Вам также может понравиться
- SKD11, D2, SKH59, M42Документ2 страницыSKD11, D2, SKH59, M42QA LAB ISMОценок пока нет
- MTD4 (4870)Документ2 страницыMTD4 (4870)Muthu KumarОценок пока нет
- Nickel Based ElectrodeДокумент1 страницаNickel Based Electrodewalter091011Оценок пока нет
- Glass Strength and Properties PDFДокумент1 страницаGlass Strength and Properties PDFA.Subin DasОценок пока нет
- Special Metal Korea Co., LTD.: DescriptionДокумент1 страницаSpecial Metal Korea Co., LTD.: DescriptionWelli E SОценок пока нет
- Datasheet For Steel Grades Specialsteel X6Crnimob17-12-2Документ3 страницыDatasheet For Steel Grades Specialsteel X6Crnimob17-12-2axis inspection solutionsОценок пока нет
- DatasheetДокумент1 страницаDatasheetStuxnetОценок пока нет
- B - Boehler NiMo 1-IG - de - en - 5Документ1 страницаB - Boehler NiMo 1-IG - de - en - 5cristian popescuОценок пока нет
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Документ2 страницыProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoОценок пока нет
- 1.3532 16NiCrMo16-5Документ3 страницы1.3532 16NiCrMo16-5RedОценок пока нет
- 1.7734-DatasheetДокумент4 страницы1.7734-DatasheetMax PrzybyllaОценок пока нет
- 38 MN VS6Документ2 страницы38 MN VS6Pramod NautiyalОценок пока нет
- Electrode E8018 DetailsДокумент1 страницаElectrode E8018 DetailskapsarcОценок пока нет
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenДокумент2 страницыProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87Оценок пока нет
- IEC-60228 ReferenceДокумент3 страницыIEC-60228 ReferenceMasudОценок пока нет
- ASTM A540 Grade B24 Tensile ClassДокумент8 страницASTM A540 Grade B24 Tensile ClassJhenny HerediaОценок пока нет
- Avesta 316L-SKRДокумент1 страницаAvesta 316L-SKRIuliu HurducaciОценок пока нет
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Документ3 страницыProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'bagusrindi2801Оценок пока нет
- Hitachi skd61 PDFДокумент12 страницHitachi skd61 PDFHieu Nguyen MinhОценок пока нет
- Low Alloy WiresДокумент10 страницLow Alloy WiresRyan KimОценок пока нет
- 5050 RGB LED DatasheetДокумент13 страниц5050 RGB LED DatasheetPeter ade TeacherОценок пока нет
- Tenacito 70Документ1 страницаTenacito 70Luis Angel Unocc FernandezОценок пока нет
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenДокумент3 страницыProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLОценок пока нет
- 04042016000000A Avesta 2205 Covered ElectrodesДокумент1 страница04042016000000A Avesta 2205 Covered Electrodesmeckup123Оценок пока нет
- Phosphor Bronze CuSn6-PB103 Datasheet PDFДокумент1 страницаPhosphor Bronze CuSn6-PB103 Datasheet PDFRemo StortiniОценок пока нет
- Adamites Teel RollsДокумент2 страницыAdamites Teel Rollsshrikant mishraОценок пока нет
- Brass Wire: Chemical CompositionДокумент4 страницыBrass Wire: Chemical Compositionshiva dОценок пока нет
- Catalog EДокумент315 страницCatalog EUsman HamidОценок пока нет
- X12CrNiMoV12 3Документ3 страницыX12CrNiMoV12 3manjunath k sОценок пока нет
- Steel P235TR2Документ2 страницыSteel P235TR2Moulham ShahinОценок пока нет
- OK Tigrod 316LДокумент1 страницаOK Tigrod 316Laxisd47Оценок пока нет
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesДокумент1 страницаCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile Propertiescorsini999Оценок пока нет
