Вам также может понравиться
- Disaster Aniversaries PDFДокумент40 страницDisaster Aniversaries PDFHarold Fernando Guavita ReyesОценок пока нет
- Chevron Richmond Refinery Site-Safety-PlanДокумент121 страницаChevron Richmond Refinery Site-Safety-Plankanakarao1Оценок пока нет
- Hazardous Area ClassificationДокумент7 страницHazardous Area Classificationhassenova.kОценок пока нет
- Environmental Hygiene Services: Questions and AnswersДокумент2 страницыEnvironmental Hygiene Services: Questions and AnswersChanBoonChewОценок пока нет
- Fuels and CombustionДокумент41 страницаFuels and CombustionranveerОценок пока нет
- AP Chemistry - Oxidation Numbers PracticeДокумент2 страницыAP Chemistry - Oxidation Numbers Practicemartialartsgrl21Оценок пока нет
- Zwitterion On Mishaps and Tragedies in Making MDMAДокумент2 страницыZwitterion On Mishaps and Tragedies in Making MDMAinvitacionsОценок пока нет
- In Addition To The NFPA 30, Qatar Fuel (WOQOD) Requirement Must Be Followed For Tank Installation and Fire Protection For TanksДокумент3 страницыIn Addition To The NFPA 30, Qatar Fuel (WOQOD) Requirement Must Be Followed For Tank Installation and Fire Protection For Tankscoolsummer1112143Оценок пока нет
- HazopДокумент8 страницHazopferrari.indiaОценок пока нет
- Fuels and Lubricants Handbook Technology, Properties, Performance, and Testing - 0803120966 - ASTM International PDFДокумент1 087 страницFuels and Lubricants Handbook Technology, Properties, Performance, and Testing - 0803120966 - ASTM International PDFJerin James100% (1)
- Advisory Note Legionella and Warm Water SystemsДокумент1 страницаAdvisory Note Legionella and Warm Water Systemss341232Оценок пока нет
- WWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFДокумент118 страницWWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFhulmanОценок пока нет
- Dealing with Aging Process Facilities and InfrastructureОт EverandDealing with Aging Process Facilities and InfrastructureОценок пока нет
- Bow TieДокумент2 страницыBow TieAnonymous ocCa18RОценок пока нет
- Ldar GuideДокумент52 страницыLdar GuideDan TararaОценок пока нет
- Process Safety ManagementДокумент45 страницProcess Safety ManagementAbbasОценок пока нет
- Removing Sulfur from Crude Oil and FuelsДокумент23 страницыRemoving Sulfur from Crude Oil and FuelsMuhammad UsamaОценок пока нет
- UKCCS Demonstration Project MAH Report SummaryДокумент34 страницыUKCCS Demonstration Project MAH Report SummaryCarlos BaixerasОценок пока нет
- HSE Commitment and Policy?Документ6 страницHSE Commitment and Policy?radhesrikrishnaОценок пока нет
- Recycling Used Oil Using Acetic AcidДокумент27 страницRecycling Used Oil Using Acetic Acidcumpio425428Оценок пока нет
- PA Site Process Safety ConceptДокумент49 страницPA Site Process Safety Conceptmehul10941100% (1)
- Risk BowTie AnalysisДокумент21 страницаRisk BowTie AnalysischatraqnОценок пока нет
- PHA ProtectionsДокумент36 страницPHA ProtectionsSyed Shiraz AliОценок пока нет
- Barrier PS ManagementДокумент27 страницBarrier PS ManagementMarcus HartfelderОценок пока нет
- Confronting Blame The Worker Safety ProgramsДокумент211 страницConfronting Blame The Worker Safety ProgramsHelp Tubestar CrewОценок пока нет
- 998 2095 01 26 15ar0 - enДокумент10 страниц998 2095 01 26 15ar0 - enRichard AmorinОценок пока нет
- HSSE Alert - BP Refinery Explosion Incident - March 23rdДокумент4 страницыHSSE Alert - BP Refinery Explosion Incident - March 23rdOsedebamen Irabor100% (1)
- Automotive Base Oil PresentationДокумент38 страницAutomotive Base Oil PresentationValentine Sule100% (1)
