Вам также может понравиться
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Estructuras metálicas: especificaciones técnicasДокумент26 страницEstructuras metálicas: especificaciones técnicasDavid De La Cruz100% (1)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210От EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Оценок пока нет
- Procedimiento de Fabricación y Montaje de Estructuras MetalicasДокумент10 страницProcedimiento de Fabricación y Montaje de Estructuras MetalicasManhattan Pub Ovalle100% (6)
- Espf Tecnicas - Carpintería MetálicaДокумент5 страницEspf Tecnicas - Carpintería MetálicaEdgar HuayhuaОценок пока нет
- Diseño de Estructuras Metalicas para TechosДокумент11 страницDiseño de Estructuras Metalicas para Techoscarlvig91% (43)
- Estructuras Metalicas y CoberturasДокумент5 страницEstructuras Metalicas y CoberturasVamos PerúОценок пока нет
- Especificaciones técnicas para estructuras metálicas y coberturasДокумент11 страницEspecificaciones técnicas para estructuras metálicas y coberturasToñito SPОценок пока нет
- Muros de Retención Tipos. Diseño Hormigon ArmadoДокумент49 страницMuros de Retención Tipos. Diseño Hormigon ArmadoWilder Hrcic0% (1)
- LMP para Ruidos de La Actividad de La ConstrucciónДокумент18 страницLMP para Ruidos de La Actividad de La ConstrucciónGonzalo Vicenth Huarcaya PortillaОценок пока нет
- Materiales refractarios y su aplicación en la industria siderúrgicaДокумент15 страницMateriales refractarios y su aplicación en la industria siderúrgicaBrayan Sanchez Correa100% (2)
- Especificaciones Tecnicas PuentesДокумент21 страницаEspecificaciones Tecnicas PuentesJose Apaza AsquiОценок пока нет
- Reglamento para La Apertura y Control Sanitario de Plantas Industriales - D.S. 029-65-DGSДокумент27 страницReglamento para La Apertura y Control Sanitario de Plantas Industriales - D.S. 029-65-DGSRicardo Carrasco-FranciaОценок пока нет
- Pliego Estructura Metálica para CubiertaДокумент2 страницыPliego Estructura Metálica para CubiertaDavid Aguilar Berrios100% (1)
- Especificaciones Tecnicas Estructuras Metalicas - DrokasaДокумент5 страницEspecificaciones Tecnicas Estructuras Metalicas - DrokasaAna Quijandria MendozaОценок пока нет
- Ejercicio CostosДокумент3 страницыEjercicio Costosjjherreraduque476650% (2)
- RER: Quiénes pueden integrarlo y quiénes noДокумент26 страницRER: Quiénes pueden integrarlo y quiénes noGerver Taype SilvaОценок пока нет
- Especificaciones Tecnicas Estructuras Metalicas FerreyrosДокумент5 страницEspecificaciones Tecnicas Estructuras Metalicas FerreyrosDavid Borja HuarachiОценок пока нет
- Asme STS-1-2011Документ6 страницAsme STS-1-2011Bryan Jimenes DorantesОценок пока нет
- Ensayos de Laboratorios MTCДокумент60 страницEnsayos de Laboratorios MTCSacul UyoОценок пока нет
- Especificaciones Tecnicas para Las Fabricaciones MetalicasДокумент8 страницEspecificaciones Tecnicas para Las Fabricaciones MetalicasWilfredo Marin AndradeОценок пока нет
- Cerchas MetalicasДокумент5 страницCerchas MetalicasGliden Murphy0% (1)
- Capitulo 7Документ3 страницыCapitulo 7edith_tequiere_1995Оценок пока нет
- 11 Especificaciones Técnicas CM Nº1 D. VegaДокумент23 страницы11 Especificaciones Técnicas CM Nº1 D. VegarenatoОценок пока нет
