Вам также может понравиться
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionОт EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionОценок пока нет
- Internal Bearing CleardssanceДокумент3 страницыInternal Bearing Cleardssancejicki09Оценок пока нет
- Evaluation of Tilting Pad Thrust Bearings PDFДокумент10 страницEvaluation of Tilting Pad Thrust Bearings PDFVILLANUEVA_DANIEL2064Оценок пока нет
- Supervisor role for effective hourly maintenance management work forceДокумент2 страницыSupervisor role for effective hourly maintenance management work forcePedro ViegasОценок пока нет
- Review of Rotor Balancing MethodsДокумент16 страницReview of Rotor Balancing MethodsFallo SusiloОценок пока нет
- Sleeve Bearing Diagnostics R1Документ75 страницSleeve Bearing Diagnostics R1Daniel_Ali_bОценок пока нет
- Resonance - : A Condition Where The Natural Freq. of A Part Matches With Exciting Freq. and Creates Large VibrationsДокумент8 страницResonance - : A Condition Where The Natural Freq. of A Part Matches With Exciting Freq. and Creates Large Vibrationsrashm006ranjanОценок пока нет
- Shaft Vibration EUДокумент24 страницыShaft Vibration EUWildan Harun100% (1)
- CMVA2010 Pump Cavitation PresentationДокумент30 страницCMVA2010 Pump Cavitation PresentationHéctor RiveraОценок пока нет
- Shaft fits and tolerances chart for radial and thrust bearingsДокумент1 страницаShaft fits and tolerances chart for radial and thrust bearingsSahil KumarОценок пока нет
- Classifying Bearings and Selecting the Right TypeДокумент8 страницClassifying Bearings and Selecting the Right TypeMohamed Sadek100% (1)
- STI Field Application Note: Acceleration EnvelopingДокумент2 страницыSTI Field Application Note: Acceleration Envelopingsalkan_rahmanovic810Оценок пока нет
- Oil Examination of A Failed Boiler TubeДокумент14 страницOil Examination of A Failed Boiler Tubekarimov1924Оценок пока нет
- A Case Study of Low Speed Bearing Monitoring in A Paperboard PlantДокумент9 страницA Case Study of Low Speed Bearing Monitoring in A Paperboard PlantPIRATASANTANAОценок пока нет
- Cardan Shaft AlignmentДокумент26 страницCardan Shaft AlignmentconstantinОценок пока нет
- Vibration Product Training: Gearbox TutorialДокумент10 страницVibration Product Training: Gearbox TutorialMuhammad afzalОценок пока нет
- Cracked or Broken Tooth in a Gearbox: Diagnosing High 1X Radial VibrationДокумент2 страницыCracked or Broken Tooth in a Gearbox: Diagnosing High 1X Radial VibrationHURRYSTARОценок пока нет
- EGT001 Roller Bearings Lubrication TrainingДокумент10 страницEGT001 Roller Bearings Lubrication TrainingJom BonhayagОценок пока нет
- Tolerancing Fundamentals for Manufacturing PartsДокумент18 страницTolerancing Fundamentals for Manufacturing PartswissamhijaziОценок пока нет
- Springs: Types of Springs & Applications - Spring Materials - CharacteristicsДокумент15 страницSprings: Types of Springs & Applications - Spring Materials - CharacteristicsSeanRiniFernando100% (1)
- Gitrh Gear VibrationsДокумент5 страницGitrh Gear Vibrationsgullipalli srinivasa raoОценок пока нет
- Textile Belt SplicingДокумент3 страницыTextile Belt SplicingWaris La Joi WakatobiОценок пока нет
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersДокумент17 страницTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluОценок пока нет
- Lubricants Fundamentals IociДокумент84 страницыLubricants Fundamentals IociSrikanth AnchulaОценок пока нет
- 1) Flender StandardsДокумент16 страниц1) Flender Standardsoner erdeveОценок пока нет
- NPD1 Training - PTPL - Smart Modular Gearbox - Apr 2020 PDFДокумент20 страницNPD1 Training - PTPL - Smart Modular Gearbox - Apr 2020 PDFShyam J Vyas0% (1)
- Engine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Документ22 страницыEngine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Kelly EberleОценок пока нет