- The Use of Hazop Techniques in Applied Hazard ProcessesДокумент72 страницыThe Use of Hazop Techniques in Applied Hazard Processesamidi5555913Оценок пока нет
- Pre 2 30 July 2016 160731090013 PDFДокумент284 страницыPre 2 30 July 2016 160731090013 PDFridanormaОценок пока нет
- Guidance On Performing Transportation Risk Analysis of Hazardous MaterialsДокумент221 страницаGuidance On Performing Transportation Risk Analysis of Hazardous MaterialsDidik SupriyadiОценок пока нет
- ALARP IChemE Paper 2 Risk TolerabilityДокумент11 страницALARP IChemE Paper 2 Risk TolerabilitykzlpОценок пока нет
- Guidelines for Determining the Probability of Ignition of a Released Flammable MassОт EverandGuidelines for Determining the Probability of Ignition of a Released Flammable MassОценок пока нет
- 1 PDFДокумент8 страниц1 PDFDrina20040% (1)
- Storage Incident Frequencies: Risk Assessment Data DirectoryДокумент23 страницыStorage Incident Frequencies: Risk Assessment Data DirectoryJorge A. Bravo RojasОценок пока нет
- FW Solvent DeasphaltingДокумент11 страницFW Solvent Deasphaltingapminshull100% (1)
- TA Chemicals Guide en LRДокумент24 страницыTA Chemicals Guide en LRYehor HorbatkoОценок пока нет
- WEB Guidance On Managing Fatigue 16.04.14Документ80 страницWEB Guidance On Managing Fatigue 16.04.14Wendri PelupessyОценок пока нет
- Volume 1 - General - V1-CH05-Process Design Basis Rev1 PDFДокумент13 страницVolume 1 - General - V1-CH05-Process Design Basis Rev1 PDFMohamedОценок пока нет
- Mike Boudreaux Deltav Sis Brand ManagerДокумент111 страницMike Boudreaux Deltav Sis Brand ManagerbariОценок пока нет
- P RefStd - 4043 - 004 - v091130 - EN - LOPAДокумент9 страницP RefStd - 4043 - 004 - v091130 - EN - LOPAlucianduОценок пока нет
- How To Perform Bow Tie AnalysisДокумент21 страницаHow To Perform Bow Tie AnalysisKareem RasmyОценок пока нет
- A New Approach to HAZOP of Complex Chemical ProcessesОт EverandA New Approach to HAZOP of Complex Chemical ProcessesОценок пока нет
- Process Safety Seminar SummaryДокумент5 страницProcess Safety Seminar SummaryBrijesh100% (1)
- ChE 534 - Module 3Документ34 страницыChE 534 - Module 3Precious JamesОценок пока нет
- HASILT Software for HAZOP, LOPA, SRS and SILДокумент9 страницHASILT Software for HAZOP, LOPA, SRS and SILRonyОценок пока нет
- Gibbs WorksheetДокумент4 страницыGibbs WorksheetDon'tAsK TheStupidOnesОценок пока нет
- An Overview of Pressure Relief DevicesДокумент36 страницAn Overview of Pressure Relief DevicesAkash Palkar100% (1)
- Fire and Explosion Hazard Management Rev 1Документ36 страницFire and Explosion Hazard Management Rev 1fxgbОценок пока нет
- ProMax 3 BrochureДокумент20 страницProMax 3 BrochureNila Gama100% (2)
- Pocket Guide For PSMДокумент10 страницPocket Guide For PSMsumairkhalidОценок пока нет
- A Rational Approach To Control Valve Sizing PDFДокумент4 страницыA Rational Approach To Control Valve Sizing PDFDaniaMartínezОценок пока нет
- Public Report of The Fire and Explosion at Conocophillips RefineryДокумент30 страницPublic Report of The Fire and Explosion at Conocophillips RefineryDragan GasicОценок пока нет
- Enviromental Fluid Catalytic Cracking Technology PDFДокумент43 страницыEnviromental Fluid Catalytic Cracking Technology PDFNoheilly VásquezОценок пока нет
- Dep-32 80 10 10Документ1 страницаDep-32 80 10 10Deepak DubeyОценок пока нет
- Alarp Exercise Cba Uk HseДокумент2 страницыAlarp Exercise Cba Uk HseMuhammad.SaimОценок пока нет
- Safety: Hazop WorkshopДокумент12 страницSafety: Hazop Workshopsalman hussainОценок пока нет
