Вам также может понравиться
- PSW Signature TemplateДокумент1 страницаPSW Signature TemplateKM MuiОценок пока нет
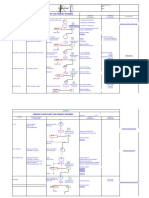
- Process flow chart for primary structural steel fabricationДокумент3 страницыProcess flow chart for primary structural steel fabricationmadhu krishnaОценок пока нет
- 5.2 Process Capability Analysis Rev2AДокумент8 страниц5.2 Process Capability Analysis Rev2APollyОценок пока нет
- Gross Lab FailuresДокумент9 страницGross Lab FailuresNancy LonnrothОценок пока нет
- As-QMS-014 in Process InspectionДокумент8 страницAs-QMS-014 in Process Inspectiondehamanez100% (1)
- Installation Qualification ReportДокумент5 страницInstallation Qualification Reportiyappan i.p.sОценок пока нет
- Quality Control PlanДокумент1 страницаQuality Control PlanScha Affin100% (1)
- Weekly Quality Control ReportДокумент5 страницWeekly Quality Control ReportShagorShagorОценок пока нет
- IOQ of MetrixДокумент36 страницIOQ of Metrixmkm969Оценок пока нет
- FDA Sterile Product Manufacturing GuidelinesДокумент63 страницыFDA Sterile Product Manufacturing GuidelinesSmartishag Bediako100% (2)
- COMP-OPP-01 Procedure For Control and Validation of ProductionДокумент4 страницыCOMP-OPP-01 Procedure For Control and Validation of ProductionISODCC DSPIОценок пока нет
- Example RA For Transport To Regulated MarketsДокумент7 страницExample RA For Transport To Regulated MarketsDoan Chi ThienОценок пока нет
- IP BookДокумент96 страницIP Booknew mediaОценок пока нет
- Quality inspection plan for dyed and printed finished fabricДокумент3 страницыQuality inspection plan for dyed and printed finished fabricITOPS TeamОценок пока нет
- Quality Manual: Foreword From Top ManagementДокумент2 страницыQuality Manual: Foreword From Top ManagementmuthuselvanОценок пока нет
- NE25. Sterilizing Liquid Filtration TR26Документ32 страницыNE25. Sterilizing Liquid Filtration TR26ghostllhОценок пока нет
- 2013 Business Expansion ReportДокумент9 страниц2013 Business Expansion ReportLivewire Printing CompanyОценок пока нет
- Water System Validation ExampleДокумент6 страницWater System Validation ExampleBhuwan SОценок пока нет
- Quality Problem Corrective Action - QPCAДокумент3 страницыQuality Problem Corrective Action - QPCAsateeshkoriОценок пока нет
- Operational Qualification Report For Syringe Assembling Machine Machine Identification Name: - Report NoДокумент3 страницыOperational Qualification Report For Syringe Assembling Machine Machine Identification Name: - Report NoMusyoka UrbanusОценок пока нет
- Hydraulic Vs Mechanical+SnubbersДокумент1 страницаHydraulic Vs Mechanical+SnubbersJordana VeigaОценок пока нет
- 2-4 ProcessValidationДокумент37 страниц2-4 ProcessValidationnikuОценок пока нет
- REVERSE LAMINAR AIR FLOW UNIT SPECIFICATIONSДокумент8 страницREVERSE LAMINAR AIR FLOW UNIT SPECIFICATIONSAndreas StathatosОценок пока нет
- QSP Qad 08Документ2 страницыQSP Qad 08prabha_1Оценок пока нет
- DLTSoul DrinkersДокумент7 страницDLTSoul DrinkersIgnacio Burón García100% (1)
- (CE-PHFH-017) - Transportation Validation Report-1.0Документ23 страницы(CE-PHFH-017) - Transportation Validation Report-1.0Viqar Inamdar100% (1)
- Types of EvidenceДокумент13 страницTypes of EvidenceSteven Jan Sab-itОценок пока нет
- Insulation Resistance TestДокумент7 страницInsulation Resistance Testcarlos vidalОценок пока нет
- Temperature Mapping Study Protocol Procedure PDFДокумент15 страницTemperature Mapping Study Protocol Procedure PDFJhonnnnnnОценок пока нет
- Production QA Process AuditДокумент9 страницProduction QA Process AuditDhananjay Patil100% (1)
- Dictionary of Oil Industry TerminologyДокумент79 страницDictionary of Oil Industry Terminologyniksharris100% (22)
- Validation Protocol TemplateДокумент8 страницValidation Protocol TemplateKerollus KhairyОценок пока нет
- IQ Check List (Inkjet Printer)Документ2 страницыIQ Check List (Inkjet Printer)JR CrusisОценок пока нет
- SOPs-IMT - ssm.04 Return of Medical DevicesДокумент2 страницыSOPs-IMT - ssm.04 Return of Medical DevicesMohyuddin A Maroof100% (1)
- SOP - Complaint & SurveyДокумент5 страницSOP - Complaint & SurveySheila BonusОценок пока нет
- Clinical Evluation GiudenceДокумент20 страницClinical Evluation GiudenceabcОценок пока нет