- ESPECIFICACIONES Tecnicas Estructura Metalica IIДокумент7 страницESPECIFICACIONES Tecnicas Estructura Metalica IIC.A. CastilloОценок пока нет
- CERCHA METÁLICA TIPOДокумент3 страницыCERCHA METÁLICA TIPOcarmen eliana azurin salasОценок пока нет
- Fabricación, Montaje y Control de Calidad - Estructuras Metálicas - Arquitectura Peruana - AmarengoДокумент28 страницFabricación, Montaje y Control de Calidad - Estructuras Metálicas - Arquitectura Peruana - AmarengoRaron1Оценок пока нет
- ESPECIFICACIONES TECNICAS PARA ESTRUCTURAS METALICASДокумент10 страницESPECIFICACIONES TECNICAS PARA ESTRUCTURAS METALICASquiron2014Оценок пока нет
- LARGUEROS METÁLICOS 1C 100x50x15x2 mm.Документ2 страницыLARGUEROS METÁLICOS 1C 100x50x15x2 mm.carmen eliana azurin salasОценок пока нет
- Especificaciones Tecnicas Estructuras - METALICAS - ECOPLAZAДокумент27 страницEspecificaciones Tecnicas Estructuras - METALICAS - ECOPLAZAguidoОценок пока нет
- E.T. Carpinteria MetálicaДокумент19 страницE.T. Carpinteria MetálicaJhony SucasacaОценок пока нет
- Acero de Refuerzo para FundacionesДокумент5 страницAcero de Refuerzo para FundacionesJosue Zelaya NaarОценок пока нет
- Especificaciones Técnicas de Losa El AlamoДокумент70 страницEspecificaciones Técnicas de Losa El AlamoJose Orellana ContrerasОценок пока нет
- Manual de Fabricacion en TallerДокумент22 страницыManual de Fabricacion en Tallerfelipon1985Оценок пока нет
- Item NuevosДокумент5 страницItem NuevosOmarcОценок пока нет
- COTIZARДокумент17 страницCOTIZARgiovanni choqueОценок пока нет
- Especificaciones Tecnicas AceroДокумент5 страницEspecificaciones Tecnicas AceroJose Dueñas Roque100% (2)
- Especificaciones TecnicasДокумент9 страницEspecificaciones TecnicasGonzalo Cazon PizarroОценок пока нет
- GM o Bar 020Документ5 страницGM o Bar 020Ronaldo YujraОценок пока нет
- Especificaciones técnicas de estructuras de concreto y aceroДокумент8 страницEspecificaciones técnicas de estructuras de concreto y acerowilliam Dimas Nieto GarciaОценок пока нет
- 469933472-Procedimiento-de-fabricacion-y-montaje-de-estructuras-metalicasДокумент10 страниц469933472-Procedimiento-de-fabricacion-y-montaje-de-estructuras-metalicascotizacionesОценок пока нет
- Memoria Descriptiva RESIDENCIA FRANKLINДокумент18 страницMemoria Descriptiva RESIDENCIA FRANKLINTeresita CovaОценок пока нет
- Especif Tecnicas BANCO BOLДокумент8 страницEspecif Tecnicas BANCO BOLSteven NavarreteОценок пока нет
- Espec Tecn Losa TateДокумент61 страницаEspec Tecn Losa TateMaria Isabel Guerrero AlvarezОценок пока нет
- Mant Estruct MetalicaДокумент29 страницMant Estruct MetalicaJAVIER SABATINIОценок пока нет
- Barandas Metalicas de Protecion Ext.Документ2 страницыBarandas Metalicas de Protecion Ext.Ronald BalderramaОценок пока нет
- Coberturas metálicas para complejo recreativo JuliДокумент3 страницыCoberturas metálicas para complejo recreativo JuliHenry CariОценок пока нет
- Especificaciones ParticularesДокумент47 страницEspecificaciones ParticularesGUTMOJAОценок пока нет
- 02Документ18 страниц02Brayan Romero calderonОценок пока нет
- Disciplina MecanicaДокумент16 страницDisciplina MecanicaReny RodriguezОценок пока нет
- Malla CiclonicaДокумент7 страницMalla CiclonicaRICARDO ESTRADAОценок пока нет
- Pliego CerchaДокумент2 страницыPliego CerchaDavid Aguilar Berrios100% (1)