- A Short Course On Process Hazard Analysis (PHA) : For Chemical EngineersДокумент11 страницA Short Course On Process Hazard Analysis (PHA) : For Chemical EngineersJose AlvarezОценок пока нет
- Guideline - Compressed Gas Cylinder SafetyДокумент7 страницGuideline - Compressed Gas Cylinder SafetyvnrsenthilОценок пока нет
- HAZID - IntroductionДокумент9 страницHAZID - IntroductionAmin ZoharОценок пока нет
- Sunflo P3000 JrnlBrgs IOM June00Документ104 страницыSunflo P3000 JrnlBrgs IOM June00Tirta BudiawanОценок пока нет
- SOP AmmoniaДокумент6 страницSOP AmmoniaNakkolopОценок пока нет
- 5 Day Course Outline of Process Safety Related TopicsДокумент3 страницы5 Day Course Outline of Process Safety Related Topicskanakarao1Оценок пока нет
- NFPA Codes and their Relevance to Chemical ProcessesДокумент29 страницNFPA Codes and their Relevance to Chemical ProcessesEko PoerwantoОценок пока нет
- Toxic Gas Refuge Design Criteria and Emergency Siren SystemДокумент35 страницToxic Gas Refuge Design Criteria and Emergency Siren SystemJOHN DANIALОценок пока нет
- PDFДокумент8 страницPDFmsmsoft90Оценок пока нет
- 2016 July PDFДокумент108 страниц2016 July PDFmnasiroleslamiОценок пока нет
- SMID - 213 - Natural Gas Condensate Sour PDFДокумент13 страницSMID - 213 - Natural Gas Condensate Sour PDFmahdiscribdОценок пока нет
- Project Quality Plan for Sohar RefineryДокумент28 страницProject Quality Plan for Sohar Refinerysumit kumarОценок пока нет
- FlammabilityДокумент40 страницFlammabilitySoroiu CristianОценок пока нет
- Appendiks C Spesifikasi PeralatanДокумент2 страницыAppendiks C Spesifikasi PeralatanridanormaОценок пока нет
- Ulllted States Patent (19) (11) Patent Number: 5,855,767: Powers Et Al. (45) Date of Patent: Jan. 5, 1999Документ11 страницUlllted States Patent (19) (11) Patent Number: 5,855,767: Powers Et Al. (45) Date of Patent: Jan. 5, 1999ridanormaОценок пока нет
- Daftar PustakaДокумент3 страницыDaftar PustakaridanormaОценок пока нет
- Cha 4Документ1 страницаCha 4ridanormaОценок пока нет
- Sulphur in PetroleumДокумент26 страницSulphur in PetroleumridanormaОценок пока нет
- Ef 31752 e 0117 C 67585Документ23 страницыEf 31752 e 0117 C 67585Rafanuñez RodriguezОценок пока нет
- KomponenДокумент15 страницKomponenridanormaОценок пока нет
- Naphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessДокумент30 страницNaphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessDaniel DaiaОценок пока нет
- 1.0 IntroductionДокумент2 страницы1.0 IntroductionridanormaОценок пока нет
- P138184 PDFДокумент4 страницыP138184 PDFridanormaОценок пока нет
- 4 Girish ChitnisДокумент22 страницы4 Girish ChitnisridanormaОценок пока нет
- Us 2779713Документ4 страницыUs 2779713ridanormaОценок пока нет
- United States Patent (19) : Powers Et Al. (11) Patent NumberДокумент11 страницUnited States Patent (19) : Powers Et Al. (11) Patent NumberridanormaОценок пока нет
- Naphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessДокумент30 страницNaphthenic Base Lube Oil Manufactured Via Hydrogenation Process Naphthenic Base Lube Oil Manufactured Via Hydrogenation ProcessDaniel DaiaОценок пока нет
- Stream Properties Pompa Ke Separator F-120Документ2 страницыStream Properties Pompa Ke Separator F-120ridanormaОценок пока нет
- Equilibrium Separation ColumnsДокумент18 страницEquilibrium Separation ColumnsluckshimiОценок пока нет
- 02 Feedstocks & ProductsДокумент133 страницы02 Feedstocks & ProductsverdugrОценок пока нет
- Ethanol Air Phase Diagram ChartДокумент1 страницаEthanol Air Phase Diagram ChartridanormaОценок пока нет
- 1471065083Документ9 страниц1471065083ridanormaОценок пока нет
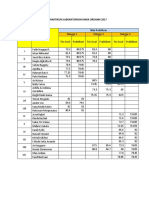
