Вам также может понравиться
- Water Systems Report - Part3Документ14 страницWater Systems Report - Part3alang_businessОценок пока нет
- Ghaneeizad (2013)Документ25 страницGhaneeizad (2013)alang_businessОценок пока нет
- Safety Data Sheet: Magnafloc LT25Документ9 страницSafety Data Sheet: Magnafloc LT25alang_businessОценок пока нет
- Water Systems Report - Part5Документ14 страницWater Systems Report - Part5alang_businessОценок пока нет
- Water Systems Report - Part1Документ14 страницWater Systems Report - Part1alang_businessОценок пока нет
- Biosand Filter Manual: Design, Construction, Installation, Operation and MaintenanceДокумент94 страницыBiosand Filter Manual: Design, Construction, Installation, Operation and Maintenancealang_businessОценок пока нет
- Mixing Science and Practice A Reflective View FinalДокумент62 страницыMixing Science and Practice A Reflective View Finalalang_businessОценок пока нет
- Experimental and numerical analysis of horizontal jet flocculatorsДокумент6 страницExperimental and numerical analysis of horizontal jet flocculatorsalang_businessОценок пока нет
- Water Systems Report - Part2Документ14 страницWater Systems Report - Part2alang_businessОценок пока нет
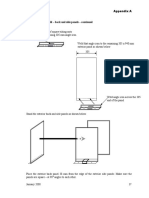
- Step 11: Exterior Mold - Back and Side Panels - Continued: Appendix AДокумент10 страницStep 11: Exterior Mold - Back and Side Panels - Continued: Appendix Aalang_businessОценок пока нет
- Water Systems Report - Part4Документ14 страницWater Systems Report - Part4alang_businessОценок пока нет
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarДокумент20 страницBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydОценок пока нет
- Biosand Filter CAWST Part2 PDFДокумент10 страницBiosand Filter CAWST Part2 PDFalang_businessОценок пока нет
- Biosand Filter CAWST Part6Документ10 страницBiosand Filter CAWST Part6alang_businessОценок пока нет
- Interior Side Pieces, Bottom (4 Pieces) : Step 2: Layout and Cut 6.4 MM ( ") Steel PlateДокумент10 страницInterior Side Pieces, Bottom (4 Pieces) : Step 2: Layout and Cut 6.4 MM ( ") Steel Platealang_businessОценок пока нет
- Sand Sieve Analysis Field MethodДокумент4 страницыSand Sieve Analysis Field Methodalang_businessОценок пока нет
- Biosand Filter CAWST Part7Документ10 страницBiosand Filter CAWST Part7alang_businessОценок пока нет
- Place The Media: Appendix FДокумент10 страницPlace The Media: Appendix Falang_businessОценок пока нет
- Appendix G: Filter Construction ChecklistДокумент10 страницAppendix G: Filter Construction Checklistalang_businessОценок пока нет
- Biosand Filter CAWST Part3 PDFДокумент10 страницBiosand Filter CAWST Part3 PDFalang_businessОценок пока нет
- Biosand Filter Manual: Design, Construction, Installation, Operation and MaintenanceДокумент10 страницBiosand Filter Manual: Design, Construction, Installation, Operation and Maintenancealang_businessОценок пока нет
- Step 2 - Greasing and Assembling The Mould:: Bio-Sand Filter Construction Guidelines Page 5 of 10Документ4 страницыStep 2 - Greasing and Assembling The Mould:: Bio-Sand Filter Construction Guidelines Page 5 of 10alang_businessОценок пока нет
- Construction Guidelines, Also Available On: Additional InformationДокумент10 страницConstruction Guidelines, Also Available On: Additional Informationalang_businessОценок пока нет
- Bio-Sand Filtration Filter Casting Instructions: United Kingdom MadagascarДокумент4 страницыBio-Sand Filtration Filter Casting Instructions: United Kingdom Madagascaralang_businessОценок пока нет
- Bio-Sand Filter Construction Guidelines Page 9 of 10Документ2 страницыBio-Sand Filter Construction Guidelines Page 9 of 10alang_businessОценок пока нет
- Construction Guidelines, Also Available On: Additional InformationДокумент10 страницConstruction Guidelines, Also Available On: Additional Informationalang_businessОценок пока нет
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarДокумент20 страницBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydОценок пока нет
- Bio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarДокумент20 страницBio-Sand Filtration Mould Construction Guidelines: United Kingdom MadagascarjarrydОценок пока нет
- Design Procedures of Improved HafirsДокумент8 страницDesign Procedures of Improved Hafirsalang_businessОценок пока нет
