Вам также может понравиться
- Proceso de Galvanizado en CalienteДокумент2 страницыProceso de Galvanizado en Calienteestefanicueva100% (4)
- Soldabilidad de los aceros al carbón: Factores clave y consideraciones para la soldaduraДокумент36 страницSoldabilidad de los aceros al carbón: Factores clave y consideraciones para la soldaduraangelОценок пока нет
- Corrosión Por Agrietamiento de Aceros InoxidablesДокумент4 страницыCorrosión Por Agrietamiento de Aceros InoxidablesJesusОценок пока нет
- Curso Revestimiento Duro Recubrimientos Maquinaria PesadaДокумент83 страницыCurso Revestimiento Duro Recubrimientos Maquinaria Pesadaalefeli26100% (1)
- Formas de CorrosionДокумент8 страницFormas de CorrosionManuel OsorioОценок пока нет
- Aceros MartensíticosДокумент3 страницыAceros MartensíticosEduardo SNОценок пока нет
- Microestructura y SolidificaciónДокумент15 страницMicroestructura y SolidificaciónJhonny100% (1)
- LAMINADOS 3b3nДокумент63 страницыLAMINADOS 3b3nluisОценок пока нет
- Normas SAEДокумент23 страницыNormas SAEvictor-kОценок пока нет
- Aws-Aceros Cromo MolibdenoДокумент20 страницAws-Aceros Cromo Molibdenohenry091289Оценок пока нет
- Revestimientos Duros UTPДокумент30 страницRevestimientos Duros UTPgamermal100% (1)
- Corrosion Del Acero de RefuerzoДокумент7 страницCorrosion Del Acero de RefuerzoJunior Jorge Huacho VizcarraОценок пока нет
- Origen de Defectos en Alambron y Otros P PDFДокумент10 страницOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezОценок пока нет
- Aleacion Aluminio ZincДокумент1 страницаAleacion Aluminio ZincKazuhiro SaitoОценок пока нет
- Clasificacion de Los AcerosДокумент10 страницClasificacion de Los AcerosAlvaro GonzalezОценок пока нет
- Definicion de La CorrosionДокумент154 страницыDefinicion de La CorrosionAnonymous ho7sQpMZpkОценок пока нет
- Preparación de Superficies SSPC-SP PDFДокумент6 страницPreparación de Superficies SSPC-SP PDFDarwin_SidneyОценок пока нет
- Corrosion 2020 PDFДокумент33 страницыCorrosion 2020 PDFLuis Vargas AguilarОценок пока нет
- Clasificación de Electrodos para SoldaduraДокумент13 страницClasificación de Electrodos para SoldaduraRodrigo PaezОценок пока нет
- 34 Martes de Calidad 02 - 2012 Sherwin Williams - Control de CalidadДокумент117 страниц34 Martes de Calidad 02 - 2012 Sherwin Williams - Control de CalidadMiguel Angel Aguilar MenaОценок пока нет
- Defectos de FundicionДокумент15 страницDefectos de FundicionGRACIELA QUISPE HUAMANОценок пока нет
- Corrosion y Recubrimientos AlesДокумент49 страницCorrosion y Recubrimientos Alesfvigo4Оценок пока нет
- Corrosion MicrobiologicaДокумент8 страницCorrosion MicrobiologicaowsuarezmОценок пока нет
- Análisis de La Falla Por Corrosión Del Acero Aisi 310Документ14 страницAnálisis de La Falla Por Corrosión Del Acero Aisi 310Anonymous 89JKGeОценок пока нет
- Clases de tratamientos metalúrgicosДокумент8 страницClases de tratamientos metalúrgicostecccОценок пока нет
- Procedimiento Nelweld 6000SP PDFДокумент4 страницыProcedimiento Nelweld 6000SP PDFsergioОценок пока нет
- Tratamientos SuperficialesДокумент8 страницTratamientos SuperficialesYuLio SolerОценок пока нет
- Corrosión IntergranularДокумент12 страницCorrosión IntergranularHelder Daniel Cutire SotoОценок пока нет
- Inhibidores de CorrosiónДокумент3 страницыInhibidores de CorrosiónAnonymous sDyxqY9TEОценок пока нет
- Introduccion SSPC SPДокумент3 страницыIntroduccion SSPC SPLizz EstradaОценок пока нет
- Guía galvanización calienteДокумент54 страницыGuía galvanización calientemetal tuzaro100% (2)