- Nilai Praktikum Laboratorium Kimia Organik 2017 Hari: KamisДокумент1 страницаNilai Praktikum Laboratorium Kimia Organik 2017 Hari: KamisridanormaОценок пока нет
- Crystal EvapДокумент7 страницCrystal EvapridanormaОценок пока нет
- Proses Lubricating OilДокумент5 страницProses Lubricating OilridanormaОценок пока нет
- Proses Lubricating OilДокумент5 страницProses Lubricating OilridanormaОценок пока нет
- Secant MethodДокумент1 страницаSecant MethodridanormaОценок пока нет
- OSHA - OxygenДокумент10 страницOSHA - OxygenridanormaОценок пока нет
- VCMStudy UOP Advanced MTO Tehran ConferenceДокумент21 страницаVCMStudy UOP Advanced MTO Tehran ConferenceUsamah ZakiОценок пока нет
- Hydrogen gas monitoring for electric power generatorsДокумент2 страницыHydrogen gas monitoring for electric power generatorslibint15Оценок пока нет
- Intermolecular Forces ClassДокумент5 страницIntermolecular Forces ClassYaswanth Sai PodapatiОценок пока нет
- Chemical Reactions ExplainedДокумент7 страницChemical Reactions ExplainedchristalОценок пока нет
- Lab 3 SimulationДокумент9 страницLab 3 SimulationEmily SwanОценок пока нет
- Presentation Lecture Slides Petroleum Refinery EngineeringДокумент49 страницPresentation Lecture Slides Petroleum Refinery EngineeringMUHAMMADTAHA SARWAR100% (1)
- Catalytic Cracking and Catalytic ReformingДокумент8 страницCatalytic Cracking and Catalytic ReformingSauptik DattaОценок пока нет
- BauerДокумент3 страницыBauerTC Atilla KarakaşОценок пока нет
- Combustion & Flame Exercises ExplainedДокумент6 страницCombustion & Flame Exercises ExplainedSubhasish RoyОценок пока нет
- 1 s2.0 000925097780225X MainДокумент8 страниц1 s2.0 000925097780225X MainLiew Sing JieОценок пока нет
- Pengaruh Dosis Serbuk Biji Kelor (Moringa Oliefera) Terhadap Kadar Biochemical Oxygen Demand Air Limbah Rumah Pemotongan Ayam TAHUN 2021Документ9 страницPengaruh Dosis Serbuk Biji Kelor (Moringa Oliefera) Terhadap Kadar Biochemical Oxygen Demand Air Limbah Rumah Pemotongan Ayam TAHUN 2021meiliaОценок пока нет
- Methods of Separating Components of MixturesДокумент27 страницMethods of Separating Components of MixturesJhayce Christian S. CapanayanОценок пока нет
- Consequetive or Sequential Reaction: Chemical KineticsДокумент19 страницConsequetive or Sequential Reaction: Chemical Kineticsrishabh mishraОценок пока нет
- Alcohol FurfurilicoДокумент5 страницAlcohol Furfurilicojuan cruzОценок пока нет
- The History and Composition of PetroleumДокумент28 страницThe History and Composition of PetroleumArvind MallikОценок пока нет
- Tutorial-11-MEP311-Sheet-7-Stability Solid Fuel Combustion-Quenching - P-6-8Документ17 страницTutorial-11-MEP311-Sheet-7-Stability Solid Fuel Combustion-Quenching - P-6-8Amr MohsenОценок пока нет
- DA Series: Heatless Desiccant Air DryersДокумент2 страницыDA Series: Heatless Desiccant Air DryersKhaled HimedanОценок пока нет
- Air Pollution Control EquipmentДокумент24 страницыAir Pollution Control EquipmentJanice Omadto100% (1)
- Carbon, Hydrogen, and Nitrogen in Coke: Instrument: CHN628Документ2 страницыCarbon, Hydrogen, and Nitrogen in Coke: Instrument: CHN628Making IronОценок пока нет
- Molecular Sieve Dehydration Technology For Ethanol Dehydration-LibreДокумент4 страницыMolecular Sieve Dehydration Technology For Ethanol Dehydration-LibrePablo TorresiОценок пока нет
- Homogeneous CatalystДокумент52 страницыHomogeneous CatalystParom WaikasikarnОценок пока нет
- Proserv Type 6 15k 700ccДокумент1 страницаProserv Type 6 15k 700ccRefisal BonnetОценок пока нет
- TrillДокумент24 страницыTrillPrabha KaranОценок пока нет