Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- IStructE CM Exam Course 2020Документ1 страницаIStructE CM Exam Course 2020Senthil NathОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Blaine Ray HandoutДокумент24 страницыBlaine Ray Handoutaquilesanchez100% (1)
- Deloitte Uk Transport Digital AgeДокумент24 страницыDeloitte Uk Transport Digital AgeSenthil NathОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 160 78-m1Документ70 страниц160 78-m1George100% (7)
- A320 Abnormal Notes: Last UpdatedДокумент13 страницA320 Abnormal Notes: Last UpdatedDevdatt SondeОценок пока нет
- Project Report - Performance Anaylysis of Mutual Funds in IndiaДокумент52 страницыProject Report - Performance Anaylysis of Mutual Funds in Indiapankaj100% (1)
- Erroneous Concepts Behind NATMДокумент21 страницаErroneous Concepts Behind NATMLeonardo Octavio Olarte SánchezОценок пока нет
- Kumleben Commission ReportДокумент232 страницыKumleben Commission ReportJulian Rademeyer100% (2)
- Adeco RSДокумент10 страницAdeco RSSenthil NathОценок пока нет
- My Initial Action Research PlanДокумент3 страницыMy Initial Action Research PlanKarl Kristian Embido100% (8)
- Mna-034 CT 07 AДокумент19 страницMna-034 CT 07 ASenthil NathОценок пока нет
- Perfil Clinico de Pacientes Con Trastornos de La Conducta AlimentariaДокумент44 страницыPerfil Clinico de Pacientes Con Trastornos de La Conducta AlimentariaFrida PandoОценок пока нет
- Order Completed Successfully: Invite Your FriendsДокумент1 страницаOrder Completed Successfully: Invite Your FriendsSenthil NathОценок пока нет
- 10 1 1 521 4547 PDFДокумент6 страниц10 1 1 521 4547 PDFSenthil NathОценок пока нет
- Invest in Government-Backed Australian Gold: Perth Mint Gold Asx Code: PmgoldДокумент2 страницыInvest in Government-Backed Australian Gold: Perth Mint Gold Asx Code: PmgoldSenthil NathОценок пока нет
- The Use of Percussive Drilling Techniques To Predict The Physical Properties of Ground Conditions Ahead of Sub-Surface Excavations - MackayДокумент13 страницThe Use of Percussive Drilling Techniques To Predict The Physical Properties of Ground Conditions Ahead of Sub-Surface Excavations - MackaySenthil NathОценок пока нет
- Influence of Excess Pore Pressures On The Stabilit PDFДокумент7 страницInfluence of Excess Pore Pressures On The Stabilit PDFSenthil NathОценок пока нет
- Tests On Slab Track Under HAL 8-10-07Документ52 страницыTests On Slab Track Under HAL 8-10-07Senthil NathОценок пока нет
- Steel SectionsДокумент86 страницSteel SectionsSenthil NathОценок пока нет
- ITA Awards 2018 - Finalists PDFДокумент3 страницыITA Awards 2018 - Finalists PDFSenthil NathОценок пока нет
- Seminar On "Building Control and Geotechnical Building Works"Документ2 страницыSeminar On "Building Control and Geotechnical Building Works"Senthil NathОценок пока нет
- Chortis Tzivakos Kavvadas Full Paper EETC 2014 PDFДокумент10 страницChortis Tzivakos Kavvadas Full Paper EETC 2014 PDFSenthil NathОценок пока нет
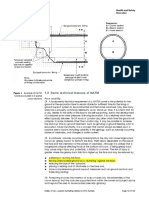
- 1.3 Some Technical Features of NATM: Health and Safety ExecutiveДокумент1 страница1.3 Some Technical Features of NATM: Health and Safety ExecutiveSenthil NathОценок пока нет
- Chortis Tzivakos Kavvadas Full Paper EETC 2014 PDFДокумент10 страницChortis Tzivakos Kavvadas Full Paper EETC 2014 PDFSenthil NathОценок пока нет
- Example - 6.: Author: Dr. István OldalДокумент14 страницExample - 6.: Author: Dr. István OldalSenthil NathОценок пока нет
- Dec 2012Документ89 страницDec 2012Senthil NathОценок пока нет
