Вам также может понравиться
- Specification For Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater TubesДокумент6 страницSpecification For Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater TubesMauricio FernándezОценок пока нет
- Specification For Electric-Resistance-Welded Carbon Steel Boiler Superheater Tubes For High-Pressure Service (Withdrawn 1997)Документ2 страницыSpecification For Electric-Resistance-Welded Carbon Steel Boiler Superheater Tubes For High-Pressure Service (Withdrawn 1997)Amin AminiОценок пока нет
- Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesДокумент4 страницыSpecification For Seamless Medium-Carbon Steel Boiler and Superheater TubesMauricio Esteban Fernandez RamirezОценок пока нет
- Asme Section Ii A-2 Sa-451 PDFДокумент6 страницAsme Section Ii A-2 Sa-451 PDFAnonymous GhPzn1xОценок пока нет
- Sa 430Документ6 страницSa 430Widya widyaОценок пока нет
- A 210 Â " A 210M Â " 96 R01 - QTIXMC05NLIWMQДокумент3 страницыA 210 Â " A 210M Â " 96 R01 - QTIXMC05NLIWMQhans ccОценок пока нет
- Sa 369Документ5 страницSa 369ismaelarchilacastilloОценок пока нет
- Asme Sa-192-2021Документ4 страницыAsme Sa-192-2021MargaritaОценок пока нет
- Specification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesДокумент6 страницSpecification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesezequieltoniОценок пока нет
- Astm 210Документ3 страницыAstm 210Isabella RomeroОценок пока нет
- Asme Section Ii A Sa-423 Sa-423m PDFДокумент6 страницAsme Section Ii A Sa-423 Sa-423m PDFdavid perezОценок пока нет
- Sa 105 PDFДокумент10 страницSa 105 PDFkumarОценок пока нет
- Astm A 192 A 192m 2001 PDFДокумент2 страницыAstm A 192 A 192m 2001 PDFSofiaJabadanEspulgarОценок пока нет
- Asme Sa-210-2021Документ5 страницAsme Sa-210-2021MargaritaОценок пока нет
- Compendio Normas de AceroДокумент10 страницCompendio Normas de AceroBIELDELОценок пока нет
- Seamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceДокумент3 страницыSeamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceDarwin DarmawanОценок пока нет
- Sa 226Документ4 страницыSa 226Raju SkОценок пока нет
- Sa 194Документ14 страницSa 194Raju SkОценок пока нет
- Specification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesДокумент6 страницSpecification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesMauricio Esteban Fernandez RamirezОценок пока нет
- Sa213 DatasheetДокумент14 страницSa213 DatasheetPhuong NguyenОценок пока нет
- Astm A500 PDFДокумент5 страницAstm A500 PDFNamtaru Ba'al100% (2)
- ASTM A227 A227M - 06 Steel Spring WireДокумент4 страницыASTM A227 A227M - 06 Steel Spring WireLesley EsparzaОценок пока нет
- Specification For Seamless Carbon Steel Pipe For High-Temperature ServiceДокумент16 страницSpecification For Seamless Carbon Steel Pipe For High-Temperature ServiceMichael ClaphamОценок пока нет
- Sec. II A - SA - 209Документ6 страницSec. II A - SA - 209RamuAlagappanОценок пока нет
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedДокумент4 страницыPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedABINASH SINGHОценок пока нет
- Sa 350Документ12 страницSa 350ismaelarchilacastilloОценок пока нет
- A 500 - 01 Qtuwmc0wmqДокумент5 страницA 500 - 01 Qtuwmc0wmqDung Nguyen ThiОценок пока нет
- ASME Secc II A SA-106 Specification For Seamless Carbon SteeДокумент16 страницASME Secc II A SA-106 Specification For Seamless Carbon SteeEduardo Arrieta100% (1)
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForДокумент3 страницыSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForالGINIRAL FREE FIREОценок пока нет
- ASTM A356 A356M - 07 Steel CastingsДокумент6 страницASTM A356 A356M - 07 Steel CastingsMacario LeyvaОценок пока нет
- Asme 2a - Sa-350 PDFДокумент12 страницAsme 2a - Sa-350 PDFEswaran100% (1)
- A148 14Документ4 страницыA148 14عصام السامرائيОценок пока нет
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesДокумент12 страницSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesHoem ITОценок пока нет
- Astm A554 10Документ6 страницAstm A554 10Lisandro ClaverolОценок пока нет
- A 270 - 02 Qti3mc0wmke - PDFДокумент5 страницA 270 - 02 Qti3mc0wmke - PDFLuis Daniel ContrerasОценок пока нет
- Asme Section Ii A Sa-409 Sa-409m PDFДокумент10 страницAsme Section Ii A Sa-409 Sa-409m PDFdavid perezОценок пока нет
