Вам также может понравиться
- COTIZACION Nº 310 REPUESTOS SHACMAN Atx842Документ1 страницаCOTIZACION Nº 310 REPUESTOS SHACMAN Atx842Carlos QuispeОценок пока нет
- 11 Esfuerzo PlanoДокумент5 страниц11 Esfuerzo PlanoCarlos QuispeОценок пока нет
- CMP Savar Corporacion Logistica Sa - Maxus t60.2Документ3 страницыCMP Savar Corporacion Logistica Sa - Maxus t60.2Carlos QuispeОценок пока нет
- VIBRACIONESДокумент2 страницыVIBRACIONESCarlos QuispeОценок пока нет
- Dialnet DeteccionTempranaDeFallasEnMotoresDeCombustionInte 5269483Документ12 страницDialnet DeteccionTempranaDeFallasEnMotoresDeCombustionInte 5269483Adrian RoperoОценок пока нет
- Formato 006 - Creación de CódigosДокумент15 страницFormato 006 - Creación de CódigosCarlos QuispeОценок пока нет
- Primera Practica Calificada de L Curso de Refrigeracion y Climatizacion Ciclo 2019 IIДокумент1 страницаPrimera Practica Calificada de L Curso de Refrigeracion y Climatizacion Ciclo 2019 IICarlos QuispeОценок пока нет
- GM 04 - Mantenimiento Predictivo - Im 04 - Ciclo IIДокумент48 страницGM 04 - Mantenimiento Predictivo - Im 04 - Ciclo IICarlos Quispe100% (1)
- GM 02 - Estrategias o Tipos de Mantenimiento - Im O2 - Ciclo IIДокумент32 страницыGM 02 - Estrategias o Tipos de Mantenimiento - Im O2 - Ciclo IICarlos QuispeОценок пока нет
- FONDOSДокумент2 страницыFONDOSCarlos QuispeОценок пока нет
- Libro 1Документ3 страницыLibro 1Carlos QuispeОценок пока нет
- Lab 5 Maxima Potencia TerminadoДокумент13 страницLab 5 Maxima Potencia TerminadoCarlos QuispeОценок пока нет
- Bobina de TeslaДокумент45 страницBobina de TeslaCarlos QuispeОценок пока нет
- Proyecto FFДокумент15 страницProyecto FFCarlos QuispeОценок пока нет
- PROYECTOДокумент16 страницPROYECTOCarlos QuispeОценок пока нет
- Ramos Martinez MAESTRIA 2018Документ152 страницыRamos Martinez MAESTRIA 2018Carlos QuispeОценок пока нет
- GM 01 - Defincion, Filosofia y Evolucion - Im 01 - C.iiДокумент12 страницGM 01 - Defincion, Filosofia y Evolucion - Im 01 - C.iiCarlos QuispeОценок пока нет
- PROYECTOДокумент16 страницPROYECTOCarlos QuispeОценок пока нет
- API 1107 - PresentarДокумент40 страницAPI 1107 - PresentarCarlos QuispeОценок пока нет
- Bobina de TeslaДокумент45 страницBobina de TeslaCarlos QuispeОценок пока нет
- Bobina de TeslaДокумент45 страницBobina de TeslaCarlos QuispeОценок пока нет
- Calculo de Los ComponenteДокумент10 страницCalculo de Los ComponenteCarlos QuispeОценок пока нет
- Problemas Resueltos de Maquinas Electricas PDFДокумент143 страницыProblemas Resueltos de Maquinas Electricas PDFjonas dias100% (1)
- Problemas Resueltos de Maquinas Electricas PDFДокумент143 страницыProblemas Resueltos de Maquinas Electricas PDFjonas dias100% (1)
- Triptico Huevo MagicoДокумент2 страницыTriptico Huevo MagicoCarlos QuispeОценок пока нет
- Dibujo II Cad Examen Parcial 2008 27-06-08Документ6 страницDibujo II Cad Examen Parcial 2008 27-06-08Cesar EscarcenaОценок пока нет
- Los Formatos de PárrafoДокумент1 страницаLos Formatos de PárrafoCarlos QuispeОценок пока нет
- Dia Del PadreДокумент3 страницыDia Del PadreCarlos QuispeОценок пока нет
- Las PlacasДокумент3 страницыLas PlacasCarlos QuispeОценок пока нет
