OnesuifengniliuОценок пока нет
- Internship PresentationДокумент22 страницыInternship PresentationCalvin WongОценок пока нет
- ITEC 11 Lesson 1.1Документ35 страницITEC 11 Lesson 1.1ivyquintelaОценок пока нет
- Relative Clauses (Who, Which, That) For B LevelДокумент16 страницRelative Clauses (Who, Which, That) For B LevelOğuzhan KarabayОценок пока нет
- Create or Generate QR Code in ASPДокумент5 страницCreate or Generate QR Code in ASPmtkkumaranОценок пока нет
- Debt RestructuringДокумент4 страницыDebt Restructuringjano_art21Оценок пока нет
- BUSINESS PROPOSAL-dönüştürüldü-2Документ15 страницBUSINESS PROPOSAL-dönüştürüldü-2Fatah Imdul UmasugiОценок пока нет
- Sikaplan®-1652 Bonded VOC Gas Barrier: Product Data SheetДокумент3 страницыSikaplan®-1652 Bonded VOC Gas Barrier: Product Data SheetKhin Sandi KoОценок пока нет
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingДокумент8 страницThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiОценок пока нет
- Business PlanДокумент20 страницBusiness PlanRona BautistaОценок пока нет
- Programa de Formacion: English Dot Works 2Документ4 страницыPrograma de Formacion: English Dot Works 2Juan GuerreroОценок пока нет
- 2 - Water Requirements of CropsДокумент43 страницы2 - Water Requirements of CropsHussein Alkafaji100% (4)
- 1580823068890043Документ6 страниц1580823068890043Cristopher Dave CabañasОценок пока нет
- SCH 415 Computer Applications in Chemistry: at The End of This Unit You Should Be Able To General ObjectiveДокумент21 страницаSCH 415 Computer Applications in Chemistry: at The End of This Unit You Should Be Able To General ObjectiveFELIX ORATIОценок пока нет
- Group 5 Transforming Banana Stem Waste To Eco Tote Bag.Документ4 страницыGroup 5 Transforming Banana Stem Waste To Eco Tote Bag.Gabriel Abram JopiaОценок пока нет
- As 29 Provisions Contingent Liabilities and Contingent AssetsДокумент38 страницAs 29 Provisions Contingent Liabilities and Contingent AssetsAayushi AroraОценок пока нет
- CHAPTER ONE Structural GeologyДокумент46 страницCHAPTER ONE Structural GeologyAfolabi Eniola AbiolaОценок пока нет
- NISE3600EДокумент2 страницыNISE3600ENgo CuongОценок пока нет
- Google Translate - Google SearchДокумент1 страницаGoogle Translate - Google SearchNicole Alex Bustamante CamposОценок пока нет
- Reversible Motors: Additional InformationДокумент36 страницReversible Motors: Additional InformationAung Naing OoОценок пока нет