Вам также может понравиться
- Cylinder Liner ProjectionДокумент4 страницыCylinder Liner ProjectionFernando Daniel Saez VillarrealОценок пока нет
- Motores 4H Series MT-OrG (150-170)Документ21 страницаMotores 4H Series MT-OrG (150-170)VictorОценок пока нет
- CYLINDER HEAD COMPONENTS AND REMOVAL GUIDEДокумент35 страницCYLINDER HEAD COMPONENTS AND REMOVAL GUIDEAlex Hernandez100% (2)
- TAKEUCHI TB75FR, TB80FR Mini Excavator Parts ManualДокумент1 199 страницTAKEUCHI TB75FR, TB80FR Mini Excavator Parts Manualmarx laanekasОценок пока нет
- Metric and Inch (Sae) Fasteners: All ModelsДокумент22 страницыMetric and Inch (Sae) Fasteners: All ModelsLenin100% (1)
- Installation Instructions: BW Seals Q, QB SeriesДокумент8 страницInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461Оценок пока нет
- The Construction of Burj Al-ArabДокумент79 страницThe Construction of Burj Al-ArabAndrew Matotek75% (4)
- Manual Minicargador Caterpillar bh27 y bh30Документ5 страницManual Minicargador Caterpillar bh27 y bh30Pedro BarriosОценок пока нет
- Blower k430 Snh60 Overhaul ProcedureДокумент39 страницBlower k430 Snh60 Overhaul ProcedurejamiekuangОценок пока нет
- Measuring of Swing Bearing ClearanceДокумент3 страницыMeasuring of Swing Bearing ClearanceSunil Singh100% (1)
- Bloque R9MДокумент20 страницBloque R9M80140050% (2)
- Eaton 70145-Rdy-02Документ20 страницEaton 70145-Rdy-02Nate SpaydОценок пока нет
- Item Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)Документ11 страницItem Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)pearl nojokeОценок пока нет
- SEBF8155 цил.головка 3500Документ30 страницSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- Caterpillar 3508, 3508B, 3508CДокумент11 страницCaterpillar 3508, 3508B, 3508CGazОценок пока нет
- Material Schedule For Housing Development at Barnawa KadunaДокумент5 страницMaterial Schedule For Housing Development at Barnawa KadunaAliyu Shehu100% (2)
- SEBF 8174 коромысла 3500Документ13 страницSEBF 8174 коромысла 3500Евгений АбрамовОценок пока нет
- Cylinder Block Inspection and Repair GuideДокумент46 страницCylinder Block Inspection and Repair GuideNikkikumar MaisuriyaОценок пока нет
- Mitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Документ61 страницаMitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Miroslav TabakovskiОценок пока нет
- Eaton MotorДокумент12 страницEaton MotordanielОценок пока нет
- Suspension Therapy Techniques, Benefits, and EquipmentДокумент38 страницSuspension Therapy Techniques, Benefits, and EquipmentsudersonОценок пока нет
- Connecting rod technical specsДокумент2 страницыConnecting rod technical specsAron Emanuel Mendoza LopezОценок пока нет
- Catalogo Royal Enfield PDFДокумент138 страницCatalogo Royal Enfield PDFjorge100% (1)
- Designing Floor Openings in Two-Way Concrete SlabsДокумент4 страницыDesigning Floor Openings in Two-Way Concrete SlabsnrnnadigОценок пока нет
- Cop Md20Документ4 страницыCop Md20Isaac AliagaОценок пока нет
- Chesterton PDFДокумент96 страницChesterton PDFPedro DonayreОценок пока нет
- MBNZ-OM906LA-OM926LA MANUAL REPAIR - PDF Versión 13Документ2 страницыMBNZ-OM906LA-OM926LA MANUAL REPAIR - PDF Versión 13Aron Emanuel Mendoza LopezОценок пока нет
- Flowserve ISC2 PP RepairДокумент12 страницFlowserve ISC2 PP RepairedekovacsОценок пока нет
- Fis190 en A5Документ8 страницFis190 en A5andhucaosОценок пока нет
- Eixo Dif Simples Vel ENGДокумент62 страницыEixo Dif Simples Vel ENGAhmedОценок пока нет
- Flowserve Seal - ISC2 - Install - LTRДокумент8 страницFlowserve Seal - ISC2 - Install - LTRjame11inОценок пока нет
- Installation Instructions: BW Seals Q, QB SeriesДокумент8 страницInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRОценок пока нет