- Tema 3 y 4 DM2019AДокумент1 страницаTema 3 y 4 DM2019ACarlos QuispeОценок пока нет
- Torno Convencional, CNC y FresadoraДокумент15 страницTorno Convencional, CNC y FresadoraAngel Zarate100% (1)
- Mecanizado en Torno Paralelo 3bДокумент27 страницMecanizado en Torno Paralelo 3bFabio BotiaОценок пока нет
- Criterio de Aceptacion Segun AWS D1.1Документ5 страницCriterio de Aceptacion Segun AWS D1.1jhon_2012100% (7)
- U7 Codigo Asme Ix Art III WelderДокумент38 страницU7 Codigo Asme Ix Art III WelderDi No100% (1)
- TEMA 21 Procesos de Maquinado para Formas RedondasДокумент43 страницыTEMA 21 Procesos de Maquinado para Formas RedondasLuis Miguel Calvo0% (2)
- Guia Espec Soldadura Estruct AWS D1.1Документ44 страницыGuia Espec Soldadura Estruct AWS D1.1Grupo FiorenzaОценок пока нет
- EXCEL - Diagrama Hombre-Maquina ACTUALДокумент9 страницEXCEL - Diagrama Hombre-Maquina ACTUALHermesОценок пока нет
- Inyección Por Soplado y RotacionalДокумент9 страницInyección Por Soplado y RotacionalMiriam RamosОценок пока нет
- Preguntas AsmeДокумент8 страницPreguntas AsmeHumberto Ernesto Di Ciccio100% (3)
- Tareas 6,7 y 8Документ19 страницTareas 6,7 y 8Jhona CruzОценок пока нет
- Uniones Temporales y PermanentesДокумент21 страницаUniones Temporales y PermanentesHoracio Guadarrama Cadena100% (1)
- Layout Flujo 1Документ1 страницаLayout Flujo 1ARiaOcaÑaОценок пока нет
- Operaciones de TornadoДокумент13 страницOperaciones de TornadoIrcia CardenasОценок пока нет
- Moldes de Inyección para Plásticos 100 Casos Prácticos - Hans Gastrow - 1ra EdiciónДокумент256 страницMoldes de Inyección para Plásticos 100 Casos Prácticos - Hans Gastrow - 1ra EdiciónJulio David Saquinga100% (1)
- EurecatДокумент64 страницыEurecatCamilo Jose Atehortua QuicenoОценок пока нет
- Asme Secc IxДокумент282 страницыAsme Secc IxmiguelangelsolisgonzalezОценок пока нет
- Aditivos para PVC Polystab/ Polylub: Estabilizante (Estaños)Документ2 страницыAditivos para PVC Polystab/ Polylub: Estabilizante (Estaños)Enzo Riveros ArbelaezОценок пока нет
- 13 Tornilleria y RemachesДокумент0 страниц13 Tornilleria y Remachesabsalon_jarvОценок пока нет
- Manual de Programación HEIDENHAIN ITNC530Документ96 страницManual de Programación HEIDENHAIN ITNC530dmg_pelonОценок пока нет
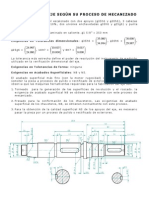
- Acotado de Un Eje Segun Su Proceso de MecanizadoДокумент7 страницAcotado de Un Eje Segun Su Proceso de MecanizadoDiego CorreaОценок пока нет
- Maquinas ElectroДокумент2 страницыMaquinas ElectroVictor Hugo Castillo AguirreОценок пока нет
- Laboratorio 5. TorneadoДокумент20 страницLaboratorio 5. Torneadoluz meryОценок пока нет
- Barrionuevo Gallo P3Документ10 страницBarrionuevo Gallo P3César AndradeОценок пока нет
- TP 1 Cargas Variables Concentracion de Tensiones - MAR18Документ8 страницTP 1 Cargas Variables Concentracion de Tensiones - MAR18Gonzalo CarnevaleОценок пока нет
- Informe de RNCДокумент5 страницInforme de RNCJaimeRubenLLoqueBordaОценок пока нет
- AaaДокумент1 страницаAaaDuverlyOrlandoMattaVásquezОценок пока нет
- Soldadura NДокумент229 страницSoldadura Nalber apazq quispeОценок пока нет
- El TornoДокумент25 страницEl TornoAlex Manrique100% (2)
- Conexiones SoldadasДокумент13 страницConexiones Soldadasleo_monteroОценок пока нет