- Technical Guidelines For The Construction and Management of Improved HafirsДокумент8 страницTechnical Guidelines For The Construction and Management of Improved Hafirsalang_businessОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- #94 Talbot Bass 1690 PDFДокумент40 страниц#94 Talbot Bass 1690 PDFrodolfoОценок пока нет
- The Versatility of Outotec's Ausmelt Process For Lead ProductionДокумент12 страницThe Versatility of Outotec's Ausmelt Process For Lead ProductionMatthew PrattОценок пока нет
- Eco Friendly PaintДокумент1 страницаEco Friendly PaintSugumarRaviОценок пока нет
- Potassium Stearate-MsdsДокумент2 страницыPotassium Stearate-Msdsperqs BeautyisjoyОценок пока нет
- Pharmaceutical Inorganic Chemistry Answer Key-RED PACOPДокумент28 страницPharmaceutical Inorganic Chemistry Answer Key-RED PACOPArk Olfato Parojinog100% (2)
- Exp The Difference in Properties Between Ionic and Covalent CompoundДокумент2 страницыExp The Difference in Properties Between Ionic and Covalent Compoundnur mazrahОценок пока нет
- Tape Automated BondingДокумент8 страницTape Automated BondingNicky KumariОценок пока нет
- The State of The Art of Carbonation Technology in Geotechnical Engineering - A Comprehensive ReviewДокумент21 страницаThe State of The Art of Carbonation Technology in Geotechnical Engineering - A Comprehensive ReviewAshishBastolaОценок пока нет
- Penetapan Kadar Logam Timbal (PB) Dan Seng (ZN) Pada Margarin Dengan Metode Spektrofotometri Serapan AtomДокумент9 страницPenetapan Kadar Logam Timbal (PB) Dan Seng (ZN) Pada Margarin Dengan Metode Spektrofotometri Serapan AtomolangОценок пока нет
- Respitaroy EquipmentsДокумент54 страницыRespitaroy EquipmentsOkan DumanОценок пока нет
- 1mercur0 MainДокумент6 страниц1mercur0 MainLacramioara Iuliana VladulescuОценок пока нет
- Mineralogical Controls on Sb RecoveryДокумент152 страницыMineralogical Controls on Sb RecoveryDaniОценок пока нет
- Industrial Training in Lead and Their Oxides IndustryДокумент61 страницаIndustrial Training in Lead and Their Oxides IndustryDeepak ChoudharyОценок пока нет
- (PDF) - Praktikum Nga Kimia Inorganike IДокумент1 страница(PDF) - Praktikum Nga Kimia Inorganike IValon Hoxha100% (1)
- Indian Standard: Specification For Linseed Oil, Boiled, For Paints (Документ11 страницIndian Standard: Specification For Linseed Oil, Boiled, For Paints (AbinashBeheraОценок пока нет
- Assessment of CaCl2, NaNO3 and NH4NO3 Extraction Procedures ForДокумент10 страницAssessment of CaCl2, NaNO3 and NH4NO3 Extraction Procedures ForFelipe González ValdésОценок пока нет
- Dictionary of Chemicals and Raw Products Used in The Manufacture of Paints 1901Документ424 страницыDictionary of Chemicals and Raw Products Used in The Manufacture of Paints 1901OceanОценок пока нет
- Battery Service ManualДокумент39 страницBattery Service ManualnatechsОценок пока нет
- Chemistry Project On Study of Adulterants in FoodДокумент5 страницChemistry Project On Study of Adulterants in Foodmirzascribd33% (6)
- Soil Washing For Metal Removal: A Review of Physical/chemical Technologies and Field ApplicationsДокумент31 страницаSoil Washing For Metal Removal: A Review of Physical/chemical Technologies and Field ApplicationsLingeswarran NumbikannuОценок пока нет
- Girgis2007 PDFДокумент9 страницGirgis2007 PDFHimanshu shravgiОценок пока нет
- Product Catalogue (ARZTECH SOLUTION) PDFДокумент5 страницProduct Catalogue (ARZTECH SOLUTION) PDFAzizy YusofОценок пока нет
- Case For Intravenous EDTA Chelation TherapyДокумент114 страницCase For Intravenous EDTA Chelation Therapydaswa_raufОценок пока нет
- QCVN 19 2009 BTNMTДокумент7 страницQCVN 19 2009 BTNMTThitikorn WassanarpheernphongОценок пока нет
- Full Moon Spell For EmpowermentДокумент23 страницыFull Moon Spell For EmpowermentJoette (Joey) LuizОценок пока нет
- THE Dissolving Mechanisms of Cadmium and Lead in Nitric AcidДокумент5 страницTHE Dissolving Mechanisms of Cadmium and Lead in Nitric AcidAbdul JaleelОценок пока нет
- BatteriesДокумент8 страницBatteriesKarthikeyanОценок пока нет
- Iso853642009 (E)Документ24 страницыIso853642009 (E)Suganth UОценок пока нет
- Tutorial 3 - Basic Calculations in Chem EnggДокумент3 страницыTutorial 3 - Basic Calculations in Chem Engglifeworld2401Оценок пока нет