Вам также может понравиться
- Arc Welding FundamentalsДокумент49 страницArc Welding FundamentalsNordiana IdrisОценок пока нет
- Ipe 600Документ4 страницыIpe 600Muhammad ChilmiОценок пока нет
- Introduction to Welding Processes and Their ApplicationsДокумент4 страницыIntroduction to Welding Processes and Their ApplicationsSreejith MenonОценок пока нет
- Principal Particulars For A General Cargo Ship: Waterlines (Half Breadths)Документ13 страницPrincipal Particulars For A General Cargo Ship: Waterlines (Half Breadths)ManojОценок пока нет
- Grade/Tonne ClassificationДокумент6 страницGrade/Tonne ClassificationkokekanonОценок пока нет
- FEM1001 Anglais PDFДокумент312 страницFEM1001 Anglais PDFandredurvalandradeОценок пока нет
- The Manual Metal Arc ProcessДокумент4 страницыThe Manual Metal Arc ProcessMehmet SoysalОценок пока нет
- Role of Naval Architects in Ship RecyclingДокумент8 страницRole of Naval Architects in Ship RecyclingIsmail ZainolОценок пока нет
- Heeling Lever Calculation Wind Speed Density Forces DisplacementДокумент1 страницаHeeling Lever Calculation Wind Speed Density Forces Displacementhlsimon100% (1)
- WeldingДокумент27 страницWeldingCleo Elveña100% (1)
- BRAINWARE UNIVERSITY REPORT ON SHIELDED METAL ARC WELDINGДокумент7 страницBRAINWARE UNIVERSITY REPORT ON SHIELDED METAL ARC WELDINGsrijaОценок пока нет
- Welding TechnologyДокумент114 страницWelding Technologynagarajan224Оценок пока нет
- Laser Beam Welding: By, Ramu RajendranДокумент19 страницLaser Beam Welding: By, Ramu RajendranAmal Vikram100% (1)
- Term Paper-Sheet Metal WeldingДокумент6 страницTerm Paper-Sheet Metal Welding11gargdinesh7Оценок пока нет
- RSW - Buoys InstallationДокумент9 страницRSW - Buoys Installationothman salahОценок пока нет
- Modelmaker Revision02Документ43 страницыModelmaker Revision02AngelОценок пока нет
- Scantlings (ABS Under 90m) Items Formula Thickness Calculated UseДокумент15 страницScantlings (ABS Under 90m) Items Formula Thickness Calculated UseMikhail Roy Dela CruzОценок пока нет
- ABS Rules Steel Vessels Hull Construction and EquipmentДокумент22 страницыABS Rules Steel Vessels Hull Construction and EquipmentCezar_Cavalcante100% (1)
- Resolving Forces at AnglesДокумент2 страницыResolving Forces at AnglesVivek PatelОценок пока нет
- Lesson 9Документ23 страницыLesson 9Huynh Thanh TamОценок пока нет
- Taprop CobaДокумент146 страницTaprop CobafaridОценок пока нет
- Welding Defects Part 4Документ56 страницWelding Defects Part 4Nanang Cesc UttaОценок пока нет
- Symbol: Principal ParticularsДокумент9 страницSymbol: Principal ParticularsNiloy SahaОценок пока нет
- RESUME Naval Architect-RkДокумент2 страницыRESUME Naval Architect-RkRama KrishnaОценок пока нет
- Marine Propulsion System Failures-A Review: Marine Science and EngineeringДокумент14 страницMarine Propulsion System Failures-A Review: Marine Science and EngineeringDavid NuñezОценок пока нет
- Tug & Barge - Daily Activity Report - Tug AgentДокумент40 страницTug & Barge - Daily Activity Report - Tug AgentArdiansyah BekaОценок пока нет
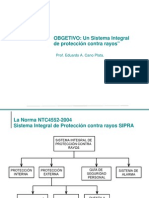
- OBGETIVO: Un Sistema Integral de Protección Contra Rayos": Prof. Eduardo A. Cano PlataДокумент28 страницOBGETIVO: Un Sistema Integral de Protección Contra Rayos": Prof. Eduardo A. Cano PlataMauro AllaixОценок пока нет
- SI Units RulesДокумент13 страницSI Units RulesKarthikeyan GОценок пока нет