- Limpieza - Decapado - PasivadoДокумент20 страницLimpieza - Decapado - PasivadocasaeanОценок пока нет
- 00-Pernos de AnclajeДокумент6 страниц00-Pernos de AnclajeERIKAОценок пока нет
- Pinturas poliuretano y etil silicato de zinc para protección anticorrosivaДокумент23 страницыPinturas poliuretano y etil silicato de zinc para protección anticorrosivaMilagros MorantesОценок пока нет
- 06 Metalurgia Del AceroДокумент47 страниц06 Metalurgia Del Aceroquerero7Оценок пока нет
- Defectos Laminación Power PointДокумент39 страницDefectos Laminación Power Pointlucia13ib100% (1)
- Influencia de Los Elementos de Aleación en Las Propiedades de Los AcerosДокумент6 страницInfluencia de Los Elementos de Aleación en Las Propiedades de Los AcerosSandraОценок пока нет
- Manual de Fabricacion en TallerДокумент22 страницыManual de Fabricacion en Tallerfelipon1985Оценок пока нет
- 4to Laboratorio de SolidificaciónДокумент27 страниц4to Laboratorio de SolidificaciónJhon AyalaОценок пока нет
- Corrosion Por Picaduras PDFДокумент35 страницCorrosion Por Picaduras PDFJaz Ale JuarezОценок пока нет
- Comportamiento de Acero Al Carbono GalvanizadoДокумент15 страницComportamiento de Acero Al Carbono GalvanizadoLeo RaivoganОценок пока нет
- Introducción A La Soldabilidad de Los AcerosДокумент3 страницыIntroducción A La Soldabilidad de Los AcerosALAAN89Оценок пока нет
- Laminacion de ZincДокумент7 страницLaminacion de Zincfear951Оценок пока нет
- TES Pintura Intumescentes (Tabla) PDFДокумент152 страницыTES Pintura Intumescentes (Tabla) PDFjalburqu8502100% (1)
- Acabado de Acero InoxidableДокумент11 страницAcabado de Acero Inoxidablekasparob25Оценок пока нет
- DOBLADO y Plegado 1 RenzoДокумент19 страницDOBLADO y Plegado 1 RenzoWanderley RodriguezОценок пока нет
- Deformacion Plastica en MetalesДокумент29 страницDeformacion Plastica en MetalesCrystal Woodward100% (1)
- Aceros AleadosДокумент46 страницAceros AleadosLuis AlbertoОценок пока нет
- Ferromanganeso Alto CarbónДокумент5 страницFerromanganeso Alto CarbónGabriela Mendoza Hernández100% (1)
- Electropulido PDFДокумент20 страницElectropulido PDFfranquito14Оценок пока нет
- Soldadura DefinicionДокумент42 страницыSoldadura DefinicionJesus FonsecaОценок пока нет
- Transformaciòn Durante El Calentamiento y Enfriamiento de Un AceroДокумент9 страницTransformaciòn Durante El Calentamiento y Enfriamiento de Un AceroSantiago TiqueОценок пока нет
- Limpieza Del Acero MET SECДокумент12 страницLimpieza Del Acero MET SECAnonymous 60rm4LОценок пока нет
- Modulo I - Soldabilidad de Las Aleaciones de AceroДокумент44 страницыModulo I - Soldabilidad de Las Aleaciones de Aceroluisr_scottОценок пока нет
- Construccion II-cap Vi Acero de Refuerzo (r4)Документ125 страницConstruccion II-cap Vi Acero de Refuerzo (r4)Jean Marcos Cutti HuamaniОценок пока нет
- Nte Inen 672Документ18 страницNte Inen 672Vinicio CrespoОценок пока нет
- Fichas Técncias ATEGДокумент95 страницFichas Técncias ATEGbohista100% (1)
- Moldeo y ColadaДокумент18 страницMoldeo y ColadaJulián EngelbertОценок пока нет
- Recubrimiento Por GalvanizadoДокумент16 страницRecubrimiento Por GalvanizadoEdgar Oswaldo Santoyo Casas100% (2)
- NTC 3320 (1992 Vencida 2014)Документ11 страницNTC 3320 (1992 Vencida 2014)Edwin Alexis Contreras MontenegroОценок пока нет
- 2do Trimesre Del 2015 Ct22015Q2-DlДокумент16 страниц2do Trimesre Del 2015 Ct22015Q2-DlJuan CadenaОценок пока нет
