Вам также может понравиться
- Specification For BULL Conductor.Документ4 страницыSpecification For BULL Conductor.boopelectra100% (2)
- 2 0.2 Acsr Panther Conductor 1 14Документ14 страниц2 0.2 Acsr Panther Conductor 1 14Anurag SanodiaОценок пока нет
- Introduction To Design, Construction Practice and Application of HT Abc (Aerial Bunched Cable)Документ46 страницIntroduction To Design, Construction Practice and Application of HT Abc (Aerial Bunched Cable)Achu Deepu100% (3)
- Type Tests On ACSR ConductorДокумент1 страницаType Tests On ACSR Conductorrajiv71Оценок пока нет
- Merits and Demerits of Various ConductorДокумент13 страницMerits and Demerits of Various ConductorSumit100% (6)
- Iec 889Документ18 страницIec 889martinpellsОценок пока нет
- GTP OF Al59 Conductor (61 - 3.5mm, 1618 KG - KM)Документ2 страницыGTP OF Al59 Conductor (61 - 3.5mm, 1618 KG - KM)RAJESH SHARMAОценок пока нет
- GTP of Insulator 132kV & 220kVДокумент3 страницыGTP of Insulator 132kV & 220kVTarun AggarwalОценок пока нет
- 33kV Line Loss Estimation - KaradikondaДокумент8 страниц33kV Line Loss Estimation - Karadikondasomdatta chaudhury0% (1)
- G I Stay Wire 7 - 10 SWGДокумент1 страницаG I Stay Wire 7 - 10 SWGAjay PatelОценок пока нет
- HTLS ConductorsДокумент15 страницHTLS Conductorsveer_sОценок пока нет
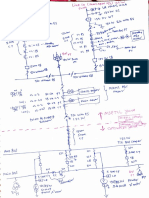
- Single Line Diagram of 132kv LILO SubstationДокумент2 страницыSingle Line Diagram of 132kv LILO SubstationEr. Ajit Solanke100% (1)
- Aluminium Pipe Bus PDFДокумент6 страницAluminium Pipe Bus PDFaviral mishraОценок пока нет
- Al 59 ConductorsДокумент3 страницыAl 59 ConductorstmmsekarОценок пока нет
- GTP - 1.9 (3.3) KV 240 SQ - MM Sheath Bonding CableДокумент1 страницаGTP - 1.9 (3.3) KV 240 SQ - MM Sheath Bonding Cableshivam dwivedi100% (1)
- HTLS Conductor ComparisonДокумент45 страницHTLS Conductor ComparisonJamil Salman Marcos100% (1)
- A 59 ConductorsДокумент2 страницыA 59 ConductorsPRAGATHI REDDYОценок пока нет
- ACSR Conductor Regulation CalculationДокумент2 страницыACSR Conductor Regulation CalculationPramod B.Wankhade100% (1)
- DSLP CalculationДокумент7 страницDSLP Calculationravi shankar100% (1)
- DSLP Dirct Srole Lightning ProtectionДокумент7 страницDSLP Dirct Srole Lightning Protectiongsaiswaroopg100% (2)
- Technical Specification For 7/3.66 EARTH WIRE: Rail Coach Factory, Rae BareliДокумент8 страницTechnical Specification For 7/3.66 EARTH WIRE: Rail Coach Factory, Rae BareliPrashant TrivediОценок пока нет
- Line Capability CurveДокумент5 страницLine Capability CurvejavedОценок пока нет
- 33 KV Line Boq and Price - ComparativeДокумент1 страница33 KV Line Boq and Price - ComparativeManohar Das100% (1)
- Covered Conductor 3 PPT 1Документ29 страницCovered Conductor 3 PPT 1Gaurav Agarwal100% (1)
- TS For 33kv Line Material PDFДокумент27 страницTS For 33kv Line Material PDFRamaKrishna AОценок пока нет
- Basic Data For Aluminium Conductors Steel Reinforced (Acsr) As Per Is 398 (PART - II) : 1996Документ2 страницыBasic Data For Aluminium Conductors Steel Reinforced (Acsr) As Per Is 398 (PART - II) : 1996anuragpugaliaОценок пока нет
- 27 - 400 - 220 - 132kV - DB - Tandem Isolator R3 Jan 12 PDFДокумент30 страниц27 - 400 - 220 - 132kV - DB - Tandem Isolator R3 Jan 12 PDFAshok KumarОценок пока нет
- GTP Acsr Zebra ConductorДокумент3 страницыGTP Acsr Zebra ConductorTarun Aggarwal100% (1)
- p-29-10 (Power Cables)Документ17 страницp-29-10 (Power Cables)sohaib0% (1)
- Ampacities of Underground CablesДокумент7 страницAmpacities of Underground CablessuzanamgОценок пока нет