- WTДокумент299 страницWTrsarunprasathОценок пока нет
- Calculation of ResistanceДокумент6 страницCalculation of ResistanceshashankrayaproluОценок пока нет
- Welding Procedure Qualification GuidelinesДокумент8 страницWelding Procedure Qualification GuidelinesThe MatrixОценок пока нет
- Loadline Calculations - Finding Various Drafts From Loadline Certificate ParticlarsДокумент1 страницаLoadline Calculations - Finding Various Drafts From Loadline Certificate ParticlarsPrinceОценок пока нет
- Literature ReviewДокумент23 страницыLiterature ReviewRISHAVОценок пока нет
- Welding Electrodes and Rods for Cast Iron TitleДокумент5 страницWelding Electrodes and Rods for Cast Iron TitleAnghelo AlcaldeОценок пока нет
- Arc Welding GuideДокумент229 страницArc Welding GuideTilak MoundekarОценок пока нет
- (Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiДокумент79 страниц(Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiMuthukumarОценок пока нет
- ASMEДокумент25 страницASMEAnonymous bENWheBОценок пока нет
- Day-1 Lecture 1 Welding TechnologyДокумент142 страницыDay-1 Lecture 1 Welding TechnologySamОценок пока нет
- Hull Anode Calculation - 5 Years DesignДокумент1 страницаHull Anode Calculation - 5 Years DesignRaviОценок пока нет
- NEERAJ StabilityДокумент37 страницNEERAJ StabilityAmal Benoy PukkunnelОценок пока нет
- Ace Tut 02 Turbulent BackstepДокумент22 страницыAce Tut 02 Turbulent BackstepHilario de JesusОценок пока нет
- Electrode Melting RateДокумент10 страницElectrode Melting RateferayОценок пока нет
- PT. BAHTERA BAHARI SHIPYARD barge launching documentsДокумент5 страницPT. BAHTERA BAHARI SHIPYARD barge launching documentsBudimanОценок пока нет
- TAKE HOME EXAM PROPULSION AND HULL CALCULATIONSДокумент48 страницTAKE HOME EXAM PROPULSION AND HULL CALCULATIONSScarletRahadyanОценок пока нет
- Book 11 (BGW)Документ13 страницBook 11 (BGW)dirgan_udyanaОценок пока нет
- Identifying Metals and Their Physical PropertiesДокумент104 страницыIdentifying Metals and Their Physical PropertiesJason Lid-ayanОценок пока нет
- 14000 TEU container ship benchmark dataДокумент15 страниц14000 TEU container ship benchmark dataChahbi RamziОценок пока нет
- Cathodic ProtectionДокумент26 страницCathodic Protection20pcha122 20pcha122Оценок пока нет
- Geometric Modeling in CAD SystemsДокумент35 страницGeometric Modeling in CAD SystemsThirumalaimuthukumaranMohanОценок пока нет
- P S A VigДокумент95 страницP S A VigvigneshОценок пока нет
- Pages From Hyundai Welding Handbook (2006)Документ1 страницаPages From Hyundai Welding Handbook (2006)tuatkОценок пока нет
- Pveng: Vessel With Large Opening Pve Sample VesselДокумент1 страницаPveng: Vessel With Large Opening Pve Sample VesselSivateja NallamothuОценок пока нет
- Draft CalcДокумент13 страницDraft CalcДмитрий ЯрычОценок пока нет
- Frame Analysis Ver W2Документ14 страницFrame Analysis Ver W2Sajith RanatungaОценок пока нет
- Stainless Steel CatalogueДокумент109 страницStainless Steel Cataloguelingot123@yahoo.comОценок пока нет
- Welding MP-IДокумент28 страницWelding MP-IPIYUSH SHARMAОценок пока нет
- Processes: Edit EditДокумент4 страницыProcesses: Edit EditNgro Quinapaxi GonzalezОценок пока нет
- Common Welding ProcessДокумент4 страницыCommon Welding ProcessLalit Bom MallaОценок пока нет
- 15.cons. of Minor ItemsДокумент8 страниц15.cons. of Minor ItemsarmanimamsОценок пока нет
