Вам также может понравиться
- Advance Injection Mould Split DesignДокумент175 страницAdvance Injection Mould Split DesignAkash SinghОценок пока нет
- Measuring Internal Stress Using Polarised LightДокумент5 страницMeasuring Internal Stress Using Polarised LightSelvaraj BalasundramОценок пока нет
- Iso 2768 1Документ7 страницIso 2768 1Gary Ren100% (2)
- Iso 2768-1: 1989Документ7 страницIso 2768-1: 1989jferreiraОценок пока нет
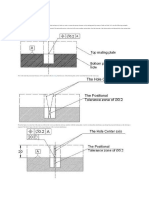
- What Is Projected Tolerance ZoneДокумент2 страницыWhat Is Projected Tolerance ZoneSelvaraj BalasundramОценок пока нет
- Measuring Internal Stress Using Polarised LightДокумент5 страницMeasuring Internal Stress Using Polarised LightSelvaraj BalasundramОценок пока нет
- INTRODUCTION TO THE TRIZ INVENTIVE PROBLEM SOLVING PROCESS - Excellent 1Документ162 страницыINTRODUCTION TO THE TRIZ INVENTIVE PROBLEM SOLVING PROCESS - Excellent 1Selvaraj BalasundramОценок пока нет
- Color in Plastic Parts Part 3Документ3 страницыColor in Plastic Parts Part 3Nitin PatilОценок пока нет
- INTRODUCTION TO THE TRIZ INVENTIVE PROBLEM SOLVING PROCESS - Excellent 1Документ162 страницыINTRODUCTION TO THE TRIZ INVENTIVE PROBLEM SOLVING PROCESS - Excellent 1Selvaraj BalasundramОценок пока нет
- How To Get Better MFI ResultsДокумент5 страницHow To Get Better MFI ResultsSelvaraj BalasundramОценок пока нет
- High Gate - Hot RunnerДокумент2 страницыHigh Gate - Hot RunnerSelvaraj BalasundramОценок пока нет
- CZ - Common ZoneДокумент1 страницаCZ - Common ZoneSelvaraj BalasundramОценок пока нет
- Troubleshooting: Injection Molding Seven Steps Toward Scientific TroubleshootingДокумент5 страницTroubleshooting: Injection Molding Seven Steps Toward Scientific TroubleshootingSelvaraj BalasundramОценок пока нет
- PC materials guide for injection moldingДокумент1 страницаPC materials guide for injection moldingSelvaraj BalasundramОценок пока нет
- IQ, OQ, PQ in Pharma Industry Validate Equipment PerformanceДокумент2 страницыIQ, OQ, PQ in Pharma Industry Validate Equipment PerformanceSelvaraj BalasundramОценок пока нет
- Tool Steel SelectionДокумент11 страницTool Steel SelectionSelvaraj BalasundramОценок пока нет
- 4 Obstacles to Effective Predictive Maintenance ProgramsДокумент3 страницы4 Obstacles to Effective Predictive Maintenance ProgramsSelvaraj BalasundramОценок пока нет
- GD&T Guide Symbols TermsДокумент6 страницGD&T Guide Symbols TermsvasantОценок пока нет
- Implement TPM Successfully for Increased ProductivityДокумент6 страницImplement TPM Successfully for Increased ProductivitySelvaraj BalasundramОценок пока нет
- 8 Steps To Ensure PDM Success - Excellent - Not Taken Yet !!!Документ5 страниц8 Steps To Ensure PDM Success - Excellent - Not Taken Yet !!!Selvaraj BalasundramОценок пока нет
- Statistical Tolerance AnalysisДокумент2 страницыStatistical Tolerance AnalysisSelvaraj BalasundramОценок пока нет
- GD&T Guide Symbols TermsДокумент6 страницGD&T Guide Symbols TermsvasantОценок пока нет
- A Letter On Good and Bad Kaizen Practices - TakenДокумент5 страницA Letter On Good and Bad Kaizen Practices - TakenSelvaraj BalasundramОценок пока нет
- How Nestle Fought Back - Business News Aug 2016Документ9 страницHow Nestle Fought Back - Business News Aug 2016Selvaraj BalasundramОценок пока нет
- Productivity A Better Way From Stratex HubДокумент17 страницProductivity A Better Way From Stratex HubSelvaraj BalasundramОценок пока нет
- How To PERSUADE Your BossДокумент8 страницHow To PERSUADE Your BossSelvaraj BalasundramОценок пока нет
- Conference Call TipsДокумент7 страницConference Call TipsSelvaraj BalasundramОценок пока нет
- 5 Steps To GDT ApplicationДокумент4 страницы5 Steps To GDT ApplicationSelvaraj BalasundramОценок пока нет