- Is 398 Part5 1992Документ13 страницIs 398 Part5 1992skc1234Оценок пока нет
- ACSR Conductor SizingДокумент13 страницACSR Conductor SizingraghuvarmaОценок пока нет
- REC Construction Standards: Name of The SpecificationДокумент9 страницREC Construction Standards: Name of The SpecificationJasmin ShethОценок пока нет
- Conductor SpecificationsДокумент3 страницыConductor Specificationsdorababu2007Оценок пока нет
- Covergence of DC Resistance To Ac ResistanceДокумент37 страницCovergence of DC Resistance To Ac ResistanceBiswajit Naik100% (1)
- Capacitive Voltage Transformer - SpecificationДокумент6 страницCapacitive Voltage Transformer - Specificationbalaeee123Оценок пока нет
- DSLP (Control Room) DhamraiДокумент3 страницыDSLP (Control Room) DhamraiarafinОценок пока нет
- CC-SC Current Calculation Moose-ZebraДокумент4 страницыCC-SC Current Calculation Moose-ZebraSomen SarkarОценок пока нет
- GETCO Substation SpecДокумент76 страницGETCO Substation SpecSaraswatapalit100% (1)
- P-192-94 WAPDA SPECIFICATION For 132kV CAPACITOR BANKSДокумент12 страницP-192-94 WAPDA SPECIFICATION For 132kV CAPACITOR BANKSHasnain AwanОценок пока нет
- Technical Specification: Odisha Power Transmission Corporation LimitedДокумент55 страницTechnical Specification: Odisha Power Transmission Corporation LimitedPritam SinghОценок пока нет
- Standard Specification For Transformers and Reactors-FinalДокумент484 страницыStandard Specification For Transformers and Reactors-FinalAkhilesh kumar SrivastavaОценок пока нет
- 4-D03108-0 - Conductor Sizing & BPI Cantilever Strength CalculationДокумент13 страниц4-D03108-0 - Conductor Sizing & BPI Cantilever Strength CalculationunnvishnuОценок пока нет
- Technical Design XLPE 1x2500mm2, 220 KV-rev3Документ10 страницTechnical Design XLPE 1x2500mm2, 220 KV-rev3govindarulОценок пока нет
- HENSEL Price List 2022 April 15 2022 Valid Till 30 06 2022Документ24 страницыHENSEL Price List 2022 April 15 2022 Valid Till 30 06 2022Suresh ThoratОценок пока нет
- 14 +al-59+zebra+equivalent+conductor PDFДокумент17 страниц14 +al-59+zebra+equivalent+conductor PDFSandeep DhingraОценок пока нет
- Technical Specifications Section-Iii 1. Technical Description of ACSR 'SNOWBIRD' Conductor Details of ConductorДокумент18 страницTechnical Specifications Section-Iii 1. Technical Description of ACSR 'SNOWBIRD' Conductor Details of ConductorbinodeОценок пока нет
- Acsr Panther Conductor 10 PDFДокумент14 страницAcsr Panther Conductor 10 PDFSenthil ThanappanОценок пока нет
- 33kv Techni8cal Specification Edited FormatДокумент16 страниц33kv Techni8cal Specification Edited Formatvikas kumarОценок пока нет
- 6 +acsr+zebra+conductorДокумент17 страниц6 +acsr+zebra+conductorBagusIrawanSaputraОценок пока нет
- Acsr Zebra ConductorДокумент17 страницAcsr Zebra ConductorRam Dhani YadavОценок пока нет
- Acsr Panther ConductorДокумент17 страницAcsr Panther ConductorRam Dhani Yadav100% (1)
- Conductor & IPS Tube - SpecificationДокумент9 страницConductor & IPS Tube - Specificationbalaeee123100% (1)
- GTP DrakeДокумент2 страницыGTP DrakeBalasubramanya BarkurОценок пока нет
- Acsr Moose ConductorДокумент17 страницAcsr Moose ConductorRam Dhani Yadav100% (1)
- Conductors For Transmission LinesДокумент8 страницConductors For Transmission Lineshemendragupta50% (4)
- Technical Specification Rabbit ACSR ConductorДокумент5 страницTechnical Specification Rabbit ACSR ConductorRiyasKadappayilОценок пока нет
- 3 - AAAC-Tech. SpecДокумент7 страниц3 - AAAC-Tech. SpecSumit TyagiОценок пока нет
