Вам также может понравиться
- A Case For Bearing Repair - PitStop Article - 10651Документ4 страницыA Case For Bearing Repair - PitStop Article - 10651Emanuel Ciprian CiucurОценок пока нет
- Toshiba bearing greasing intervalsДокумент2 страницыToshiba bearing greasing intervalsWONG TSОценок пока нет
- General Guidelines To Starting An Electric Motor Lube ProgramДокумент2 страницыGeneral Guidelines To Starting An Electric Motor Lube ProgramHenrique Do PradoОценок пока нет
- Accumulators and Coolers For Wind PowerДокумент8 страницAccumulators and Coolers For Wind PowerMiguel Angel LopezОценок пока нет
- Gear Units ForДокумент6 страницGear Units Forryangle07Оценок пока нет
- Six Steps To Successful Repair of GT ComponentsДокумент13 страницSix Steps To Successful Repair of GT ComponentsThanapaet RittirutОценок пока нет
- Selecting The Right Industrial Gear Oil: Lube SelectionДокумент3 страницыSelecting The Right Industrial Gear Oil: Lube SelectionPuchit SpkОценок пока нет
- Bearing ReconditioningДокумент2 страницыBearing ReconditioningashrafmuhОценок пока нет
- EN - Epiroc Parts and Services Portfolio - 04032024 - LRДокумент54 страницыEN - Epiroc Parts and Services Portfolio - 04032024 - LRNathalee MontañezОценок пока нет
- Hard Part Turning Fundamentals PDFДокумент26 страницHard Part Turning Fundamentals PDFPrashant TalnikarОценок пока нет
- Choosing Between "Component" and "Cartridge" Mechanical SealsДокумент3 страницыChoosing Between "Component" and "Cartridge" Mechanical SealsGonzalo VargasОценок пока нет
- Brake Service Success: Acdelco Training Reaches Out To More TechniciansДокумент8 страницBrake Service Success: Acdelco Training Reaches Out To More TechniciansBBNBGHОценок пока нет
- Bearing Maintenance: Management GuideДокумент12 страницBearing Maintenance: Management GuideCương Phạm NgọcОценок пока нет
- Lubricant Application - Grease Volumes and Frequencies - TLT Article - April09Документ7 страницLubricant Application - Grease Volumes and Frequencies - TLT Article - April09Fiananta FauziОценок пока нет
- Bearing RemanufacturingДокумент8 страницBearing RemanufacturingvsarrОценок пока нет
- T1pg39-55 FLUID FILM BEARING DESIGN CONSIDERATIONS PDFДокумент17 страницT1pg39-55 FLUID FILM BEARING DESIGN CONSIDERATIONS PDFGustavo CuatzoОценок пока нет
- Split Seal - Save - Maintenance - Costs - EbookДокумент8 страницSplit Seal - Save - Maintenance - Costs - EbookHazim HazimОценок пока нет
- Trends in Industrial Gear OilДокумент8 страницTrends in Industrial Gear OilM.TayyabОценок пока нет
- Repair Standards For Aero and Industrial Turbine BladesДокумент6 страницRepair Standards For Aero and Industrial Turbine BladesStanislav Work accountОценок пока нет
- Lubricant Application: Grease Volumes and FrequenciesДокумент7 страницLubricant Application: Grease Volumes and FrequenciesAmjedОценок пока нет
- Bearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135Документ16 страницBearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135oliveira1305Оценок пока нет
- Extending The Life of Pumps and Fans: Life Cycle Cost & Energy e CiencyДокумент2 страницыExtending The Life of Pumps and Fans: Life Cycle Cost & Energy e Ciencycahyo affandi100% (1)
- High Speed Journal and Thrust Bearing Design: B. S. HerbageДокумент6 страницHigh Speed Journal and Thrust Bearing Design: B. S. Herbagemanjunath k sОценок пока нет
- 3196 I FRAME BulletinДокумент24 страницы3196 I FRAME BulletinGILBERTO YOSHIDAОценок пока нет
- SANY RSC45 Container Reach Stacker Maintenance Manual - CompressДокумент29 страницSANY RSC45 Container Reach Stacker Maintenance Manual - CompressNoe Voeteran BKD100% (1)