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesДокумент6 страницCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesmameniqОценок пока нет
- Astm 178Документ4 страницыAstm 178JOSEPH REFUERZOОценок пока нет
- Asme Section II A-2 Sa-688 Sa-688mДокумент10 страницAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xОценок пока нет
- A500 PDFДокумент5 страницA500 PDFGuilherme SchenkelОценок пока нет
- Steel Bars, Carbon, Hot-Wrought,. Special Quality, Mechanical PropertiesДокумент3 страницыSteel Bars, Carbon, Hot-Wrought,. Special Quality, Mechanical PropertiesFRANZ RICHARD SARDINAS MALLCOОценок пока нет
- A-213 (2006)Документ12 страницA-213 (2006)Exel RangelОценок пока нет
- Astm F 568M-04Документ9 страницAstm F 568M-04JORGE ARTURO TORIBIO HUERTAОценок пока нет
- Steel Welded Wire Reinforcement, Plain, For ConcreteДокумент6 страницSteel Welded Wire Reinforcement, Plain, For ConcreteAliciaRealesОценок пока нет
- Oxygen-Free Copper in Wrought Forms For Electron DevicesДокумент6 страницOxygen-Free Copper in Wrought Forms For Electron DevicesErick Vargas100% (1)
- Specification For Seamless Cold-Drawn Intermediate Alloy-Steel Heat-Exchanger and Condenser TubesДокумент5 страницSpecification For Seamless Cold-Drawn Intermediate Alloy-Steel Heat-Exchanger and Condenser Tubesmr.aghelОценок пока нет
- A 213 Â " A 213M Â " 03 - QTIXMY0WM0MДокумент13 страницA 213 Â " A 213M Â " 03 - QTIXMY0WM0MhОценок пока нет
- Asme Section Ii A-2 Sa-675 Sa-675mДокумент6 страницAsme Section Ii A-2 Sa-675 Sa-675mdavid perezОценок пока нет
- Steel Welded Wire Reinforcement, Plain, For ConcreteДокумент5 страницSteel Welded Wire Reinforcement, Plain, For ConcreteSamuel PeterОценок пока нет
- Carbon Steel Forgings, For General-Purpose PipingДокумент3 страницыCarbon Steel Forgings, For General-Purpose PipingedwinbadajosОценок пока нет
- Asme Section Ii A-2 Sa-731 Sa-731mДокумент6 страницAsme Section Ii A-2 Sa-731 Sa-731mdavid perezОценок пока нет
- Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesДокумент5 страницSpecification For Seamless Medium-Carbon Steel Boiler and Superheater Tubesmr.aghelОценок пока нет
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesДокумент13 страницSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDevakumarОценок пока нет
- A 1020 - A 1020M - 01 QtewmjatmdeДокумент3 страницыA 1020 - A 1020M - 01 QtewmjatmdeHans AbantoОценок пока нет
- Sa 426Документ6 страницSa 426Widya widyaОценок пока нет
- ASTM-A227 Spring SteelДокумент4 страницыASTM-A227 Spring SteelLalo CastañedaОценок пока нет
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesДокумент5 страницCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesHector CarreraОценок пока нет
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesДокумент6 страницCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapesalucard375Оценок пока нет
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Zapatillas La Sportiva ChileДокумент2 страницыZapatillas La Sportiva ChileMauricio FernándezОценок пока нет
- Diurno1trans PDFДокумент10 страницDiurno1trans PDFMauricio FernándezОценок пока нет
- Astm G 96Документ10 страницAstm G 96Mauricio FernándezОценок пока нет
- Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodДокумент7 страницStandard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodMauricio FernándezОценок пока нет
- Din 2403Документ9 страницDin 2403Mauricio FernándezОценок пока нет
- Asme V Si UnitsДокумент3 страницыAsme V Si UnitsvidhisukhadiyaОценок пока нет
- Specification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesДокумент12 страницSpecification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesMauricio FernándezОценок пока нет
- Specification For Carbon and Alloy Steel Nuts For Bolts For High-Pressure or High-Temperature Service, or BothДокумент18 страницSpecification For Carbon and Alloy Steel Nuts For Bolts For High-Pressure or High-Temperature Service, or BothMauricio FernándezОценок пока нет
- Specification For Pressure Vessel Plates, Alloy Steel, NickelДокумент4 страницыSpecification For Pressure Vessel Plates, Alloy Steel, NickelMauricio FernándezОценок пока нет
- Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumДокумент4 страницыSpecification For Pressure Vessel Plates, Alloy Steel, MolybdenumMauricio FernándezОценок пока нет