- TITLE Engine Assembly Guide: 12V140E-3 Series Cylinder Liner InstallationДокумент39 страницTITLE Engine Assembly Guide: 12V140E-3 Series Cylinder Liner InstallationЕгорОценок пока нет
- B-02 Mechnical Seal For SBPO LubeДокумент8 страницB-02 Mechnical Seal For SBPO LubeMarvin DuarteОценок пока нет
- EC480D - Swing Gearbox, Maintenance StandardДокумент4 страницыEC480D - Swing Gearbox, Maintenance Standardeck yuwanОценок пока нет
- File 94catalogo SumitomoДокумент28 страницFile 94catalogo SumitomoJaime Arreola100% (1)
- Char-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyДокумент9 страницChar-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyIslam ShoukryОценок пока нет
- Deb58tis 4Документ11 страницDeb58tis 4CHEMA BASANОценок пока нет
- Orbitrol Repairing 2Документ25 страницOrbitrol Repairing 2Islam ShoukryОценок пока нет
- Section 6-2Документ80 страницSection 6-2Raidul WafiОценок пока нет
- Orbitrol Repairing1Документ30 страницOrbitrol Repairing1Islam ShoukryОценок пока нет
- Compresor MYCOMДокумент8 страницCompresor MYCOMPEDROОценок пока нет
- Cummins India Limited: Quantum Engine Assembly ChecksheetДокумент10 страницCummins India Limited: Quantum Engine Assembly ChecksheetSujeet ChauhanОценок пока нет
- sebf8734 гильза с-9Документ13 страницsebf8734 гильза с-9Евгений АбрамовОценок пока нет
- Clutch Hino 3.5Документ4 страницыClutch Hino 3.5Yeam_90Оценок пока нет
- Chrysler Propeller Shaft and Universal Joint GuideДокумент11 страницChrysler Propeller Shaft and Universal Joint Guidefrankhil ramosОценок пока нет
- F11 Connecting Rod Inspection ProcedureДокумент3 страницыF11 Connecting Rod Inspection ProcedureMohammed Tauseef Ali100% (1)
- SEN05156-01 90 Repair and Replacement of Parts: KOMATSU 12V140E-3 Series Engine Form No. SEN05156-01Документ37 страницSEN05156-01 90 Repair and Replacement of Parts: KOMATSU 12V140E-3 Series Engine Form No. SEN05156-01ЕгорОценок пока нет
- 412-CRO-CH65 FIG. 65-6Документ3 страницы412-CRO-CH65 FIG. 65-6slam12125Оценок пока нет
- Bucket Control Pins and BearingДокумент13 страницBucket Control Pins and BearingGeovanny Sanjuan100% (1)
- Roatary Actuators - Micromatic Repair Manual - SS-001 Thru SS-130Документ12 страницRoatary Actuators - Micromatic Repair Manual - SS-001 Thru SS-130tungОценок пока нет
- 324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsДокумент5 страниц324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsjhonОценок пока нет
- Echnical Information: Oncept and Main ApplicationsДокумент15 страницEchnical Information: Oncept and Main ApplicationsJózek JózekОценок пока нет
- Slewing Drives Installation & Maintenance ManualДокумент14 страницSlewing Drives Installation & Maintenance ManualRamesh YadlaОценок пока нет
- Engine Repair - Adjustment ParametersДокумент20 страницEngine Repair - Adjustment Parameterssarvagya.tftОценок пока нет
- Genesis Coupe Cylinder Head Components and Repair GuideДокумент21 страницаGenesis Coupe Cylinder Head Components and Repair GuideCristian.E.B100% (1)
- ER-63 Fastener Torques For Reciprocating CompressorsДокумент8 страницER-63 Fastener Torques For Reciprocating CompressorsCarlos A. Mantilla J.Оценок пока нет
- Einbau Gleitlager en PDFДокумент4 страницыEinbau Gleitlager en PDFMohammed SaberОценок пока нет
- Roller Circle - Check and AdjustДокумент3 страницыRoller Circle - Check and AdjustGilney FreitasОценок пока нет
- WS09TZ200052Документ11 страницWS09TZ200052sudeepОценок пока нет
- CH001-01_V15Документ25 страницCH001-01_V15alaynnastaabx786Оценок пока нет
- Air Brake Fittings: Torque SpecificationsДокумент2 страницыAir Brake Fittings: Torque SpecificationsCristian SОценок пока нет
- Cylinder Head Valves: SpecificationsДокумент3 страницыCylinder Head Valves: SpecificationsPauloОценок пока нет