- SANY RSC45 Container Reach Stacker Maintenance Manual PDFДокумент29 страницSANY RSC45 Container Reach Stacker Maintenance Manual PDFejaz100% (6)
- Reduce Costs and Strengthen Performance With Timken Bearing Repair BrochureДокумент8 страницReduce Costs and Strengthen Performance With Timken Bearing Repair BrochureEmanuel Ciprian CiucurОценок пока нет
- T1pg56-61 HIGH SPEED JOURNAL AND THRUST BEARING DESIGN PDFДокумент6 страницT1pg56-61 HIGH SPEED JOURNAL AND THRUST BEARING DESIGN PDFGustavo CuatzoОценок пока нет
- Corrective Maintenance and RetrofitДокумент18 страницCorrective Maintenance and Retrofitusa30273Оценок пока нет
- Hydre-MAC Key Selling PointsДокумент1 страницаHydre-MAC Key Selling PointsYair Alexis Muñoz RojasОценок пока нет
- Speciality Lubricants For The Railway Industry B090000102 PDFДокумент11 страницSpeciality Lubricants For The Railway Industry B090000102 PDFJavier Alejandro Muralles ReyesОценок пока нет
- Full-Flow Debris Monitoring in Gas Turbine Engines: T. TauberДокумент6 страницFull-Flow Debris Monitoring in Gas Turbine Engines: T. TauberAhmadОценок пока нет
- 6.3.5 Surface Condition and Tolerance (See Also: Chapter 9)Документ21 страница6.3.5 Surface Condition and Tolerance (See Also: Chapter 9)umairОценок пока нет
- Spe 165305 MsДокумент10 страницSpe 165305 MsKacha SmitОценок пока нет
- Mobilgear 600 XP: The Industr y Requirement For Wear ProtectionДокумент2 страницыMobilgear 600 XP: The Industr y Requirement For Wear ProtectionprateekОценок пока нет
- W-Seat Brochure A4-FormatДокумент3 страницыW-Seat Brochure A4-FormatDiptendu ParamanickОценок пока нет
- EL CICLO DE LA VIDA DE LOS RODAMIENTOS SKF - Ayude A Sus Rodamientos A Alcanzar Su Vidaútil MáximaДокумент22 страницыEL CICLO DE LA VIDA DE LOS RODAMIENTOS SKF - Ayude A Sus Rodamientos A Alcanzar Su Vidaútil Máximaisidoro salas aguirreОценок пока нет
- Axial AngularДокумент9 страницAxial AngularAlejandroInostrozaОценок пока нет
- Improvisations in Investment Casting Process Using Economical AutomationДокумент5 страницImprovisations in Investment Casting Process Using Economical AutomationPavitra ShahОценок пока нет
- Design Out Maintenance (DOM)Документ20 страницDesign Out Maintenance (DOM)DОценок пока нет
- Oil Sampling Analysis Maximizes Construction & Mining Machine UptimeДокумент2 страницыOil Sampling Analysis Maximizes Construction & Mining Machine UptimeManu SОценок пока нет
- Standard Motor Catalog PDFДокумент211 страницStandard Motor Catalog PDFcesarvalenciaperdomoОценок пока нет
- Standard Motor CatalogДокумент211 страницStandard Motor CatalogBurak GülenОценок пока нет
- 4-Step Authentication Guide To Fender Systems PDFДокумент10 страниц4-Step Authentication Guide To Fender Systems PDFkaraflassОценок пока нет
- EagleBurgmann - CTXPBE - E2 - Cartex Cartridge Seals - 19.09.2016Документ8 страницEagleBurgmann - CTXPBE - E2 - Cartex Cartridge Seals - 19.09.2016vicОценок пока нет
- 3196 I Frame Bulletin PDFДокумент20 страниц3196 I Frame Bulletin PDFjhonny barrantesОценок пока нет
- GC6000-2-4 Selection of Bearing SizeДокумент5 страницGC6000-2-4 Selection of Bearing SizeFrancisco AlessandriОценок пока нет
- Velix en WebДокумент9 страницVelix en WebFranciscoОценок пока нет
- Mccaughey Mach Lube 1206Документ3 страницыMccaughey Mach Lube 1206hidrastar123Оценок пока нет
- A9500 enДокумент22 страницыA9500 enArouka OmarОценок пока нет
- Bearing Failure AnalysisДокумент26 страницBearing Failure AnalysisengrsurifОценок пока нет
- 2 EN - Remanufacturing BrochureДокумент8 страниц2 EN - Remanufacturing BrochureShabanali OmraniОценок пока нет