- Ship Types and FeaturesДокумент8 страницShip Types and Featuresarmanimams100% (1)
- 16 RepairДокумент11 страниц16 RepairarmanimamsОценок пока нет
- 14.for and Aft ConstructionДокумент20 страниц14.for and Aft Constructionarmanimams100% (2)
- Bottom ConstructionДокумент8 страницBottom ConstructionarmanimamsОценок пока нет
- 2.shipbuilding MaterialsДокумент3 страницы2.shipbuilding MaterialsarmanimamsОценок пока нет
- Bulbus BowДокумент1 страницаBulbus BowarmanimamsОценок пока нет
- 12.midship For Different ShipsДокумент6 страниц12.midship For Different ShipsarmanimamsОценок пока нет
- Chain LockerДокумент1 страницаChain LockerarmanimamsОценок пока нет
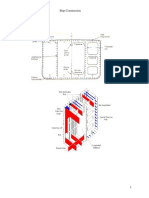
- Vertical Long. Section at Center Line: Ship ConstructionДокумент7 страницVertical Long. Section at Center Line: Ship ConstructionarmanimamsОценок пока нет
- Engine Room: Ship ConstructionДокумент4 страницыEngine Room: Ship ConstructionarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 8 - Output Design and File ProcessingДокумент17 страницComputer Programming in Fortran 77: Lecture 8 - Output Design and File ProcessingarmanimamsОценок пока нет
- Side ConstructionДокумент10 страницSide ConstructionarmanimamsОценок пока нет
- Pillars ConstructionДокумент3 страницыPillars Constructionarmanimams100% (1)
- Bulkhead ConstructionДокумент8 страницBulkhead ConstructionarmanimamsОценок пока нет
- Deck ConstructionДокумент9 страницDeck ConstructionarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 7 - Two-Dimensional ArrayДокумент14 страницComputer Programming in Fortran 77: Lecture 7 - Two-Dimensional ArrayarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 1 - IntroductionДокумент14 страницComputer Programming in Fortran 77: Lecture 1 - IntroductionarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 8 - Output Design and File ProcessingДокумент12 страницComputer Programming in Fortran 77: Lecture 8 - Output Design and File ProcessingarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 6 - One-Dimensional ArrayДокумент18 страницComputer Programming in Fortran 77: Lecture 6 - One-Dimensional ArrayarmanimamsОценок пока нет
- 4.system of ConstructionДокумент7 страниц4.system of ConstructionarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 4 - Top Down DesignДокумент25 страницComputer Programming in Fortran 77: Lecture 4 - Top Down DesignarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 5 - Repetition (WHILE LOOP)Документ14 страницComputer Programming in Fortran 77: Lecture 5 - Repetition (WHILE LOOP)armanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 2 - Data Types and OperationsДокумент21 страницаComputer Programming in Fortran 77: Lecture 2 - Data Types and OperationsarmanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 5 - Repetition (DO LOOP)Документ15 страницComputer Programming in Fortran 77: Lecture 5 - Repetition (DO LOOP)armanimamsОценок пока нет
- Computer Programming in Fortran 77: Lecture 3 - Selection ConstructsДокумент16 страницComputer Programming in Fortran 77: Lecture 3 - Selection ConstructsarmanimamsОценок пока нет
- Pelamis Wave PowerДокумент11 страницPelamis Wave PowerarmanimamsОценок пока нет
- النفىДокумент9 страницالنفىضياء الدين مؤمن محمد أحمد المصرى100% (1)
- Pelamis Wave PowerДокумент11 страницPelamis Wave PowerarmanimamsОценок пока нет
