Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 1963 HOUSNER The Dynamic Behaviour of Water TanksДокумент7 страниц1963 HOUSNER The Dynamic Behaviour of Water TanksEugenio DurbanОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 1957 HOUSNER Dynamic Pressures On Accelerated Fluid ContainersДокумент21 страница1957 HOUSNER Dynamic Pressures On Accelerated Fluid ContainersEugenio Durban100% (1)
- Pca Circular Concrete Tanks PDFДокумент32 страницыPca Circular Concrete Tanks PDFEugenio DurbanОценок пока нет
- 1924 OKABE General Theory On Earth Pressure and Seismic Stability of Retaining Wall and Dam ENGLISHДокумент47 страниц1924 OKABE General Theory On Earth Pressure and Seismic Stability of Retaining Wall and Dam ENGLISHEugenio Durban100% (2)
- Lab # 2 Introduction To Steam BoilerДокумент3 страницыLab # 2 Introduction To Steam Boilerjawad100% (2)
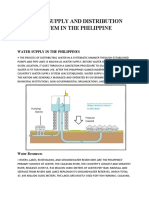
- Water Supply and Distribution System in The PhilippineДокумент5 страницWater Supply and Distribution System in The PhilippineJea May CallejoОценок пока нет
- 1929 MONONOBE On The Determination of Earth Pressure During EartquakesДокумент9 страниц1929 MONONOBE On The Determination of Earth Pressure During EartquakesEugenio DurbanОценок пока нет
- WInS Monitoring Checklist 1Документ3 страницыWInS Monitoring Checklist 1Maria Alpha BersabalОценок пока нет
- Ecology ExamДокумент11 страницEcology ExamLina Michelle Matheson Brual100% (1)
- Types of Surface IrrigationДокумент14 страницTypes of Surface IrrigationshahadОценок пока нет
- Fatigue Tests On Flanged AssembliesДокумент11 страницFatigue Tests On Flanged AssembliesEugenio DurbanОценок пока нет
- Why Branch Connections FailДокумент7 страницWhy Branch Connections FailEugenio DurbanОценок пока нет
- Treatment of Support Friction in Pipe Stress AnalysisДокумент6 страницTreatment of Support Friction in Pipe Stress AnalysisEugenio DurbanОценок пока нет
- 1977 ArticleДокумент29 страниц1977 ArticleEugenio DurbanОценок пока нет
- Condensed Induced WaterhammerДокумент9 страницCondensed Induced WaterhammerEugenio DurbanОценок пока нет
- 1980 KennedyДокумент24 страницы1980 KennedyEugenio DurbanОценок пока нет
- 1997 ArticleДокумент13 страниц1997 ArticleEugenio DurbanОценок пока нет
- Hydronic Systems: Technologically Advanced and Highly EfficientДокумент4 страницыHydronic Systems: Technologically Advanced and Highly EfficientEugenio DurbanОценок пока нет
- FRM DPДокумент2 страницыFRM DPAngelo EndozoОценок пока нет
- Iron in Cereal: Separation of MixturesДокумент2 страницыIron in Cereal: Separation of MixturesliebofreakОценок пока нет
- Steam, Vapor, DensityДокумент2 страницыSteam, Vapor, DensityDhanaji KaleОценок пока нет
- Exercises: Answer 1Документ3 страницыExercises: Answer 1Naresh world SinghОценок пока нет
- A Study On Water Quality of Aami River in GorakhpurДокумент6 страницA Study On Water Quality of Aami River in GorakhpurGJESRОценок пока нет
- Self - Priming Centrifugal Pumps: MotorДокумент2 страницыSelf - Priming Centrifugal Pumps: MotorbheemsinghsainiОценок пока нет
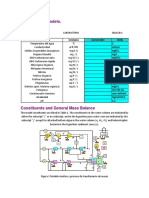
- Datos para El Modelo.: Determinantes UnidadesДокумент8 страницDatos para El Modelo.: Determinantes UnidadesVaNe Arzayus TrujilloОценок пока нет
- Ketangguhan Kota Semarang Dalam Menghadapi Bencana Banjir Pasang Air Laut (Rob)Документ17 страницKetangguhan Kota Semarang Dalam Menghadapi Bencana Banjir Pasang Air Laut (Rob)FandayОценок пока нет
- Plumbing SymbolsДокумент6 страницPlumbing SymbolsFrancisco Jr DelasalaОценок пока нет
- Mobil 600 W Super Cylinder OilДокумент10 страницMobil 600 W Super Cylinder Oilluis carlos Mendoza AriasОценок пока нет
- Technical Specification RECДокумент742 страницыTechnical Specification RECHooghly IPDSОценок пока нет
- Modelling of Chloride PenetrationДокумент26 страницModelling of Chloride PenetrationDamir ZenunovicОценок пока нет
- JCLEPRO - A1 - Emission and Absorption of Greenhouse Gases Generated From MarineДокумент10 страницJCLEPRO - A1 - Emission and Absorption of Greenhouse Gases Generated From MarineDanyelaSoaresОценок пока нет
- Analysis Dr. Hans FerdinandДокумент224 страницыAnalysis Dr. Hans FerdinandCrysvenne Perez BisligОценок пока нет
- Mecha Woreda WASH 3 Years Strategic Plan Translated From AmharicДокумент19 страницMecha Woreda WASH 3 Years Strategic Plan Translated From AmharicAbebaw AzagiОценок пока нет
- Evaluation of ShampoosДокумент3 страницыEvaluation of ShampoosprinceamitОценок пока нет
- Electrostimulatoare Denas MsДокумент43 страницыElectrostimulatoare Denas MsDanOlteanuОценок пока нет
- Policy Forum On ISWM Proceedings - FINALДокумент103 страницыPolicy Forum On ISWM Proceedings - FINALRegg Dela CruzОценок пока нет
- Advanced Hydraulic Structure Presentation On: Spillway ConstructionДокумент24 страницыAdvanced Hydraulic Structure Presentation On: Spillway ConstructionEyasu TafeseОценок пока нет
- HOPE 4 Q4 Module 7 8Документ7 страницHOPE 4 Q4 Module 7 8Cyleeey PlangОценок пока нет
- Erosion Control Plan Legend: Gabion Check Dam: Top of DitchДокумент1 страницаErosion Control Plan Legend: Gabion Check Dam: Top of Ditchshafiullah NaseriОценок пока нет
- Sodium Arsenite, Powder MSDS: Section 1: Chemical Product and Company IdentificationДокумент6 страницSodium Arsenite, Powder MSDS: Section 1: Chemical Product and Company IdentificationNur ChayatiОценок пока нет
- Portofolio Bahasa Inggris: Disusun Oleh: Gigih Satria Pradana Xii Ips 1 0030551620 / 20231339Документ18 страницPortofolio Bahasa Inggris: Disusun Oleh: Gigih Satria Pradana Xii Ips 1 0030551620 / 20231339Hanan Halim AbdullahОценок пока нет
- Polycold Edwards Data Sheet Maxcool 4000HДокумент2 страницыPolycold Edwards Data Sheet Maxcool 4000HadrianioantomaОценок пока нет
- Omala MSDSДокумент4 страницыOmala MSDSmevansmetreelОценок пока нет