Вам также может понравиться
- Ejercicios, MRU, MRUV, Mecánica AutomotrizДокумент2 страницыEjercicios, MRU, MRUV, Mecánica AutomotrizUrbano DG100% (1)
- Informe de Medicion de Tension y Resistencia ElectricaДокумент6 страницInforme de Medicion de Tension y Resistencia ElectricaNataly Cesilia Ramos HuatarongoОценок пока нет
- Consideraciones de Higiene para Diseno de Maquinas Procesadoras de AlimentosДокумент19 страницConsideraciones de Higiene para Diseno de Maquinas Procesadoras de AlimentospoolОценок пока нет
- Laboratorio de Proteccion CatodicaДокумент21 страницаLaboratorio de Proteccion CatodicaLois Deyvid Gallardo MurgaОценок пока нет
- Metodo de RombergДокумент9 страницMetodo de RombergSebastian RodriguezОценок пока нет
- Herramientas de CalidadДокумент6 страницHerramientas de Calidadoscar cespedes Malca100% (1)
- Tarea 1 (Tolva de Doble Compuerta) Controles Electrico IIДокумент12 страницTarea 1 (Tolva de Doble Compuerta) Controles Electrico IIOmar SantosОценок пока нет
- Posgrados Apuntes Capitulo VentiladoresДокумент27 страницPosgrados Apuntes Capitulo VentiladoresPatriciaMontalvoОценок пока нет
- ProcesosДокумент3 страницыProcesosAndres PerezОценок пока нет
- Cifras SignificativasДокумент3 страницыCifras SignificativasAndre BarrantesОценок пока нет
- Cobrizado 2Документ6 страницCobrizado 2Juan David Aparicio ValdesОценок пока нет
- Rectificadora EL CIGUEÑAL PDFДокумент107 страницRectificadora EL CIGUEÑAL PDFGerson Cabrera BelloОценок пока нет
- Ficha Tecnica Tubos Acero Inox 270 PDFДокумент1 страницаFicha Tecnica Tubos Acero Inox 270 PDFMiguel RondinelОценок пока нет
- ParetoДокумент2 страницыParetoErick de Jesus Valencia GomezОценок пока нет
- Carbón Impregnado Con AzufreДокумент8 страницCarbón Impregnado Con AzufreAlonzo Viera MorenoОценок пока нет
- Automatizacion MecanicaДокумент16 страницAutomatizacion MecanicathiagoОценок пока нет
- Laboratorio de ViscosimetriaДокумент22 страницыLaboratorio de ViscosimetriaEnrique ChoqueОценок пока нет
- ANEXO Solicitud Del EstudianteДокумент1 страницаANEXO Solicitud Del EstudianteAlexander ParedesОценок пока нет
- Laboratorio de Análisis de ArenaДокумент6 страницLaboratorio de Análisis de ArenaMarco ManОценок пока нет
- Estado Del Arte de La Inyeccion de Plastico ColombiaДокумент68 страницEstado Del Arte de La Inyeccion de Plastico ColombiaCham BauerОценок пока нет
- Informe LopuДокумент26 страницInforme LopuDeysi M. Montoya100% (1)
- 1 Plantilla de Incertidumbre (10!08!2013)Документ100 страниц1 Plantilla de Incertidumbre (10!08!2013)Anonymous YwFJrk0yC100% (1)
- Organismos Internacionales y Nacionales en MetrologíaДокумент3 страницыOrganismos Internacionales y Nacionales en MetrologíaledafeloyОценок пока нет
- OXYBABY M+ O2 CO2 100823 EspДокумент21 страницаOXYBABY M+ O2 CO2 100823 EspJimenena2Оценок пока нет
- Pablo Fernando Ramirez Tesiss PDFДокумент82 страницыPablo Fernando Ramirez Tesiss PDFAngel MedinaОценок пока нет
- Operaciones Básicas Industria QuímicaДокумент3 страницыOperaciones Básicas Industria QuímicaskilachОценок пока нет
- Intervalos de Calibracion InicialesДокумент2 страницыIntervalos de Calibracion InicialesMarco NavarroОценок пока нет
- Diseño y Montaje de Un Sistema Eléctrico de Banda Transportadora Automática de Envasado de Un ProductoДокумент11 страницDiseño y Montaje de Un Sistema Eléctrico de Banda Transportadora Automática de Envasado de Un ProductoJhon fredis Sanchez alberniaОценок пока нет
- Informe de Laboratorio de Galgas ExtensiometricasДокумент10 страницInforme de Laboratorio de Galgas ExtensiometricasToby Diego Fernando Tapia Lozada100% (1)