- Espcif. Jatumpampa 20-07-07Документ46 страницEspcif. Jatumpampa 20-07-07Clorinda Astete ChuquichaicoОценок пока нет
- 18 0143 00 891282 1 1 Especificaciones TecnicasДокумент21 страница18 0143 00 891282 1 1 Especificaciones TecnicasAnonymous UMYHwl8gL4Оценок пока нет
- Carpinteria MetalicaДокумент3 страницыCarpinteria Metalica2focefav-809100% (1)
- Aisladores de vidrio antinieblaДокумент14 страницAisladores de vidrio antinieblaJose Alberto Jorge JiménezОценок пока нет
- B TDR Instalacion de Grass SinteticoДокумент5 страницB TDR Instalacion de Grass SinteticoStar BethОценок пока нет
- SoldaduraДокумент4 страницыSoldaduraCSilva MariОценок пока нет
- Especificaciones Tecnicas PuentesДокумент21 страницаEspecificaciones Tecnicas PuentesRoberto Roberto LuisОценок пока нет
- Especificaciones TécnicasДокумент22 страницыEspecificaciones TécnicasWendy Curi CaballaОценок пока нет
- Especificaciones Técnicas Estructuras MetálicasДокумент4 страницыEspecificaciones Técnicas Estructuras Metálicasegfernandez21Оценок пока нет
- Et Ue. JardinesДокумент5 страницEt Ue. JardinesRamiro Sanchez ApazaОценок пока нет
- TDR Terminos de Referencia Estructura Calca-1Документ16 страницTDR Terminos de Referencia Estructura Calca-1betox1241850% (1)
- Procedimiento para Realizar Maniobras de Montaje de Estructuras MetálicasДокумент11 страницProcedimiento para Realizar Maniobras de Montaje de Estructuras MetálicasRafae Leonardo Penagos CruzОценок пока нет
- Po - Terr - 04 EnfierraduraДокумент10 страницPo - Terr - 04 EnfierraduraRuben Hipolito Catrileo RojasОценок пока нет
- Eett - Estructuras MetalicasДокумент8 страницEett - Estructuras MetalicasFz LlanosОценок пока нет
- Ec-M-52.00-00 R0Документ8 страницEc-M-52.00-00 R0julia2k1Оценок пока нет
- Tablas Salariales 2019 2020Документ6 страницTablas Salariales 2019 2020Diego MoralesОценок пока нет
- Tablas Salariales 2019 2020Документ6 страницTablas Salariales 2019 2020Diego MoralesОценок пока нет
- Detalles TricalcДокумент245 страницDetalles Tricalcdestrangy6186Оценок пока нет
- Detalles TricalcДокумент245 страницDetalles Tricalcdestrangy6186Оценок пока нет
- Metalcon Manual de DisenoДокумент80 страницMetalcon Manual de DisenoSebastian ArredondoОценок пока нет
- 08-Sistemas de AnclajeДокумент36 страниц08-Sistemas de AnclajeJorge MartinezОценок пока нет
- CS5648 330 612 411 TS 00001Документ48 страницCS5648 330 612 411 TS 00001Gonzalo Vicenth Huarcaya PortillaОценок пока нет
- Hilti AnclajesДокумент8 страницHilti AnclajesVictor Fernando Olate SantibañezОценок пока нет
- Catalogo Epoxine 200Документ60 страницCatalogo Epoxine 200Jorge MartinezОценок пока нет
- Resultados Principales I Estudio El Mercado de Edificaciones en CuscoДокумент20 страницResultados Principales I Estudio El Mercado de Edificaciones en CuscoGonzalo Vicenth Huarcaya PortillaОценок пока нет
- Cap XI I ArriostramientoДокумент18 страницCap XI I ArriostramientoabgasilvaОценок пока нет
- Capitulo 0Документ32 страницыCapitulo 0werfhjuiopzОценок пока нет
- Contaminación AguaДокумент2 страницыContaminación AguaGonzalo Vicenth Huarcaya PortillaОценок пока нет
- EL CLUB ATLÉTICO BOCA JUNIORS Certifica ISO 9001 (Versión 2000)Документ4 страницыEL CLUB ATLÉTICO BOCA JUNIORS Certifica ISO 9001 (Versión 2000)Malita Mal100% (1)