- Válvula tapón balanceada instruccionesДокумент26 страницVálvula tapón balanceada instruccionesJuan CadenaОценок пока нет
- Catalogo PVCДокумент48 страницCatalogo PVCRicardo CardenasОценок пока нет
- Lineamientos Proyectos Agua Potable 2007Документ13 страницLineamientos Proyectos Agua Potable 2007Juan CadenaОценок пока нет
- 2439-1997 Criterios Generales para La Declaracion de La Conformidad Del ProveedorДокумент7 страниц2439-1997 Criterios Generales para La Declaracion de La Conformidad Del ProveedorJuan CadenaОценок пока нет
- Proteccion Catodica en Acero en ConcretoДокумент4 страницыProteccion Catodica en Acero en ConcretoJuan CadenaОценок пока нет
- PT 182Документ88 страницPT 182fhbenavidezОценок пока нет
- 50 Maneras de Querer y Cuidar Tu DineroДокумент27 страниц50 Maneras de Querer y Cuidar Tu DineroJuan CadenaОценок пока нет
- El Concreto y Sus CaracteristicasДокумент3 страницыEl Concreto y Sus CaracteristicasJuan CadenaОценок пока нет
- Normas SSPC PDFДокумент3 страницыNormas SSPC PDFDarwin_SidneyОценок пока нет
- Corientes InducidasДокумент8 страницCorientes InducidasJuan CadenaОценок пока нет
- 758-89 (Estacion Manual de Alarma)Документ17 страниц758-89 (Estacion Manual de Alarma)Juan Manuel CámaraОценок пока нет
- 0566 Alambres de Acero, Metodo de Ensayo de Doblado AlternoДокумент7 страниц0566 Alambres de Acero, Metodo de Ensayo de Doblado AlternoJuan CadenaОценок пока нет
- Covenin 187 2003.unlockedДокумент21 страницаCovenin 187 2003.unlockedaeiou321100% (1)
- Coaching Motivacion LaboralДокумент11 страницCoaching Motivacion LaboralJuan CadenaОценок пока нет
- MC510 Dibujo Mecanico I. Tolerancias GeometricasДокумент12 страницMC510 Dibujo Mecanico I. Tolerancias GeometricasRubensaiD100% (1)
- 0761 Guantes Dielectricos de Goma, RequisitosДокумент16 страниц0761 Guantes Dielectricos de Goma, RequisitosJuan CadenaОценок пока нет
- 0197 - 6 - Seguridad de Los Juguetes Parte 6 - Simbolo Gráfico para El Etiquetado de Advertencia SobreДокумент5 страниц0197 - 6 - Seguridad de Los Juguetes Parte 6 - Simbolo Gráfico para El Etiquetado de Advertencia SobreJuan CadenaОценок пока нет
- Procedimiento de Mantenimiento de Haces TubularesДокумент18 страницProcedimiento de Mantenimiento de Haces TubularesJuan CadenaОценок пока нет
- Acero Barras Con Resalte 0316-2000Документ19 страницAcero Barras Con Resalte 0316-2000juanjosadatОценок пока нет
- 0096 1992Документ8 страниц0096 1992Daniel Marcelo Veliz RicardiОценок пока нет
- 0162 Tubos, Conexiones y Accesorios de Fundicion Gris Sin Campana para La Conduccion de Fluidos AДокумент40 страниц0162 Tubos, Conexiones y Accesorios de Fundicion Gris Sin Campana para La Conduccion de Fluidos AJuan CadenaОценок пока нет
- Normas Venezolana COVENIN 253-1999Документ9 страницNormas Venezolana COVENIN 253-1999Pilar100% (2)
- Anejos EAEДокумент0 страницAnejos EAEToni RenedoОценок пока нет
- Instalaciones Electricas (1) ResidencialesДокумент60 страницInstalaciones Electricas (1) Residencialesmelfer-130393% (42)
- MC510 Dibujo Mecanico I. Tolerancias GeometricasДокумент12 страницMC510 Dibujo Mecanico I. Tolerancias GeometricasRubensaiD100% (1)
- CATALOGO General de Bombas PRINZEДокумент239 страницCATALOGO General de Bombas PRINZEJuan CadenaОценок пока нет
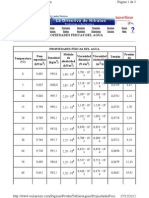
- Propiedade Fisicas Del AguaДокумент3 страницыPropiedade Fisicas Del AguaJuan CadenaОценок пока нет
- Equivalencias de Medidas Usuales Conversion ChartДокумент1 страницаEquivalencias de Medidas Usuales Conversion ChartGordanPešićОценок пока нет