- WS09TZ200054Документ11 страницWS09TZ200054sudeepОценок пока нет
- Inspection: 1. Clean Cylinder BlockДокумент7 страницInspection: 1. Clean Cylinder Blockdolphi_742078Оценок пока нет
- Adoption of Face Seal Joints for Hydraulic HosesДокумент9 страницAdoption of Face Seal Joints for Hydraulic HosesdvmashОценок пока нет
- WinchДокумент4 страницыWinchAntal SrlОценок пока нет
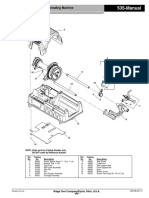
- 535 M PDFДокумент8 страниц535 M PDFAlexis ValleОценок пока нет
- Ficha Técnica de Grasera 1002-09 and 1602-09 10000PSIДокумент1 страницаFicha Técnica de Grasera 1002-09 and 1602-09 10000PSIjorgeОценок пока нет
- 535 M PDFДокумент8 страниц535 M PDFAlexis ValleОценок пока нет
- Liquid Turbine Flowmeter User ManualДокумент16 страницLiquid Turbine Flowmeter User ManualJorge RamosОценок пока нет
- Dimensions of Ring-Joint Facings: Tolerances E F R MaxДокумент3 страницыDimensions of Ring-Joint Facings: Tolerances E F R MaxjorgeОценок пока нет
- MACHINING REPORTДокумент5 страницMACHINING REPORTshirleyna saraОценок пока нет
- KW EconoLine Produktblatt 6S LowДокумент6 страницKW EconoLine Produktblatt 6S LowMULYADIОценок пока нет
- UPTO-DATE Daily Progress Report 07-02-2024-DIДокумент1 страницаUPTO-DATE Daily Progress Report 07-02-2024-DIMobin Thomas AbrahamОценок пока нет
- Car Steering Rack DamageДокумент12 страницCar Steering Rack DamageNRM15890Оценок пока нет
- Construction Site Preparation and Equipment ReviewДокумент52 страницыConstruction Site Preparation and Equipment ReviewAllen Mark MarianoОценок пока нет
- Calculation Worksheet: Combustion Air, Standard Method: Step 1Документ1 страницаCalculation Worksheet: Combustion Air, Standard Method: Step 1Minh TranОценок пока нет
- MF3 Chip Conveyor Instruction Manual LNS TurboДокумент37 страницMF3 Chip Conveyor Instruction Manual LNS TurboCamilo BarrazaОценок пока нет
- Me132p b39 Gonzales Quiz 1Документ6 страницMe132p b39 Gonzales Quiz 1WUSHОценок пока нет
- Flow Control Pressure CompensatedДокумент136 страницFlow Control Pressure CompensatedGabriel AmorimОценок пока нет
- Offshore and Onshore Well Pressure Control Systems Design ManualДокумент5 страницOffshore and Onshore Well Pressure Control Systems Design Manualvignesh100% (1)
- Spare Parts For Heidelberg SM 12 ZP No, 525300, ERBIL: Page 1 of 131Документ131 страницаSpare Parts For Heidelberg SM 12 ZP No, 525300, ERBIL: Page 1 of 131Kemal GençОценок пока нет
- Chilled Water Schedule-1Документ2 страницыChilled Water Schedule-1kaamОценок пока нет
- DOPT AssignmentДокумент6 страницDOPT AssignmentRabindra Kumar LakraОценок пока нет
- CamMateOperationsManual 01.18.16 PDFДокумент57 страницCamMateOperationsManual 01.18.16 PDFvasiczoran100% (1)
- Daily Mill Machine Inspection ChecklistДокумент5 страницDaily Mill Machine Inspection ChecklistMuhamad Amirul SallehuddinОценок пока нет
- Bunsen WorksheetДокумент2 страницыBunsen WorksheetridhoernandiОценок пока нет
- PB 30113 012Документ5 страницPB 30113 012Rafael Dutil LucianaОценок пока нет
- Singline Catalogo Farval PDFДокумент32 страницыSingline Catalogo Farval PDFIdiLab EmprendimientoОценок пока нет
- List Not Yet Mill CertificateДокумент2 страницыList Not Yet Mill CertificateChandra Bintang W.PОценок пока нет
- Formworks Price: Phenolic BoardДокумент12 страницFormworks Price: Phenolic BoardRenalyn AndradeОценок пока нет
- Staad SpreadsheetДокумент19 страницStaad SpreadsheetBenedict OgbaghaОценок пока нет
- Mti035390 - Rev CДокумент2 страницыMti035390 - Rev Ccadav16951Оценок пока нет
- Vt6Ed - Vt6Edm - Vt6Edp Double Vane Pump: Service InformationДокумент6 страницVt6Ed - Vt6Edm - Vt6Edp Double Vane Pump: Service InformationSamuel Lopez BenitesОценок пока нет