- Laboratorio Superficies ExtendidasДокумент3 страницыLaboratorio Superficies ExtendidasLaura Bibiana Valero PaezОценок пока нет
- Actividad Aa1-1 Mapa MentalДокумент1 страницаActividad Aa1-1 Mapa MentalIvanna Andrea CharrisОценок пока нет
- Laboratorio 03 Caja MetalicaДокумент15 страницLaboratorio 03 Caja MetalicafernandoОценок пока нет
- Destilacion MarianДокумент27 страницDestilacion MarianlolaОценок пока нет
- Parámetros de CalidadДокумент35 страницParámetros de CalidadGABRIEL TORRES MORATO100% (1)
- Tabla de MundelДокумент15 страницTabla de MundelJhostin MoraОценок пока нет
- Acero 147MДокумент1 страницаAcero 147MegomoОценок пока нет
- Tabla de Conversión de Unidades INEN 2013Документ28 страницTabla de Conversión de Unidades INEN 2013Marwin Pilay75% (4)
- Diapositivas Diseño de 2 Robots de 3 Libras de BatallaДокумент39 страницDiapositivas Diseño de 2 Robots de 3 Libras de BatallaJuan José MeroОценок пока нет
- Inf. 10 Proyector de ImágenesДокумент7 страницInf. 10 Proyector de ImágenesPiter WellsОценок пока нет
- Taller 1 Validación y ConcentratraciónДокумент2 страницыTaller 1 Validación y ConcentratraciónLuZz Stella Ruiz100% (1)
- Tarea 3. Frecuencia MaximaДокумент4 страницыTarea 3. Frecuencia MaximapabloОценок пока нет
- Ejercicio 3 y 4Документ4 страницыEjercicio 3 y 4Papeleria Punto mobileОценок пока нет
- Tablas de Tolerancias IsoДокумент1 страницаTablas de Tolerancias IsoDaniel SantacruzОценок пока нет
- PLAN de Verificación de Calibración de TermómetrosДокумент2 страницыPLAN de Verificación de Calibración de TermómetrosMarcelo Ulises Gomez GomezОценок пока нет
- Errores de CalibracionДокумент8 страницErrores de Calibracionampelio zetinaОценок пока нет
- Definiciones de Normalizacion Nom-Z-55Документ3 страницыDefiniciones de Normalizacion Nom-Z-55Tony RomoОценок пока нет
- Difusion +ebull+condensДокумент4 страницыDifusion +ebull+condensZhakaDeVirgoОценок пока нет
- Partes Del TornoДокумент1 страницаPartes Del TornoJohan Steven Rivera Romero100% (1)
- Laboratorio 4Документ33 страницыLaboratorio 4Lenny Rayssa Huayllas CalaniОценок пока нет
- Metrologia y EnsayosДокумент41 страницаMetrologia y Ensayoslonami11Оценок пока нет
- Unidad Iii Fundamentos de La Ingenieria de Detalle 3.1 IntroduccionДокумент13 страницUnidad Iii Fundamentos de La Ingenieria de Detalle 3.1 IntroduccionAxel Eduardo Carrasco MedinaОценок пока нет
- Laboratorio - N - 4 - TRAFOSДокумент12 страницLaboratorio - N - 4 - TRAFOSHerNan Acevedo QuispeОценок пока нет
- Calculos y Discusion Saybolt Uni.Документ3 страницыCalculos y Discusion Saybolt Uni.anon_934226868Оценок пока нет
- Guia de Laboratorio Probetas Sometidas A Carga Axial, Charpy, FatigaДокумент16 страницGuia de Laboratorio Probetas Sometidas A Carga Axial, Charpy, Fatigasergioes95Оценок пока нет
- NTC 4567-1998. Determinación de SulfurosДокумент16 страницNTC 4567-1998. Determinación de SulfurosLiliam Teresita Manrique DelgadoОценок пока нет
- Ejemplos Diagramas e HistogramasДокумент4 страницыEjemplos Diagramas e HistogramasOdaifa Esther LOPEZ LEONОценок пока нет
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónОт EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónРейтинг: 4 из 5 звезд4/5 (1)
- Instructivo r2 E2018 Con DatosДокумент4 страницыInstructivo r2 E2018 Con DatosChristopher A CastilloОценок пока нет
- Analisis de Materiales Por Espectroscopia FT-IRДокумент45 страницAnalisis de Materiales Por Espectroscopia FT-IRFroy MartinezОценок пока нет
- Determinación de La Incertidumbre de La Medición en Mediciones de Viscosidad (Ejemplo)Документ6 страницDeterminación de La Incertidumbre de La Medición en Mediciones de Viscosidad (Ejemplo)francisco monsivaisОценок пока нет