- 15.1 PPTДокумент28 страниц15.1 PPTKingProОценок пока нет
- Scheme of Examination: B. TECH. (3 Semester) Industrial Engineering and ManagementДокумент124 страницыScheme of Examination: B. TECH. (3 Semester) Industrial Engineering and Managementpulkitg_190% (1)
- Latent Heat of VaporizationДокумент11 страницLatent Heat of VaporizationEsther Faith GabrielОценок пока нет
- SRI CHAITANYA EDUCATIONAL INSTITUTIONS JR AIIMS S60 NEET-2024 SCHEDULEДокумент5 страницSRI CHAITANYA EDUCATIONAL INSTITUTIONS JR AIIMS S60 NEET-2024 SCHEDULEteen's teamОценок пока нет
- TK-ALCOZAP-2020-01-06-Rev. DДокумент65 страницTK-ALCOZAP-2020-01-06-Rev. DDaniel Gómez100% (1)
- BayblendДокумент10 страницBayblendGarry TaylorОценок пока нет
- Maxifloor MFT 323 SL Epoxy CoatingДокумент2 страницыMaxifloor MFT 323 SL Epoxy CoatinganggaОценок пока нет
- Efficiency Improvement of Flat Plate Solar Collector Using ReflectorДокумент6 страницEfficiency Improvement of Flat Plate Solar Collector Using ReflectorAnonymous iHJPiQI7Оценок пока нет
- Aluminium Aluminum 6063 Alloy (UNS A96063)Документ4 страницыAluminium Aluminum 6063 Alloy (UNS A96063)HARIPRASATH PОценок пока нет
- Lecture 4a Solar ThermalДокумент34 страницыLecture 4a Solar ThermalTze Long GanОценок пока нет
- Psychrometric Chart SIДокумент1 страницаPsychrometric Chart SItleeanneraОценок пока нет
- Film Coat of Ciprofloxacin Using HPC Ans PovidoneДокумент67 страницFilm Coat of Ciprofloxacin Using HPC Ans Povidonemohamed basheirОценок пока нет
- Optical Fiber Structure & Light TransmissionДокумент83 страницыOptical Fiber Structure & Light Transmissionece Ms.G.Bhargavi100% (1)
- Gear SystemДокумент57 страницGear SystemWilson LimОценок пока нет
- Chem Unit 3 Practice Exam PDFДокумент6 страницChem Unit 3 Practice Exam PDFJo PatrickОценок пока нет
- 01 1330682265 93458 PDFДокумент32 страницы01 1330682265 93458 PDFSanjay Kumar SinghОценок пока нет
- Properties of Liquids and Intermolecular ForcesДокумент5 страницProperties of Liquids and Intermolecular ForcesJohnnard BelenОценок пока нет
- Nafta Nanofluidos-MainДокумент13 страницNafta Nanofluidos-MainNancy MorenoОценок пока нет
- Assignment 1 2024Документ3 страницыAssignment 1 2024Diana NjelesaniОценок пока нет
- Forces and Equilibrium QuestionsДокумент3 страницыForces and Equilibrium QuestionsIshwarya Sivakumar100% (3)
- Cooling Tower Exp 3Документ16 страницCooling Tower Exp 3mahmudОценок пока нет
- 2005-021 MotwaniДокумент6 страниц2005-021 Motwanialexander100% (1)
- Laws of MotionДокумент5 страницLaws of Motionkatie4834Оценок пока нет
- Aci-207.1r (1996) PDFДокумент42 страницыAci-207.1r (1996) PDFFernando HerediaОценок пока нет
- Flying Windmills: Conventional WindmillДокумент7 страницFlying Windmills: Conventional WindmillGógul100% (1)
- Surface Review & LettersДокумент12 страницSurface Review & LettersSujoy ChakrabortyОценок пока нет
- Chapter 02 - Mechanism and Linkages - Part AДокумент81 страницаChapter 02 - Mechanism and Linkages - Part ASyahrul Nizam AnuarОценок пока нет
- CO2 IIAR HandbookДокумент188 страницCO2 IIAR HandbookOnofreHalberОценок пока нет
- Kim Selfdiffusionandviscosity 2012Документ7 страницKim Selfdiffusionandviscosity 2012Jasen FerdianОценок пока нет
- Elevated Flare Systems Guide for Process IndustriesДокумент11 страницElevated Flare Systems Guide for Process IndustriesPankajОценок пока нет