- Tutorials - 1st Angle Vs 3rd AngleДокумент6 страницTutorials - 1st Angle Vs 3rd AngleSelvaraj BalasundramОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Xbox Accessories en ZH Ja Ko - CN Si TW HK JP KoДокумент64 страницыXbox Accessories en ZH Ja Ko - CN Si TW HK JP KoM RyuОценок пока нет
- Demo TeachingДокумент22 страницыDemo TeachingCrissy Alison NonОценок пока нет
- Chich The ChickenДокумент23 страницыChich The ChickenSil100% (4)
- Radiant Tube BurnersДокумент18 страницRadiant Tube BurnersRajeshОценок пока нет
- Encrypt and decrypt a file using AESДокумент5 страницEncrypt and decrypt a file using AESShaunak bagadeОценок пока нет
- TG KPWKPДокумент8 страницTG KPWKPDanmar CamilotОценок пока нет
- Endodontic Emergencies GuideДокумент27 страницEndodontic Emergencies GuideJitender Reddy100% (1)
- Theravada BuddhismДокумент21 страницаTheravada BuddhismClarence John G. BelzaОценок пока нет
- Biology 11th Edition Mader Test BankДокумент25 страницBiology 11th Edition Mader Test BankAnthonyWeaveracey100% (44)
- Single-phase half-bridge inverter modes and componentsДокумент18 страницSingle-phase half-bridge inverter modes and components03 Anton P JacksonОценок пока нет
- RRLДокумент4 страницыRRLTiltshifter ViОценок пока нет
- Rules & Guidelines of Elliott WaveДокумент12 страницRules & Guidelines of Elliott WaveNd Reyes100% (2)
- Cytogenectics Reading ListДокумент2 страницыCytogenectics Reading ListHassan GillОценок пока нет
- Provisional List of Institutes1652433727Документ27 страницProvisional List of Institutes1652433727qwerty qwertyОценок пока нет
- Land Equivalent Ratio, Growth, Yield and Yield Components Response of Mono-Cropped vs. Inter-Cropped Common Bean and Maize With and Without Compost ApplicationДокумент10 страницLand Equivalent Ratio, Growth, Yield and Yield Components Response of Mono-Cropped vs. Inter-Cropped Common Bean and Maize With and Without Compost ApplicationsardinetaОценок пока нет
- trac-nghiem-ngu-am-am-vi-hoc-tieng-anh-đã chuyển đổiДокумент18 страницtrac-nghiem-ngu-am-am-vi-hoc-tieng-anh-đã chuyển đổiNguyễn ThiênОценок пока нет
- Delhi Police ResultДокумент26 страницDelhi Police ResultExam Aspirant100% (1)
- Beuys Begleitheft en ScreenДокумент18 страницBeuys Begleitheft en Screensofijawt0% (1)
- Chapter 1-The Indian Contract Act, 1872, Unit 1-Nature of ContractsДокумент10 страницChapter 1-The Indian Contract Act, 1872, Unit 1-Nature of ContractsALANKRIT TRIPATHIОценок пока нет
- Benokraitis, Benokraitis Nijole Vaicaitis - Marriages & Families - Changes, Choices, and Constraints-Pearson (2015)Документ617 страницBenokraitis, Benokraitis Nijole Vaicaitis - Marriages & Families - Changes, Choices, and Constraints-Pearson (2015)colleen100% (1)
- 1.an Overview On Membrane Strategies For Rare Earths Extraction and Separation - 2017Документ36 страниц1.an Overview On Membrane Strategies For Rare Earths Extraction and Separation - 2017Vasile AlexandraОценок пока нет
- 1.9 Bernoulli's Equation: GZ V P GZ V PДокумент1 страница1.9 Bernoulli's Equation: GZ V P GZ V PTruong NguyenОценок пока нет
- EMA Guideline on Calculating Cleaning LimitsДокумент4 страницыEMA Guideline on Calculating Cleaning LimitsshivanagiriОценок пока нет
- ExportДокумент18 страницExportDolon MukherjeeОценок пока нет
- IT Technician CVДокумент3 страницыIT Technician CVRavi KumarОценок пока нет
- PTW QuestionareДокумент63 страницыPTW QuestionareIshtiaq Ahmad100% (2)
- KOREAДокумент124 страницыKOREAchilla himmudОценок пока нет
- Palo Alto Firewall VirtualizationДокумент394 страницыPalo Alto Firewall VirtualizationRyanb378Оценок пока нет
- Liquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyДокумент12 страницLiquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyJosePPMolinaОценок пока нет
- Salt Analysis-Ferric ChlorideДокумент3 страницыSalt Analysis-Ferric ChlorideVandana0% (1)