- Al Alloys Chemicals MechanicalsДокумент1 страницаAl Alloys Chemicals MechanicalsFactory FactoryОценок пока нет
- Naval BrassДокумент1 страницаNaval BrassAugusto Gabriel Flores ManzanedaОценок пока нет
- 2.0550 - CW713R (CuZn40Al2)Документ1 страница2.0550 - CW713R (CuZn40Al2)Eminent RishОценок пока нет
- Main Alloys PDFДокумент6 страницMain Alloys PDFMohan RajОценок пока нет
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Документ1 страницаTenalloy 125: LOW ALLOY STEEL (High Strength)satnamОценок пока нет
- Product Data Sheet OK 48.60: E 'Manual Metal-Arc Welding' ESAB-MÓR KFT HungaryДокумент2 страницыProduct Data Sheet OK 48.60: E 'Manual Metal-Arc Welding' ESAB-MÓR KFT HungaryCristina CoceasuОценок пока нет
- 03112015000000B - Boehler FOX NiCr 70 NB - CeДокумент1 страница03112015000000B - Boehler FOX NiCr 70 NB - CeFlori MovОценок пока нет
- Ovako 20NiCrMoS2-2 4548, MoCN 206 M Steel, +AДокумент2 страницыOvako 20NiCrMoS2-2 4548, MoCN 206 M Steel, +Aayoube mecaОценок пока нет
- L1 34454 en B Boehler Aws E6013 Se en v1Документ1 страницаL1 34454 en B Boehler Aws E6013 Se en v1brayanОценок пока нет
- Bohler S EMK 6Документ1 страницаBohler S EMK 6Enaam AtaallahОценок пока нет
- Datasheet Sandvik Saf 2205 en PDFДокумент12 страницDatasheet Sandvik Saf 2205 en PDFYuriy NesterovОценок пока нет
- 4.5.material DescriptionДокумент1 страница4.5.material DescriptionAhmed Hamdy WorkОценок пока нет
- Weld Consumable SelectionДокумент25 страницWeld Consumable SelectionNisarg PandyaОценок пока нет
- Supercito (E 42 5 B 32 h5)Документ1 страницаSupercito (E 42 5 B 32 h5)brunizzaОценок пока нет
- 055 PDFДокумент1 страница055 PDFantonio111aОценок пока нет
- HY-80 SteelДокумент1 страницаHY-80 Steelapurv bhartiОценок пока нет
- CHBHCUYFVSDДокумент1 страницаCHBHCUYFVSDedrОценок пока нет
- Union Er90S-B3: TIG Rod, Low-Alloyed, Creep ResistantДокумент1 страницаUnion Er90S-B3: TIG Rod, Low-Alloyed, Creep ResistantbrayanОценок пока нет
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Документ2 страницыProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'abdulazeez88Оценок пока нет
- TG S50 PDFДокумент1 страницаTG S50 PDFIvan RocoОценок пока нет
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelДокумент2 страницыChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanОценок пока нет
- Roughness Conversion Chart RampinelliДокумент1 страницаRoughness Conversion Chart RampinelliServesh KumarОценок пока нет
- Lab 4Документ4 страницыLab 4Jorge SotoОценок пока нет
- RGB5050LEDДокумент8 страницRGB5050LEDEko SutjiptoОценок пока нет
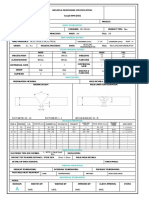
- WPS Creation Sample ISOДокумент1 страницаWPS Creation Sample ISOmusheerОценок пока нет
- TR ISO 15608 Steel Grouping PDFДокумент5 страницTR ISO 15608 Steel Grouping PDFmusheerОценок пока нет
- Sleeve CoatingДокумент30 страницSleeve Coatingmusheer100% (1)
- Welding Parameters Control PipelineДокумент1 страницаWelding Parameters Control PipelinemusheerОценок пока нет
- Iso 15608Документ7 страницIso 15608korhankarakayaОценок пока нет
- Iso 15608Документ7 страницIso 15608korhankarakayaОценок пока нет
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Документ1 страница(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- A Typical Cell For Potentiometric Analysis Consists of A Reference ElectrodeДокумент2 страницыA Typical Cell For Potentiometric Analysis Consists of A Reference ElectrodeMD REFATОценок пока нет