- Device Master Record Index: Sl. No. Document No. Device Specifications (DS)Документ6 страницDevice Master Record Index: Sl. No. Document No. Device Specifications (DS)normalОценок пока нет
- Reefer Truck Qualification ProtocolДокумент15 страницReefer Truck Qualification ProtocolJewel HernandezОценок пока нет
- Annex A - Evaluation Checklist - 3a EditionДокумент10 страницAnnex A - Evaluation Checklist - 3a EditionEliane CostaОценок пока нет
- CC SopДокумент6 страницCC SopSagar ChavanОценок пока нет
- Understanding ISO 21501-4 Particle Counter CalibrationДокумент4 страницыUnderstanding ISO 21501-4 Particle Counter CalibrationPapaindoОценок пока нет
- Significant Ships 1993Документ101 страницаSignificant Ships 1993Joe TahirОценок пока нет
- Psychotropics India Limited: Area Equipment Equipment Parts Type of Sampling Sample IdДокумент2 страницыPsychotropics India Limited: Area Equipment Equipment Parts Type of Sampling Sample Idmarkandey guptaОценок пока нет
- MF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionДокумент1 страницаMF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionRohit VishwakarmaОценок пока нет
- Schedule M - Good Manufacturing PracticesДокумент6 страницSchedule M - Good Manufacturing PracticesLankalapalli SrinivasОценок пока нет
- Functional/Technicalspecification Beximco Oracle Implementation - Project Batch Register of Paracetamol (OPM-R-003)Документ16 страницFunctional/Technicalspecification Beximco Oracle Implementation - Project Batch Register of Paracetamol (OPM-R-003)Rajiv KhannaОценок пока нет
- MD 010 Design Validation Sop 1 0 110905125013 Phpapp02Документ1 страницаMD 010 Design Validation Sop 1 0 110905125013 Phpapp02Omer ZiaОценок пока нет
- Self Inspection Check List of QC DepartmentДокумент3 страницыSelf Inspection Check List of QC DepartmentQ AОценок пока нет
- Annexure to change control SOP revisionsДокумент4 страницыAnnexure to change control SOP revisionsGlobela2 QCОценок пока нет
- UTM - Packaging Process ValidationДокумент14 страницUTM - Packaging Process Validation김소정Оценок пока нет
- QAF-160 Supplier Quality Survey 3-5-18Документ9 страницQAF-160 Supplier Quality Survey 3-5-18Gábor MonokОценок пока нет
- Change Control Alaxan FR Capsule 2020Документ6 страницChange Control Alaxan FR Capsule 2020Rio FebriansyahОценок пока нет
- Product Development Department: Checksheet For Cleaning of Pms High Speed Mixer GranulatorДокумент1 страницаProduct Development Department: Checksheet For Cleaning of Pms High Speed Mixer Granulatoriloveit52252Оценок пока нет
- Sterille Production AreaДокумент12 страницSterille Production AreaNavdeep ChaudharyОценок пока нет
- Pharmaceutical Product Complaints:: Causes Behind The Market ComplaintsДокумент15 страницPharmaceutical Product Complaints:: Causes Behind The Market ComplaintsKakon AhmedОценок пока нет
- Neptune Orthopaedics Standard Operating Procedure-ProductionДокумент4 страницыNeptune Orthopaedics Standard Operating Procedure-Productiondhir.ankurОценок пока нет
- Yield Investigation ReportДокумент1 страницаYield Investigation ReportNishant ShresthaОценок пока нет
- LSAI SQA Manual FileДокумент39 страницLSAI SQA Manual FileSivakumar LОценок пока нет
- Supplier Quality System Audit Report: Quanta Computer IncДокумент78 страницSupplier Quality System Audit Report: Quanta Computer IncVanessa MansurОценок пока нет
- CPP Supplier Audit ResultДокумент3 страницыCPP Supplier Audit ResultKevin MejiaОценок пока нет
- Range Brochure 2009-Sampling TechnologiesДокумент92 страницыRange Brochure 2009-Sampling Technologiesas_001Оценок пока нет
- Corporate IQA Observation Sheet AuditДокумент2 страницыCorporate IQA Observation Sheet AuditSachin RamdurgОценок пока нет
- # Observations Corrective Actions: Manufacturing ControlsДокумент4 страницы# Observations Corrective Actions: Manufacturing ControlsMasthan GMОценок пока нет
- Qualification Rest Risk Based Approach EvaluationДокумент4 страницыQualification Rest Risk Based Approach EvaluationApoloTrevino100% (1)
- Site Master File SummaryДокумент31 страницаSite Master File SummaryAnonymous cZ0Sn4hxF100% (1)
- VMP Proses Rev.13 2018Документ19 страницVMP Proses Rev.13 2018fajarRS69Оценок пока нет
