Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
RFT Eddy Current Testing Procedure
NDT.TP.701.ET.03.Ry
Effective Date 17.November.2015
Prepared By Reviewed By Approved By Copy No. Distribution
Lab Manager/ 1 Deputy of GMO
Technical
Title ASNT Level III Quality Lab Manager
Manager 2
Manager
3 Quality Manager
Name Muhammad Kashif Amir Sajjad
4 Technical Manager
Sign 5 SAC
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 1 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
Table of Contents
No. Item Page
1. Table of Contents 2
2. Amendment Page 3
3. Purpose 4
4. Scope 4
5. Responsibilities 4
6. References 4
7. Pre-Requisites 5
8. Definitions/Abbreviations 5
9. Limitations 6
10. Equipment & Accessories 7
11. System Calibration 9
12. Examination & Recording 10
13. Acceptance Criteria 11
14. Report & Record 11
15. Recording Criteria 11
16. Analysis Criteria 11
16. Revision Page 12
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 2 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
Amendment Page
Status: Add Modified Remove Item No.:
Cause:
1 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
2 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
3 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
4 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
5 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
6 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
7 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
8 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
9 Date:
Name: Position: Sign:
Status: Add Modified Remove Item No.:
Cause:
10 Date:
Name: Position: Sign:
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 3 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
1. Purpose:
The purpose of this procedure is provide guidelines to NDT personnel of Motabaqah to carrying
out Remote Field Testing (RFT) for the detection and locate of tube wall thinning and localized
wall loss in the straight ferromagnetic tubes.
2. Scope:
This Procedure is applicable for RFT to detect tube wall thinning and localized wall loss
ferromagnetic tubes of diameter ranging from 12.70 50.80 mm and thickness in 0.71 to 3.40
mm. This procedure is specifically applicable to RFT examination using an internal coil assembly
for straight tubes excluding U-bend.
This practice does not establish tube acceptance criteria, the tube acceptance criteria must be
specified by the using parties/plant/client.
3. Responsibilities:
3.1 ASNT NDT Level III Electromagnetic Testing is responsible to prepare the procedure and
Technical Manager or his designee is responsible for review, explanation and
modification of this procedure
3.2 Quality Manager NDT and Deputy General Manager Operation are responsible to review
& approve the procedure. Quality Manager NDT will also help/assist for its effective
implementation.
3.3 ET level1 qualified person shall perform inspection according to approved procedure
except analysis of results under supervision of ET Level II or III
3.4 ET levelII or higher qualified person can perform inspection including interpretation,
analysis and evaluation of the results.
4. References:
4.1. SNT-TC-1A Recommended practice for Personnel qualification & certification in
Non Destructive Testing
4.2. ASME Section V, Electromagnetic Testing , Remote Field Testing of ferromagnetic tubes
Article 17
4.3. ASTM E-2096 Standard Practice for In Situ Examination of Ferromagnetic Heat
Exchangers Tubes using Remote Field Testing.
4.4. ASTM E 543 Practice for Agencies Performing Nondestructive Testing
4.5. ASTM E1316 Terminology for Nondestructive Examinations
5. Pre Requisites:
5.1 Prior to remote field testing a reference standard shall be manufactured for the specific
test of the same nominal size and material (chemical composition & product form) as
that to be examined. The intent of this reference standard is to establish and verify
system response. Reference standard for tubes in remote field testing shall be
manufactured as per ASTM E 2096.
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 4 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
5.2 The tubes should be cleaned and dried by client before the start of inspection. The tubes
should be free from water, scale and mud.
5.3. The inspection should be carried out after proper cleaning
5.4 Scaffolding and other arrangement needed to gain access to the required points of
inspection will be arranged by client.
5.5 Power supply, air supply, lighting arrangement 24V and electrical earthing /ground
should be provided by the client.
5.6 Client should brief the inspector involved in the implementation of this procedure
regarding the operation/accident history which later on will enable analyst for accessing
the tube damage/condition.