- BEST PRACTICES: Using oil analysis data to make lubricant upgradesДокумент3 страницыBEST PRACTICES: Using oil analysis data to make lubricant upgradesahmed mohamedОценок пока нет
- Goulds 3196 i-FRAME: ANSI Process Pump With i-ALERT Patented Intelligent MonitoringДокумент24 страницыGoulds 3196 i-FRAME: ANSI Process Pump With i-ALERT Patented Intelligent MonitoringJefferson David VilladaОценок пока нет
- Gearbox 101 EbookДокумент20 страницGearbox 101 EbookBubai111Оценок пока нет
- High-Speed Balancing: Sulzer Turbo ServicesДокумент5 страницHigh-Speed Balancing: Sulzer Turbo ServicesDhi AdhiОценок пока нет
- Lubrication ProblemsДокумент5 страницLubrication ProblemsAriel DimacaliОценок пока нет
- How To Choose Your GreaseДокумент15 страницHow To Choose Your Greasedhavit wijayantoОценок пока нет
- Design and Fabrication of A CNC Router Machine For Wood EngravingДокумент7 страницDesign and Fabrication of A CNC Router Machine For Wood EngravingHaitham Mohammad0% (1)
- Konecranes Brochure Smart Features en 2015Документ8 страницKonecranes Brochure Smart Features en 2015AaagamОценок пока нет
- Resume Sample FormatДокумент1 страницаResume Sample FormatT Cel MrmgОценок пока нет
- Ieee Ieee 1996 National Aerospace and Electronics Conference Naecon 1996 58815814b3991Документ6 страницIeee Ieee 1996 National Aerospace and Electronics Conference Naecon 1996 58815814b3991Haitham MohammadОценок пока нет
- DED Electronic Display - Control Platform for Eletronic SystemsДокумент2 страницыDED Electronic Display - Control Platform for Eletronic SystemsHaitham MohammadОценок пока нет
- Resume Sample FormatДокумент1 страницаResume Sample FormatT Cel MrmgОценок пока нет
- CC UkraineДокумент2 страницыCC UkraineHaitham MohammadОценок пока нет
- 14000Документ85 страниц14000Haitham MohammadОценок пока нет
- XMLB010A2S11: Product Data SheetДокумент2 страницыXMLB010A2S11: Product Data SheetHaitham MohammadОценок пока нет
- Turcite Sheet TrueslideДокумент5 страницTurcite Sheet TrueslideHaitham MohammadОценок пока нет
- Conquest Lathe Manual PDFДокумент47 страницConquest Lathe Manual PDFHaitham Mohammad100% (1)
- Sheet Met Working 1Документ61 страницаSheet Met Working 1dineshsirasatОценок пока нет
- Appendix A - Why Bearings FailДокумент9 страницAppendix A - Why Bearings FailHaitham MohammadОценок пока нет
- Maintenance of Machine Tools: Dr.K.ElangovanДокумент15 страницMaintenance of Machine Tools: Dr.K.ElangovanHaitham MohammadОценок пока нет
- 221 33Документ17 страниц221 33Haitham MohammadОценок пока нет
- XMLB010A2S11: Product Data SheetДокумент2 страницыXMLB010A2S11: Product Data SheetHaitham MohammadОценок пока нет
- Curso Peakvue Emerson CSI2130Документ19 страницCurso Peakvue Emerson CSI2130luisrosav100% (1)
- Curso Peakvue Emerson CSI2130Документ19 страницCurso Peakvue Emerson CSI2130luisrosav100% (1)
- Automatic Fire Fighting T 1-2015Документ1 страницаAutomatic Fire Fighting T 1-2015Haitham MohammadОценок пока нет
- Vibration Diagnostics ChartДокумент49 страницVibration Diagnostics ChartHaitham MohammadОценок пока нет
- Turcite Sheet TrueslideДокумент5 страницTurcite Sheet TrueslideHaitham MohammadОценок пока нет
- 6.4 - Sprinklers For Concealed Spaces and Raised Floors PDFДокумент1 страница6.4 - Sprinklers For Concealed Spaces and Raised Floors PDFHaitham MohammadОценок пока нет
- Mechanical 22Документ2 страницыMechanical 22Md NazreenОценок пока нет
- Overhaul-A Lathe PDFДокумент6 страницOverhaul-A Lathe PDFHaitham MohammadОценок пока нет
- DelugeДокумент12 страницDelugeHaitham MohammadОценок пока нет
- Hyd Calc of in Rack Sprinklers Handout PDFДокумент9 страницHyd Calc of in Rack Sprinklers Handout PDFHaitham MohammadОценок пока нет