- Catalogo Tecnico Comercial de Tubos PEAD1Документ21 страницаCatalogo Tecnico Comercial de Tubos PEAD1Juan CadenaОценок пока нет
- Diseño y Cálculo de Las Uniones AtornilladasДокумент22 страницыDiseño y Cálculo de Las Uniones AtornilladasLuis Nests HeirdernОценок пока нет
- Aceros Al NíquelДокумент2 страницыAceros Al NíquelDanilo AltamiranoОценок пока нет
- Características de Los Materiales de TuberíasДокумент4 страницыCaracterísticas de Los Materiales de TuberíasMiguelanyelis ZaragozaОценок пока нет
- Tabla de Cuadrillas y Rendimientos para PDFДокумент7 страницTabla de Cuadrillas y Rendimientos para PDFJULIA GUTIERREZ100% (1)
- Novafort PavcoДокумент4 страницыNovafort PavcoamigreyОценок пока нет
- Miserables TeamДокумент54 страницыMiserables TeamManuel Ángel Marcos FernándezОценок пока нет
- Anexo+4 - Medicion+de+espesores+de+tuberias - Final 2Документ1 страницаAnexo+4 - Medicion+de+espesores+de+tuberias - Final 2Jose C. MelendezОценок пока нет
- Proceso de Fabricacion de CementoДокумент66 страницProceso de Fabricacion de CementoJuan Carlos Ramos CentenoОценок пока нет
- Mantenimiento preventivo equipo aceroДокумент6 страницMantenimiento preventivo equipo aceroMarlon AlarconОценок пока нет
- Actividad - Semana - 1 Fundamentos de DiseñoДокумент5 страницActividad - Semana - 1 Fundamentos de DiseñoPaolaPerezОценок пока нет
- Pulidora: ficha técnica y medidas preventivasДокумент5 страницPulidora: ficha técnica y medidas preventivasKarola Andrea ParraОценок пока нет
- Historia y tipos de agujaДокумент4 страницыHistoria y tipos de agujaJuan Manuel Ramos HernándezОценок пока нет
- GUITARRAДокумент68 страницGUITARRAIng Cristopher MendozaОценок пока нет
- Metalurgia Del FeДокумент13 страницMetalurgia Del FeVeronica Yoko MoralesОценок пока нет
- Ventosa trifuncional DN300 PN40Документ1 страницаVentosa trifuncional DN300 PN40adamaso09Оценок пока нет
- Catalogo Aluminium Hardware PDFДокумент211 страницCatalogo Aluminium Hardware PDFAvrilDíazОценок пока нет
- Tipos de Canalizaciones EléctricasДокумент20 страницTipos de Canalizaciones Eléctricaspaul gustavo67% (6)
- Soldadura ElectricaДокумент68 страницSoldadura ElectricaIvanOvich Vladislav Kiev100% (3)
- Infografia CanaceroДокумент1 страницаInfografia CanaceroRafa Maldonado0% (1)
- Metales en la construcción: Propiedades y usos del aceroДокумент15 страницMetales en la construcción: Propiedades y usos del aceroMC marioОценок пока нет
- Escalerasmil CatalogoДокумент77 страницEscalerasmil CatalogojuridocОценок пока нет
- Cierre 09.07Документ4 страницыCierre 09.07Dulce MarquezОценок пока нет
- Doblaje de Alambre en El Laboratorio de OrtodonciaДокумент27 страницDoblaje de Alambre en El Laboratorio de Ortodonciatairasy75% (12)
- Defectos de ForjadoДокумент2 страницыDefectos de ForjadoAlberto PertuzОценок пока нет
- Tubo de Vidrio Medicion de Nivel FRANKOДокумент5 страницTubo de Vidrio Medicion de Nivel FRANKOKirk EllisОценок пока нет
- Informe AceroДокумент53 страницыInforme Acerodhalmas_next79% (14)
- Control 03 Herramiestas Toma DecisionesV1-1Документ2 страницыControl 03 Herramiestas Toma DecisionesV1-1Jesus Shiru Bellido CalsinaОценок пока нет
- Nomenclatura de Química Inorgánica (Sistemática)Документ5 страницNomenclatura de Química Inorgánica (Sistemática)Dimasly LinaresОценок пока нет
- Estructuras de Acero LaminadoДокумент3 страницыEstructuras de Acero LaminadoJudith Zambrano CoelloОценок пока нет
- Mezclas de Gases para SoldarДокумент26 страницMezclas de Gases para SoldarPedro Mendoza100% (1)