- Bearing Power PointДокумент57 страницBearing Power Pointkesai100% (1)
- Predictive Maintenance in Paper IndustryДокумент14 страницPredictive Maintenance in Paper IndustryInfiniteUptimeОценок пока нет
- Analysis of Process Fan Failure & Bearing Housing Case - StudyДокумент16 страницAnalysis of Process Fan Failure & Bearing Housing Case - Studytylerdurdane100% (1)
- Understanding proper lubrication from a bearing's perspectiveДокумент22 страницыUnderstanding proper lubrication from a bearing's perspectiveengrsurifОценок пока нет
- Loctite Industrial Gearbox Service ManualДокумент13 страницLoctite Industrial Gearbox Service ManualDumitrescuОценок пока нет
- 3300 XL NSV Proximity Transducer System DatasheetДокумент31 страница3300 XL NSV Proximity Transducer System DatasheetRizwanОценок пока нет
- DALOG BusyBee MKM Viewer ManualДокумент16 страницDALOG BusyBee MKM Viewer ManualGilberto PérezОценок пока нет
- Soft Foot - What It Is and How To Minimize ItДокумент6 страницSoft Foot - What It Is and How To Minimize ItilyasОценок пока нет
- RP BearingsДокумент15 страницRP BearingsVivek RathodОценок пока нет
- Nomenclature of Control SystemДокумент36 страницNomenclature of Control SystemKimberly CarreonОценок пока нет
- Bearing Failure Analysis-V2Документ9 страницBearing Failure Analysis-V2Anonymous omGSHUEQОценок пока нет
- Machinery Alignment: Prepared by WAДокумент23 страницыMachinery Alignment: Prepared by WAmersiumОценок пока нет
- Gates Belt For Fin FanДокумент131 страницаGates Belt For Fin FanJeffry KarundengОценок пока нет
- Nova-PeakVue Rev B2 PDFДокумент2 страницыNova-PeakVue Rev B2 PDFAlejandro José Poveda GuevaraОценок пока нет
- Gear Assembly Maintenance Techniques TurbogearsДокумент12 страницGear Assembly Maintenance Techniques Turbogearshumayun121Оценок пока нет
- PDAP A Guide For ManagersДокумент15 страницPDAP A Guide For ManagersPriyanka JaiswalОценок пока нет
- Coupling TypeДокумент8 страницCoupling Typerajiv_ramachandranОценок пока нет
- Reciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedДокумент22 страницыReciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedPablo Alcayaga Penros100% (3)
- Experiment No.6 Ball MillДокумент5 страницExperiment No.6 Ball MillShubham KumarОценок пока нет
- Basic Iris M Version2.3 PDFДокумент109 страницBasic Iris M Version2.3 PDFMuhammad Fahmi MahmudОценок пока нет
- Vibration Versus Bearing Life HandoutДокумент11 страницVibration Versus Bearing Life Handoutscribdtaker12345Оценок пока нет
- Soft Foot Diagnosis & The Soft Foot WizardДокумент25 страницSoft Foot Diagnosis & The Soft Foot WizardDiego Alejandro100% (1)
- Alignment Shaft Thermal GrowthДокумент6 страницAlignment Shaft Thermal Growthmmcsw6624Оценок пока нет
- Engineering Failure Analysis of a Helicopter GearboxДокумент16 страницEngineering Failure Analysis of a Helicopter GearboxAPIОценок пока нет
- Case Study Tuning Out Difficult Torsional Vibration ProblemДокумент15 страницCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Dynamic BalancingДокумент11 страницDynamic Balancingsantoshlad100% (1)
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreОт EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreОценок пока нет
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerОт EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Understanding Machinery Fits and TolerancesДокумент11 страницUnderstanding Machinery Fits and TolerancesManojkumar ThilagamОценок пока нет
- Positional ToleranceДокумент13 страницPositional Tolerancejmpateiro1985Оценок пока нет
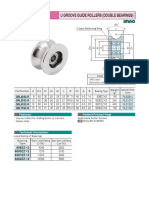
- GRL-S2-R: U Groove Guide Rollers (Double Bearings)Документ1 страницаGRL-S2-R: U Groove Guide Rollers (Double Bearings)karthiblackОценок пока нет
- GEOMETRIC TOLERANCING GUIDEДокумент14 страницGEOMETRIC TOLERANCING GUIDEfamilyumaОценок пока нет
- Calculating Bonus TollДокумент4 страницыCalculating Bonus TollkarthiblackОценок пока нет