- Automatic Fire Fighting T 1-2015Документ4 страницыAutomatic Fire Fighting T 1-2015Haitham MohammadОценок пока нет
- Model F1FR Model F1FR Re Cessed Quick Re Sponse Sprin KlersДокумент4 страницыModel F1FR Model F1FR Re Cessed Quick Re Sponse Sprin KlersHaitham MohammadОценок пока нет
- Sprinkler ProfessionalДокумент2 страницыSprinkler ProfessionalHaitham MohammadОценок пока нет
- HydraulicДокумент380 страницHydraulicAhmad Mubarok80% (5)
- Accomplishment Report (Ojt)Документ4 страницыAccomplishment Report (Ojt)Ashley ZuniegaОценок пока нет
- FEVISA Cast Ball ValvesДокумент106 страницFEVISA Cast Ball ValvesVictor Hugo BarzolaОценок пока нет
- P-014 Filter MinderДокумент3 страницыP-014 Filter MinderCarlos MontalvoОценок пока нет
- Duct Velocity AshraeДокумент1 страницаDuct Velocity Ashraekdpmansi100% (5)
- Perkins 2306a PDFДокумент2 страницыPerkins 2306a PDFAbdulRehmanОценок пока нет
- HIMOINSA Manual CEM 6 PRO Monitoring and ControlДокумент83 страницыHIMOINSA Manual CEM 6 PRO Monitoring and ControlLuis Jesus88% (8)
- Parking Brake - Test: Testing and AdjustingДокумент3 страницыParking Brake - Test: Testing and AdjustingRajan MullappillyОценок пока нет
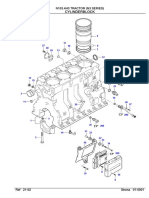
- Cylinderblock: N103.4H3 Tractor (N3 Series)Документ2 страницыCylinderblock: N103.4H3 Tractor (N3 Series)Patrick LandinОценок пока нет
- ARM277 E PartsДокумент63 страницыARM277 E PartsnickypanzeОценок пока нет
- Inadvertent Energization Generator Protection IEEEДокумент1 страницаInadvertent Energization Generator Protection IEEEFirmanJohannesMaruliTuaSimanullangОценок пока нет
- RC60 Ponts Service PDFДокумент80 страницRC60 Ponts Service PDFmohamedОценок пока нет
- Is 1855-1977 Specification For Stranded Steel Wire Ropes For Winding and Man-Ridiing Haulages in MinesДокумент12 страницIs 1855-1977 Specification For Stranded Steel Wire Ropes For Winding and Man-Ridiing Haulages in MinesDeepjyoti DasОценок пока нет
- Shop Manual: DX140W-5 / DX160W-5Документ21 страницаShop Manual: DX140W-5 / DX160W-5Manuals CE & Ag67% (3)
- TP of AutomobileДокумент20 страницTP of AutomobileHicham Salahdine100% (1)
- View Fusibles y Reles Motor SmaxДокумент2 страницыView Fusibles y Reles Motor SmaxruitxoОценок пока нет
- 2008 ARCTIC CAT 366 Service Repair Manual PDFДокумент40 страниц2008 ARCTIC CAT 366 Service Repair Manual PDFfuksekfmmd100% (1)
- Inv2 - 2021 - 11 - 23 00 - 56 - 24Документ1 страницаInv2 - 2021 - 11 - 23 00 - 56 - 24MayangОценок пока нет
- Suzuki APV Service ManualДокумент7 страницSuzuki APV Service ManualdhgdfgОценок пока нет
- Bomba ZieglerДокумент66 страницBomba Zieglermare100% (1)
- Problem Set-Turbines and PumpsДокумент3 страницыProblem Set-Turbines and PumpsBob MarleyОценок пока нет
- Thrust Bearing CatalogДокумент138 страницThrust Bearing CatalogAlvaroОценок пока нет
- Op PDFДокумент247 страницOp PDFNitesh Kumar SoniОценок пока нет
- Annex 04 - EДокумент11 страницAnnex 04 - ENQTОценок пока нет
- 6ILS-MUK - Juli 11 - ENДокумент63 страницы6ILS-MUK - Juli 11 - ENGerald0% (1)
- Sample QuestionsДокумент4 страницыSample QuestionsdubstepoОценок пока нет
- D11RДокумент24 страницыD11RRicardo Contreras B100% (1)
- Fundamentals of Electric Drives AssignmentДокумент1 страницаFundamentals of Electric Drives AssignmentPraveen Kumar pkОценок пока нет
- 02 Knuckle JointДокумент24 страницы02 Knuckle JointTeaching ClubОценок пока нет
- Spare Parts Catalog: 6 WG 210 Material Number: 4657.056.136 Current Date: 28.01.2019Документ80 страницSpare Parts Catalog: 6 WG 210 Material Number: 4657.056.136 Current Date: 28.01.2019Костя ДолинськийОценок пока нет