- Technical Specification of 55Sqmm 100Sqmm AAACДокумент14 страницTechnical Specification of 55Sqmm 100Sqmm AAACMurtuzaОценок пока нет
- Oes 25aДокумент6 страницOes 25aBOBОценок пока нет
- Distribution Transformer SpecificationДокумент23 страницыDistribution Transformer Specificationbalaeee123100% (1)
- ACSR Dog Conductor SpecificationДокумент1 страницаACSR Dog Conductor Specificationbalaeee123Оценок пока нет
- EPABX SpecificationДокумент6 страницEPABX Specificationbalaeee123Оценок пока нет
- Fire Fighting SystemДокумент59 страницFire Fighting Systembalaeee123Оценок пока нет
- Conductor & IPS Tube - SpecificationДокумент9 страницConductor & IPS Tube - Specificationbalaeee123100% (1)
- 765 KVДокумент6 страниц765 KVbalaeee123Оценок пока нет
- 2 Details of Earthing For D P Structure ModelДокумент1 страница2 Details of Earthing For D P Structure Modelbalaeee123Оценок пока нет
- Fire Extinguishers SpecificationДокумент9 страницFire Extinguishers Specificationbalaeee123Оценок пока нет
- Distribution Transformer SpecificationДокумент23 страницыDistribution Transformer Specificationbalaeee123100% (1)
- Air Conditioner - Control RoomДокумент2 страницыAir Conditioner - Control Roombalaeee123Оценок пока нет
- HardwaresДокумент10 страницHardwaresbalaeee123Оценок пока нет
- Produced by An Autodesk Educational Product: Sub-Stn - Design Directorate PanchkulaДокумент2 страницыProduced by An Autodesk Educational Product: Sub-Stn - Design Directorate Panchkulabalaeee123Оценок пока нет
- Capacitive Voltage Transformer - SpecificationДокумент6 страницCapacitive Voltage Transformer - Specificationbalaeee123Оценок пока нет
- Visual Monitoring SystemДокумент8 страницVisual Monitoring Systembalaeee123Оценок пока нет
- CRP & SasДокумент93 страницыCRP & Sasbalaeee123Оценок пока нет
- Fire Extinguishers SpecificationДокумент9 страницFire Extinguishers Specificationbalaeee123Оценок пока нет
- Schedule (Datasheet) IsolatorДокумент4 страницыSchedule (Datasheet) Isolatorbalaeee123Оценок пока нет
- 765 KV & 400 KV Isolators - SpecificationДокумент23 страницы765 KV & 400 KV Isolators - Specificationbalaeee123Оценок пока нет
- BDD Redevelopment - EnggДокумент13 страницBDD Redevelopment - Enggbalaeee123Оценок пока нет
- HardwaresДокумент10 страницHardwaresbalaeee123Оценок пока нет
- Current TransformerДокумент21 страницаCurrent Transformerbalaeee123Оценок пока нет
- Prefered Supplier List For Bought Out Items Part IДокумент12 страницPrefered Supplier List For Bought Out Items Part Ibalaeee123Оценок пока нет
- AutotransformerДокумент85 страницAutotransformerbalaeee123Оценок пока нет
- TNTRANSCO - Package List - StatusДокумент1 страницаTNTRANSCO - Package List - Statusbalaeee123Оценок пока нет
- HV Chap1Документ21 страницаHV Chap1sdsamarakkody0% (1)
- EE201 em TheoryДокумент9 страницEE201 em TheoryElakkiya SelvarajОценок пока нет
- Electrical SI Units - International System of UnitsДокумент7 страницElectrical SI Units - International System of UnitsArjunGuptaОценок пока нет
- 01 Location MapДокумент1 страница01 Location Mapbalaeee123Оценок пока нет
- 2010 10 08 IEEE-Egypt Power Quality Presentation 000Документ88 страниц2010 10 08 IEEE-Egypt Power Quality Presentation 000balaeee123100% (1)
- BGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aДокумент44 страницыBGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aGururaj P Kundapur100% (1)
- Everyday Science MCQsДокумент123 страницыEveryday Science MCQsQadirОценок пока нет
- Oxy GraphДокумент2 страницыOxy Graphdavid_physiologyОценок пока нет