- User Requirement Specifications: ConfidentialДокумент2 страницыUser Requirement Specifications: ConfidentialadityaОценок пока нет
- Production Validation TemplateДокумент1 страницаProduction Validation TemplatesathyabalaramanОценок пока нет
- SOP DevelopmentДокумент23 страницыSOP DevelopmentboimziiОценок пока нет
- F Deviation Investigation ReportДокумент4 страницыF Deviation Investigation ReportBilal AbbasОценок пока нет
- Master List of DocumentДокумент2 страницыMaster List of Documentmygoo0% (1)
- SUB 00029-B03 v2.0Документ63 страницыSUB 00029-B03 v2.0clauss789hotmailcomОценок пока нет
- Good Distribution Practices A Complete Guide - 2021 EditionОт EverandGood Distribution Practices A Complete Guide - 2021 EditionОценок пока нет
- Installation Qualification and Operation Qualification (IQ/OQ)Документ4 страницыInstallation Qualification and Operation Qualification (IQ/OQ)Kerollus KhairyОценок пока нет
- 5725 RvaДокумент2 страницы5725 RvaKerollus KhairyОценок пока нет
- Regulations Concerning Airborne Particle CountingДокумент82 страницыRegulations Concerning Airborne Particle CountingDonig FermanianОценок пока нет
- GMP Broschuere MW PI Englisch 07-06-2011 5C Kleine DatenДокумент8 страницGMP Broschuere MW PI Englisch 07-06-2011 5C Kleine DatenKerollus KhairyОценок пока нет
- X English QPДокумент29 страницX English QPbadasserytechОценок пока нет
- Pulungmasle High School: Boy Scouts of The Philippines - Pulungmasle High School Chapter Work Plan For S.Y 2018-2019Документ3 страницыPulungmasle High School: Boy Scouts of The Philippines - Pulungmasle High School Chapter Work Plan For S.Y 2018-2019Rd DavidОценок пока нет
- SampleДокумент13 страницSamplemypermatakoe71Оценок пока нет
- Prey (2017) 100%Документ11 страницPrey (2017) 100%Joe AndrewОценок пока нет
- Speech Language Impairment - Eduu 511Документ15 страницSpeech Language Impairment - Eduu 511api-549169454Оценок пока нет
- Exercise 7 - The Avian EggДокумент5 страницExercise 7 - The Avian EggSebastian SmytheОценок пока нет
- Brochure GM IM Roller Mill Antares MDDR MDDT en LowДокумент8 страницBrochure GM IM Roller Mill Antares MDDR MDDT en Lowahmed shomanОценок пока нет
- 3M Water Filtration Products - High Flow Series - HF40 and HF40 - S Performance Data SheetДокумент2 страницы3M Water Filtration Products - High Flow Series - HF40 and HF40 - S Performance Data SheetSergioОценок пока нет
- English 9 - Q2 - M5Документ16 страницEnglish 9 - Q2 - M5myraОценок пока нет
- ResearchДокумент48 страницResearchCai De JesusОценок пока нет
- Present Environment and Sustainable Development - Annual Review Report 2015Документ7 страницPresent Environment and Sustainable Development - Annual Review Report 2015catalinlungeanu758Оценок пока нет
- MATHEMATICS Compulsory Part Paper 1: Question-Answer BookДокумент20 страницMATHEMATICS Compulsory Part Paper 1: Question-Answer Booknicole wongОценок пока нет
- MAG Infinite S 10SC-017XIBДокумент3 страницыMAG Infinite S 10SC-017XIBPedro Garcia DiazОценок пока нет
- Economics and Its NatureДокумент4 страницыEconomics and Its NatureElrey IncisoОценок пока нет
- NASA: 2202main COL Debris Boeing 030121Документ9 страницNASA: 2202main COL Debris Boeing 030121NASAdocumentsОценок пока нет
- 1st Periodic Test - Math 9Документ2 страницы1st Periodic Test - Math 9Anna Rose Godes AntioquiaОценок пока нет
- Number Recognition 1 10 2Документ14 страницNumber Recognition 1 10 2api-450467649Оценок пока нет
- Bursting and Collapsing Pressures of ASTM A312 Stainless Steel PipesДокумент1 страницаBursting and Collapsing Pressures of ASTM A312 Stainless Steel PipesManuKumarMittalОценок пока нет
- Daniel Kipkirong Tarus C.VДокумент19 страницDaniel Kipkirong Tarus C.VPeter Osundwa KitekiОценок пока нет
- Final AnswersДокумент4 страницыFinal AnswersAnshul SinghОценок пока нет
- ED 107 162 Author Morphology. Pub Date Aug 69 Note Austin Edrs Price MF-$O.76 DescriptorsДокумент75 страницED 107 162 Author Morphology. Pub Date Aug 69 Note Austin Edrs Price MF-$O.76 DescriptorsTalha KhanОценок пока нет
- BTech ORB40PT 2014 Study Guide - V3Документ41 страницаBTech ORB40PT 2014 Study Guide - V3Khosi GrootboomОценок пока нет
- Arrester Facts 004a - Externally Gapped ArresterДокумент2 страницыArrester Facts 004a - Externally Gapped ArresterCbdtxd PcbtrОценок пока нет