- Fierro Corrugado NTP 341.031 - Grado 60Документ2 страницыFierro Corrugado NTP 341.031 - Grado 60Elhm Anibal100% (1)
- Estabilidad de TaludesДокумент3 страницыEstabilidad de TaludesEdwin Gutierrez EgoavilОценок пока нет
- Clasificacion de SuelosДокумент16 страницClasificacion de SuelosGonzalo Vicenth Huarcaya PortillaОценок пока нет
- Represa Hidroeléctrica InambariДокумент14 страницRepresa Hidroeléctrica InambariGonzalo Vicenth Huarcaya PortillaОценок пока нет
- Practico ImprentaДокумент43 страницыPractico ImprentaLauraGomezОценок пока нет
- Clase 1. Introduccion - Evolucion Del Mecanizado.Документ16 страницClase 1. Introduccion - Evolucion Del Mecanizado.gadaywenОценок пока нет
- Incoterms: Preguntas sobre términos de comercio internacionalДокумент3 страницыIncoterms: Preguntas sobre términos de comercio internacionaldayis leonОценок пока нет
- Informe SotramiДокумент17 страницInforme SotramiAnonymous pECEIZ1Оценок пока нет
- Semana 4y5Документ58 страницSemana 4y5Love ForverОценок пока нет
- Cemento PortlandДокумент32 страницыCemento PortlandAlexis AlmeydaОценок пока нет
- Minado Por ChimeneaДокумент46 страницMinado Por ChimeneaMarcioMrev100% (2)
- 0 Clase Desarrollo de La Industria AlimentariaДокумент14 страниц0 Clase Desarrollo de La Industria AlimentariaJean QcОценок пока нет
- Proyecto Productivo Llacuaripampa SoldaduraДокумент11 страницProyecto Productivo Llacuaripampa SoldaduraMariaDavilaОценок пока нет
- Sistema productivo de conserva de cuyДокумент49 страницSistema productivo de conserva de cuyGedisa Srl IngenierosОценок пока нет
- Informe Preventivo MunicipalДокумент9 страницInforme Preventivo MunicipalDaliaAZОценок пока нет
- Fundicion de Metales - Lab Procesos1Документ3 страницыFundicion de Metales - Lab Procesos1Bryan José Reales AlvarezОценок пока нет
- Costos1 Pizza Steve-3Документ22 страницыCostos1 Pizza Steve-3Jharol Quilo Ortega0% (1)
- Materiales para Construccion de BuquesДокумент14 страницMateriales para Construccion de BuquesAntonio Aviles100% (1)
- Balance de Carga Horno CubiloteДокумент7 страницBalance de Carga Horno CubiloteLilibeth Moran100% (1)
- Proceso de Fabricación Del CementoДокумент2 страницыProceso de Fabricación Del CementoClevert Sanchez RОценок пока нет
- Crucigrama Revolucion Industrial Mas Historiablogs PDFДокумент1 страницаCrucigrama Revolucion Industrial Mas Historiablogs PDFYobani Zambrana VillafuerteОценок пока нет
- Método de GuerchetДокумент8 страницMétodo de GuerchetLuciana Zegarra Mejia0% (1)
- Diagnóstico de envases 2015Документ46 страницDiagnóstico de envases 2015Paula GlavinichОценок пока нет
- Molino martillos diseño análisisДокумент96 страницMolino martillos diseño análisisFrank Miranda Cotrina100% (5)
- Esclavitud en La Industria Del ChocolateДокумент2 страницыEsclavitud en La Industria Del ChocolateSol JerezОценок пока нет
- Alimentos KAN BANДокумент15 страницAlimentos KAN BANJaneth Zorrilla AsenciosОценок пока нет
- Caliad de LechesДокумент138 страницCaliad de Lecheskelvin nuñezОценок пока нет
- Del Artesano A La Produccion en Serie PDFДокумент5 страницDel Artesano A La Produccion en Serie PDFAlexОценок пока нет
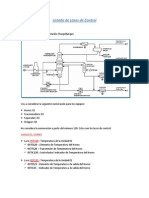
- Listado de Lazos de Control - 4 - Gerardo MariñoДокумент3 страницыListado de Lazos de Control - 4 - Gerardo MariñoGMANUELMОценок пока нет