- Specification For Carbon and Alloy Steel Nuts For Bolts For High-Pressure or High-Temperature Service, or BothДокумент18 страницSpecification For Carbon and Alloy Steel Nuts For Bolts For High-Pressure or High-Temperature Service, or BothMauricio FernándezОценок пока нет
- Specification For Pressure Vessel Plates, Alloy Steel, Chromium-Manganese-SiliconДокумент4 страницыSpecification For Pressure Vessel Plates, Alloy Steel, Chromium-Manganese-SiliconMauricio FernándezОценок пока нет
- Specification For Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceДокумент4 страницыSpecification For Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceMauricio FernándezОценок пока нет
- Powder Coating Recycling: Reducing Waste & Your Environmental FootprintДокумент3 страницыPowder Coating Recycling: Reducing Waste & Your Environmental FootprintAn TrОценок пока нет
- PT MineralДокумент2 страницыPT MineralFajar Premana PutraОценок пока нет
- Et 0000 0 000 04 750Документ83 страницыEt 0000 0 000 04 750RenatoОценок пока нет
- Conductor and SuperconductorДокумент12 страницConductor and Superconductorankesh_ghoghariОценок пока нет
- Baking Schedule Ex 3Документ2 страницыBaking Schedule Ex 3icepascuОценок пока нет
- Beam Design ReportДокумент22 страницыBeam Design Reportkwoshaba pidsonОценок пока нет
- Cryogenic Transfer Line ChilldownДокумент10 страницCryogenic Transfer Line ChilldownIgnacio ChaparroОценок пока нет
- PROCESS PLANNING FOR CONTROL JOINT PURCHASE ORDERДокумент4 страницыPROCESS PLANNING FOR CONTROL JOINT PURCHASE ORDERVarunn VelОценок пока нет
- Journal of Molecular Liquids: Chandrabhan Verma, Eno E. Ebenso, Indra Bahadur, M.A. QuraishiДокумент14 страницJournal of Molecular Liquids: Chandrabhan Verma, Eno E. Ebenso, Indra Bahadur, M.A. QuraishiterОценок пока нет
- Sika ViscoCrete 4203 NSДокумент2 страницыSika ViscoCrete 4203 NSSantosh Kumar GoudaОценок пока нет
- Allen: Final Jee-Main Examination - February, 2021Документ7 страницAllen: Final Jee-Main Examination - February, 2021Anu GraphicsОценок пока нет
- Astm C-330-04 PDFДокумент4 страницыAstm C-330-04 PDFJAlberto LópezОценок пока нет
- Hot and Cold Metalworking Processes ComparisonДокумент227 страницHot and Cold Metalworking Processes ComparisonHardik ChhabraОценок пока нет
- Panamax Cargo Hold Cleaning Manual Rev00Документ36 страницPanamax Cargo Hold Cleaning Manual Rev00Cenk ÇobanОценок пока нет
- BWC 0202 Safety Data SheetДокумент3 страницыBWC 0202 Safety Data SheetAsadОценок пока нет
- BS 5950 - Worked Example 7Документ9 страницBS 5950 - Worked Example 7libanpires100% (1)
- Synthesis of Fuel From Waste PlasticДокумент63 страницыSynthesis of Fuel From Waste Plasticamirah1999Оценок пока нет
- Plastic FormingДокумент11 страницPlastic FormingAngeloLorenzoSalvadorTamayoОценок пока нет
- Portable Hardness Testing - Principles and ApplicationsДокумент8 страницPortable Hardness Testing - Principles and ApplicationsvrapciudorianОценок пока нет
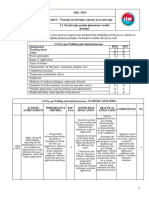
- 2019 - 1.2. Zavarivanje Gasnim Plamenom I Srodni PostupciДокумент25 страниц2019 - 1.2. Zavarivanje Gasnim Plamenom I Srodni PostupciticmaОценок пока нет
- Instrumental 3.2Документ4 страницыInstrumental 3.2deon kumukwayaОценок пока нет
- Pipeline Testing and DisinfectionДокумент10 страницPipeline Testing and DisinfectionWayjantha Sunethra Bandara JayawardhanaОценок пока нет
- Caterpillar 3500c Manual SEBU8101 25Документ146 страницCaterpillar 3500c Manual SEBU8101 25BELKACEMОценок пока нет
- Alcohol, Phenol and Ethers Digital Notes by Bharat PanchalДокумент24 страницыAlcohol, Phenol and Ethers Digital Notes by Bharat Panchalzaid ansari86% (7)
- D 6463 - 99 Rdy0njmДокумент4 страницыD 6463 - 99 Rdy0njmMarceloОценок пока нет
- Lab Report Absorption ColumnДокумент18 страницLab Report Absorption ColumnArina Hazirah100% (1)
- SBA #7 - Inhaled & Exhaled AirДокумент3 страницыSBA #7 - Inhaled & Exhaled AirlucyОценок пока нет
- Geot 2007 57 3 289 PDFДокумент13 страницGeot 2007 57 3 289 PDFDaniel Felipe Ruiz RestrepoОценок пока нет
- Application Ultratrace Ree Icp-Qqq-5994-1785en Us AgilentДокумент5 страницApplication Ultratrace Ree Icp-Qqq-5994-1785en Us AgilentGuillermo Acosta OchoaОценок пока нет
- Synthetic Oils: E-Books Download Weblog: Water Engineering WeblogДокумент11 страницSynthetic Oils: E-Books Download Weblog: Water Engineering WeblogalbertofgvОценок пока нет