- Main Oxidation Number of Common ElementsДокумент2 страницыMain Oxidation Number of Common Elementsvanerie manumbale100% (1)
- Quantum Defect Theory I PDFДокумент14 страницQuantum Defect Theory I PDFana1novi1Оценок пока нет
- ASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricДокумент14 страницASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricSinan Chen100% (1)
- Commissioning and Decommissioning of Installations For Dry Chlorine Gas and LiquidДокумент18 страницCommissioning and Decommissioning of Installations For Dry Chlorine Gas and LiquidKimberly ConleyОценок пока нет
- CHEMISTRY 0620 Learner Guide 2023 - 25Документ50 страницCHEMISTRY 0620 Learner Guide 2023 - 25Varun MangotraОценок пока нет
- Psychromoist User GuideДокумент10 страницPsychromoist User GuidePawan SehrawatОценок пока нет
- Cemi - 321 - Lecture 4 - 2023Документ15 страницCemi - 321 - Lecture 4 - 2023Mare' TaljaardОценок пока нет
- The Coordination Chemistry of Tin Porphyrin ComplexesДокумент21 страницаThe Coordination Chemistry of Tin Porphyrin ComplexesAbbas Washeel SalmanОценок пока нет
- Mid Term Igcse Physics Grade 10 Sem 1 2014 Soal - RevisiДокумент10 страницMid Term Igcse Physics Grade 10 Sem 1 2014 Soal - RevisiJoshuaUntungОценок пока нет
- Rufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringДокумент40 страницRufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringSunil BhosaleОценок пока нет
- Lab 4 - P-NitroacetanilideДокумент5 страницLab 4 - P-Nitroacetanilidechamanyusuff100% (2)
- ENI Industrial OKДокумент8 страницENI Industrial OKTrimegah GlobalPersadaОценок пока нет
- Submitted By: Amritpaul Singh Research Scholar Department of Geology Panjab University ChandigarhДокумент12 страницSubmitted By: Amritpaul Singh Research Scholar Department of Geology Panjab University ChandigarhAmritpaul SinghОценок пока нет
- Astm A529 1975Документ4 страницыAstm A529 1975dharlanuctcomОценок пока нет
- SEMIKRON Material Content Data Sheet SEMITRANS® 2 EN 2019-07-13 Rev-05Документ2 страницыSEMIKRON Material Content Data Sheet SEMITRANS® 2 EN 2019-07-13 Rev-05erode els erodeОценок пока нет
- Advanced Material Modeling in AbaqusДокумент13 страницAdvanced Material Modeling in AbaqusUdhamОценок пока нет
- Curriculam Vitae: - Since Aug 2011 To Till DateДокумент6 страницCurriculam Vitae: - Since Aug 2011 To Till DatechetanmaleОценок пока нет
- CH 2351Документ7 страницCH 2351Shanmuga PriyaОценок пока нет
- Department of Electrical Engineering: MCQ Set 1Документ2 страницыDepartment of Electrical Engineering: MCQ Set 1rahul.sinha4287100% (1)
- GE ES Module4Документ9 страницGE ES Module4EnzuОценок пока нет
- Chemistry Perfect Score Module Form 4 2011 No LogoДокумент96 страницChemistry Perfect Score Module Form 4 2011 No Logohome8008100% (2)
- 2-Way High Vacuum Ball Valves: Manual and Pneumatic ValvesДокумент2 страницы2-Way High Vacuum Ball Valves: Manual and Pneumatic ValvesXavierОценок пока нет
- Food Chemistry: Research ArticleДокумент10 страницFood Chemistry: Research ArticleJohana Marcela AcostaОценок пока нет
- Sources of Heat: Form 1 Science - Unit 7.1: Heat As A Form of EnergyДокумент3 страницыSources of Heat: Form 1 Science - Unit 7.1: Heat As A Form of EnergySuhaila SaniОценок пока нет
- Chemical Resistance of Coatings Used in Light-Water Nuclear Power PlantsДокумент2 страницыChemical Resistance of Coatings Used in Light-Water Nuclear Power PlantsdorsaОценок пока нет
- m3 CalculationДокумент45 страницm3 CalculationHgagselim Selim100% (1)
- SCB252 SyllabusДокумент2 страницыSCB252 SyllabusLouella ArtatesОценок пока нет