- Decoder Doehler & Haass Manual DH21A I Mes EsДокумент44 страницыDecoder Doehler & Haass Manual DH21A I Mes EsGuillermo LlopisОценок пока нет
- Turbina Hidrocinética para Poblaciones AisladasДокумент3 страницыTurbina Hidrocinética para Poblaciones AisladasSebastián RibadeneiraОценок пока нет
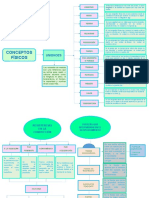
- Mapa ConceptualДокумент3 страницыMapa ConceptualFaty MoralesОценок пока нет
- Algebra Lineal. Planteamiento de Un ProblemaДокумент11 страницAlgebra Lineal. Planteamiento de Un ProblemaMargarita Ruiz GarciaОценок пока нет
- Pets Mantto Camionetas V° B°Документ24 страницыPets Mantto Camionetas V° B°Rony LaurenteОценок пока нет
- Electrónica de Potencia U5Документ10 страницElectrónica de Potencia U5MarcoLunaRiosОценок пока нет
- Taller Ley de Coulomb y Campo Eléctrico PDFДокумент2 страницыTaller Ley de Coulomb y Campo Eléctrico PDFluiferinconОценок пока нет
- Proyecto FísicaДокумент3 страницыProyecto FísicaDavid Arevalo VegaОценок пока нет
- Introduccion Pruebas de PozosДокумент4 страницыIntroduccion Pruebas de Pozosmayaunik0% (1)
- Recristalización y SublimaciónДокумент8 страницRecristalización y SublimaciónVALERIA HERRERA CHALARCAОценок пока нет
- Contador de EventosДокумент4 страницыContador de Eventosheider.jair0% (4)
- Alpha de CronbachДокумент4 страницыAlpha de CronbachPaul Andres SalasОценок пока нет
- Limpiavidrios-Wk-575-MsdsДокумент5 страницLimpiavidrios-Wk-575-MsdsRaúl Ferreira SepúlvedaОценок пока нет
- Actividad de Puntos Evaluables - Escenario 6 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FISICA I - (GRUPO3) PDFДокумент5 страницActividad de Puntos Evaluables - Escenario 6 - SEGUNDO BLOQUE-CIENCIAS BASICAS - FISICA I - (GRUPO3) PDFloreОценок пока нет
- Callendar + Van Dusen Modelo de Medición para Termómetros de ResistenciaДокумент8 страницCallendar + Van Dusen Modelo de Medición para Termómetros de ResistenciawilsonmecaОценок пока нет
- Proteccion HomopolarДокумент26 страницProteccion HomopolarKarol Trillo SaraviaОценок пока нет
- 2 Basico - Cs. Naturales - Norma - EstudianteДокумент122 страницы2 Basico - Cs. Naturales - Norma - EstudianteGessy MoherbalОценок пока нет
- Procesado de Escoria y Fusión de Chatarra en Los Hornos Rotatorios BasculantesДокумент10 страницProcesado de Escoria y Fusión de Chatarra en Los Hornos Rotatorios BasculantesCamilo SabogalОценок пока нет
- Mecanografía Textos y ConsejosДокумент290 страницMecanografía Textos y Consejosyhanko1100% (1)
- Rendimiento y Regulacion de Auto TransformadorДокумент5 страницRendimiento y Regulacion de Auto TransformadorHenrry ValderramaОценок пока нет
- Practica #1 de Física General Valor 10 PuntosДокумент10 страницPractica #1 de Física General Valor 10 PuntosJoris AcostaОценок пока нет
- Folleto Recomendaciones de Limpieza y Mantenimiento AMBÚДокумент2 страницыFolleto Recomendaciones de Limpieza y Mantenimiento AMBÚLeonel Losada CardozoОценок пока нет
- Soria Lab 3 ElectrotecniaДокумент8 страницSoria Lab 3 ElectrotecniaDiego Llave ChiloОценок пока нет
- La Graficación Como Herramienta para Calcular Integrales Definidas ConДокумент12 страницLa Graficación Como Herramienta para Calcular Integrales Definidas ConKAREN ANDREA HOLGUIN RODRIGUEZОценок пока нет
- UPS Kolff Orange KДокумент6 страницUPS Kolff Orange KJavier SánchezОценок пока нет
- WWW SC Ehu Es Sbweb Fisica Estadistica Otros Fusion Fusion HДокумент15 страницWWW SC Ehu Es Sbweb Fisica Estadistica Otros Fusion Fusion HEduardo Daniel Zaragoza TejedaОценок пока нет
- Polipastos y Puentes GrúasДокумент23 страницыPolipastos y Puentes GrúasMariano Bernini100% (1)
- FAQs HULCДокумент11 страницFAQs HULCJosé Manuel García MartínОценок пока нет