- Engineering Field Manual PDFДокумент195 страницEngineering Field Manual PDFMahmoud Ahmed Ali AbdelrazikОценок пока нет
- B05 e PDFДокумент6 страницB05 e PDFAnonymous PYEzEEVzОценок пока нет
- W - 8-10ab Mole-Mass Problems Wkst-Key and QДокумент4 страницыW - 8-10ab Mole-Mass Problems Wkst-Key and QR RenegadeОценок пока нет
- Chemsheets A2 1025 Reactions of AromaticsДокумент5 страницChemsheets A2 1025 Reactions of AromaticsdodoОценок пока нет
- BIOCELL Product ListДокумент9 страницBIOCELL Product ListBiocell PharmaОценок пока нет
- En8m Steel - Rounds - Hexagons - Bright BarsДокумент1 страницаEn8m Steel - Rounds - Hexagons - Bright BarsGANESHОценок пока нет
- Journal Pre-Proof: Food HydrocolloidsДокумент51 страницаJournal Pre-Proof: Food HydrocolloidsLuis Jaime Perez CordobaОценок пока нет
- Leucophor BMF Liq - e 101147Документ11 страницLeucophor BMF Liq - e 101147titus riadi chandraОценок пока нет
- LSST-2021-14974 Proof HiДокумент21 страницаLSST-2021-14974 Proof HiDharmPalОценок пока нет
- Plumbux MsdsДокумент6 страницPlumbux MsdsNational MetalsОценок пока нет
- Rubber Industries (Handouts)Документ18 страницRubber Industries (Handouts)daabgchi100% (1)
- Grignard Reaction 3Документ15 страницGrignard Reaction 3Hamed IjazОценок пока нет
- 5070 s17 QP 41Документ12 страниц5070 s17 QP 41Waleed Bin AhmadОценок пока нет
- 14am, 14A Aqua-Glo, 14A Redi-Bath, 20B: Product Data SheetДокумент5 страниц14am, 14A Aqua-Glo, 14A Redi-Bath, 20B: Product Data Sheetbachrul ulumОценок пока нет
- Nef ReactionДокумент3 страницыNef ReactionSubhabrata MabhaiОценок пока нет
- Installation of Wooden FloorsДокумент22 страницыInstallation of Wooden FloorsibrahimОценок пока нет
- Metrode 410NiMo B-11Документ4 страницыMetrode 410NiMo B-11Claudia MmsОценок пока нет
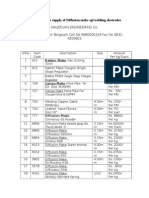
- Diffusion Make Welding ElectrodeДокумент9 страницDiffusion Make Welding ElectrodeSarah FrazierОценок пока нет
- Astm A 572 A 572m 15pdfДокумент4 страницыAstm A 572 A 572m 15pdfKartik DoblekarОценок пока нет
- CaseinДокумент11 страницCaseinsudhuОценок пока нет
- Safety First!: Coin Chemistry and CleaningДокумент13 страницSafety First!: Coin Chemistry and CleaningBiciin MarianОценок пока нет
- Preparation of P-Nitroacetanilide, Hydrolysis of P-Nitroacetanilide, Preparation of P-Nitroaniline (Student's Handout) PDFДокумент8 страницPreparation of P-Nitroacetanilide, Hydrolysis of P-Nitroacetanilide, Preparation of P-Nitroaniline (Student's Handout) PDFNarayan Deshmukh25% (4)
- 1 s2.0 S2307410823000524 MainДокумент4 страницы1 s2.0 S2307410823000524 MainTanti 01Оценок пока нет
- Demo Table of Prediction Methods For Feed Oil and Biodiesel PropertiesДокумент9 страницDemo Table of Prediction Methods For Feed Oil and Biodiesel PropertiesJessicalba LouОценок пока нет
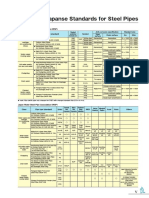
- Steel PipeДокумент1 страницаSteel Pipesafar bahariОценок пока нет
- DP2023 - Area One Handout - Version 2.0Документ3 страницыDP2023 - Area One Handout - Version 2.0spamОценок пока нет
- Answer 1:: (Chapter 1) (Chemical Reactions and Equations)Документ2 страницыAnswer 1:: (Chapter 1) (Chemical Reactions and Equations)apfc epfoОценок пока нет
- Clariant Brochure TexCare Range 2016 EN PDFДокумент7 страницClariant Brochure TexCare Range 2016 EN PDFDirkОценок пока нет
- 2006 levis-RSL PDFДокумент14 страниц2006 levis-RSL PDFAyyappan AKSОценок пока нет