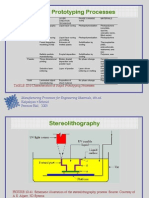
- Rapid Prototyping ProcessДокумент10 страницRapid Prototyping ProcessAzim Isha MudinОценок пока нет
- HEM Calculation PDFДокумент1 страницаHEM Calculation PDFkarthiblackОценок пока нет
- Rapid Prototyping ProcessДокумент10 страницRapid Prototyping ProcessAzim Isha MudinОценок пока нет
- Tolerance Analysis PandeyДокумент24 страницыTolerance Analysis PandeykarthiblackОценок пока нет
- English Tamil VocabularyДокумент36 страницEnglish Tamil VocabularyANBU M100% (1)
- Tolerance Chart Is 919-1963Документ11 страницTolerance Chart Is 919-1963Kausik Ray0% (1)
- Unit - L: List and Explain The Functions of Various Parts of Computer Hardware and SoftwareДокумент50 страницUnit - L: List and Explain The Functions of Various Parts of Computer Hardware and SoftwareMallapuram Sneha RaoОценок пока нет
- VeEX OTN Quick Reference GuideДокумент12 страницVeEX OTN Quick Reference GuideDewan H S SalehinОценок пока нет
- Hargreaves 2007Документ15 страницHargreaves 2007Sam GonçalvesОценок пока нет
- Eng Grammar Book 8Документ77 страницEng Grammar Book 8ЖАНСАЯ Сейдахмет50% (2)
- Report On The Quantitative Techniques in BusinessДокумент10 страницReport On The Quantitative Techniques in BusinessBaron FrancisОценок пока нет
- Virtual Retinal DisplayДокумент17 страницVirtual Retinal Displaysaket_mnОценок пока нет
- Connector Python En.a4Документ98 страницConnector Python En.a4victor carreiraОценок пока нет
- CH 3Документ19 страницCH 3Abhishek GiriОценок пока нет
- Ch01Документ33 страницыCh01sakali aliОценок пока нет
- Jm-10 Operation Manual Rev02 UnlockedДокумент121 страницаJm-10 Operation Manual Rev02 UnlockedAlan Jimenez GonzalezОценок пока нет
- 34a65 PDFДокумент33 страницы34a65 PDFvinu100% (2)
- Cics Class 05Документ18 страницCics Class 05HarithaОценок пока нет
- Digital and Analog SignalsДокумент10 страницDigital and Analog SignalsSrishti GargОценок пока нет
- Formulas For Thermodynamics 1Документ2 страницыFormulas For Thermodynamics 1Stefani Ann CabalzaОценок пока нет
- Acids and Bases NotesДокумент17 страницAcids and Bases NotesNap DoОценок пока нет
- Renormalization Group: Applications in Statistical PhysicsДокумент37 страницRenormalization Group: Applications in Statistical PhysicsJaime Feliciano HernándezОценок пока нет
- 2021 Book AppliedAdvancedAnalyticsДокумент236 страниц2021 Book AppliedAdvancedAnalyticsKitykatmely LoveОценок пока нет
- JasminДокумент125 страницJasminudoraboxОценок пока нет
- Matriculation Chemistry Introduction To Organic Compound Part 1 PDFДокумент24 страницыMatriculation Chemistry Introduction To Organic Compound Part 1 PDFiki292Оценок пока нет
- UMTS Chap6Документ33 страницыUMTS Chap6NguyenDucTaiОценок пока нет
- Linux OS LabДокумент2 страницыLinux OS LabSubaОценок пока нет
- 03 Correcao Exercicios FixacaoДокумент3 страницы03 Correcao Exercicios FixacaoRodrigoОценок пока нет
- Matrix Structural Analysis of BeamsДокумент28 страницMatrix Structural Analysis of BeamsKristine May Maturan0% (1)
- Hazardous Area Hazardous Area ClassificaДокумент106 страницHazardous Area Hazardous Area ClassificaHedi Ben MohamedОценок пока нет
- 006 PVC & CPVC Schedule 80 Fittings, Unions Tank Adapters, Expansion Joints & Saddles PDFДокумент92 страницы006 PVC & CPVC Schedule 80 Fittings, Unions Tank Adapters, Expansion Joints & Saddles PDFnicacio_89507470Оценок пока нет
- Flow Chart SymbolsДокумент7 страницFlow Chart SymbolsAbhishekОценок пока нет
- Design of Weirs and BarragesДокумент42 страницыDesign of Weirs and BarragesDivyaSlp100% (2)
- The I AM 22 Chakra ChartДокумент8 страницThe I AM 22 Chakra ChartMarina G. Giamalidi100% (22)
- Week 10 TelecommunicationsДокумент7 страницWeek 10 TelecommunicationsGuido MartinezОценок пока нет
- MCB and ELCB PDFДокумент35 страницMCB and ELCB PDFChris AntoniouОценок пока нет