- Doctoral Thesis Sven MoellerДокумент174 страницыDoctoral Thesis Sven MoellerSenthil NathОценок пока нет
- The X, XXX Ton Prediction: Geoss & Sygeoss Pile CompetitionДокумент2 страницыThe X, XXX Ton Prediction: Geoss & Sygeoss Pile CompetitionSenthil NathОценок пока нет
- Tunnelling Course in WarwickДокумент3 страницыTunnelling Course in WarwickSenthil NathОценок пока нет
- Definition of Engineering MethodДокумент79 страницDefinition of Engineering MethodSenthil NathОценок пока нет
- B - ELSB - Cat - 2020 PDFДокумент850 страницB - ELSB - Cat - 2020 PDFanupamОценок пока нет
- Term Paper Gender RolesДокумент5 страницTerm Paper Gender Rolesea8d1b6n100% (1)
- Exercise Chapter 4 This Is How You Do ItДокумент10 страницExercise Chapter 4 This Is How You Do ItAgustina WidiyantiОценок пока нет
- Gunnar Fischer's Work On Ingmar Bergman's The Seventh Seal and Wild StrawberriesДокумент6 страницGunnar Fischer's Work On Ingmar Bergman's The Seventh Seal and Wild StrawberriesSaso Dimoski100% (1)
- Effect of Social Economic Factors On Profitability of Soya Bean in RwandaДокумент7 страницEffect of Social Economic Factors On Profitability of Soya Bean in RwandaMarjery Fiona ReyesОценок пока нет
- Nur Syamimi - Noor Nasruddin - Presentation - 1002 - 1010 - 1024Документ14 страницNur Syamimi - Noor Nasruddin - Presentation - 1002 - 1010 - 1024abdulhasnalОценок пока нет
- 02 Height and Distance - NIMCET Free Study MatrerialДокумент2 страницы02 Height and Distance - NIMCET Free Study MatrerialIshang VashishthaОценок пока нет
- DFT UploadДокумент13 страницDFT Uploadmeghraj01Оценок пока нет
- IELTS Materials ReadingДокумент9 страницIELTS Materials ReadingßläcklìsètèdTȜè0% (1)
- Installation Manual of FirmwareДокумент6 страницInstallation Manual of FirmwareOmar Stalin Lucio RonОценок пока нет
- Unit 8 Atomic Fluorescence Spectrometry PDFДокумент23 страницыUnit 8 Atomic Fluorescence Spectrometry PDFCh AswadОценок пока нет
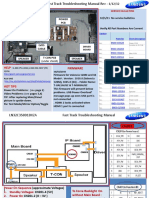
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Документ4 страницыSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonОценок пока нет
- Business English IДокумент8 страницBusiness English ILarbi Ben TamaОценок пока нет
- Arch Plan-Agner Boco (For Blue Print) - p1Документ1 страницаArch Plan-Agner Boco (For Blue Print) - p1Jay CeeОценок пока нет
- ISO StandardsДокумент7 страницISO StandardsHusnain BaigОценок пока нет
- MCQ With AnsДокумент8 страницMCQ With AnsAman KumarОценок пока нет
- Service Instruction Selection of Suitable Operating Fluids For ROTAX Engine Type 916 I (Series), 915 I (Series), 912 I (Series), 912 and 914 (Series)Документ15 страницService Instruction Selection of Suitable Operating Fluids For ROTAX Engine Type 916 I (Series), 915 I (Series), 912 I (Series), 912 and 914 (Series)Martin PilatiОценок пока нет
- Student Exploration: Magnetism (Find Gizmo Icon On Eclass)Документ4 страницыStudent Exploration: Magnetism (Find Gizmo Icon On Eclass)Abdel Majeed Tuffaha0% (1)
- Listening 3b Skills Test 1aДокумент3 страницыListening 3b Skills Test 1aPticaSelicaОценок пока нет
- Sculpture and ArchitectureДокумент9 страницSculpture and ArchitectureIngrid Dianne Luga BernilОценок пока нет
- Budgetary Quote HPE AMD 128cores For DNDSSGДокумент7 страницBudgetary Quote HPE AMD 128cores For DNDSSGglalit kumarОценок пока нет
- Irjet V3i7146 PDFДокумент6 страницIrjet V3i7146 PDFatulnarkhede2002Оценок пока нет
- ESUR Guidelines 10.0 Final VersionДокумент46 страницESUR Guidelines 10.0 Final Versionkon shireОценок пока нет