6. Definitions / Abbreviations:
6.1. QC: Quality Control
6.2. ET: Electromagnetic Testing
6.3. RFT: Remote Field Testing, a nondestructive test method that measures
changes in the remote field to detect and characterize discontinuities.
6.4. NDTIL: Non-Destructive Testing & Inspection Lab
6.5. ASTM: American Society for Testing and Material
6.6. NDT: Non-Destructive Testing
6.7. ASME: American Society of Mechanical Engineers
6.8. Frequency: The number of cycles per second of alternating electric current
induced in the tubular product
6.9. Nominal Point: A point on the phase-amplitude diagram representing data from
nominal tube.
6.10 Phase-Amplitude: A two-dimensional representation of detector output voltage, with
angle representing phase with respect to a reference signal, and
radius representing amplitude.
6.11. Indications: Eddy current signals caused by any change in the uniformity of a tube.
These changes in uniformity affect the electric characteristic of the
tube
6.12. Sensitivity Control: The control in the instrument which adjusts the amplifier gain and is
one of the factors that determines the capacity to detect
discontinuities
6.13. Reference A piece of same material, dimensions and heat treatment condition
Standard: with artificial discontinuities used for establishing the test sensitivity
setting, periodically checking and adjusting sensitivity setting as
required.
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 5 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
6.14. Non-Quantifiable A non-quantifiable indication is a reportable indication that cannot be
Indication: characterized. The indication shall be considered a flaw until resolved
future inspections or otherwise
6.15. End Effect: The losses in sensitivity to discontinuities located near the extreme
ends of the tube as test coil enter or leave the ends of the tube.
7. Limitations:
7.1. Applicable to ferromagnetic tubes only.
7.2. Sensitive to surface variations therefore, requires smooth & clean surface
7.3. Indication near tube sheet or edge may not be classified due to end effect.
7.4 Combination of defects on circumference has to be approximated due to net change in
magnetic field of the test circuit
7.5 Any indication which remains unresolved shall be reported as non-quantifiable
indication until resolved in future inspections or otherwise.
7.6 A reference standard is required for system calibration else the examination cannot be
performed.
8. Equipments & Accessories:
8.1. Instrumentation:
8.1.1 The electronic instrumentation shall be capable of creating exciter signals of one or
more frequencies appropriate to the tube material
8.1.2 The apparatus shall be capable of phase and amplitude analysis of detector outputs
at each frequency, independent of other frequencies in use simultaneously.
8.1.3 The instrument shall display data in real time and recording data and system
settings in a manner that allows archiving and later recall of all data and system
settings for each tube
8.1.4 The data acquisition and analysis will be carried out by the following equipment:
Apollo Multi-Channel / Multi-Frequency RFT System
Probe Inputs :8
Channels : 8 simultaneously
Number of frequencies :4
Gain Range : 0 to 40GB
Frequency Range : 1 Hz to 10MHz
Probe Balancing : Electronic probe balancing (hardware null)
Manufacturer : GE Measurement & Control, USA
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 6 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
8.2. RFT Probe:
The probes should be of an appropriate configuration and size for the tube being
examined and compatible with the testing equipment.
8.3 RFT Tube Reference Standard:
8.3.1 RFT tube standards should be of the same nominal dimensions, material type and
grade as the tubes to be examined.
8.3.2 Typical artificial flaws and flaw characterization standards are as under:
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 7 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
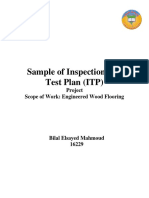
8.3.3 The RFT system reference standard has specific artificial flaws. It is
used to set up and standardize a remote field system and to indicate
flaw detection sensitivity. The artificial flaws for the RFT system
reference standard are as follows:
Through-Hole: A through-hole (Fig. 1, Flaw A) whose diameter is equal
to the tube wall thickness multiplied by a specified factor. For tubes of
outside diameter less than 1.000 in. (25.40 mm), the factor is 1. For
tubes of outside diameter greater than or equal to 1.000 in., the factor
is 1.5.
Flat-Milled Flaw: A flat-milled flaw (Fig. 1, Flaw B) of a depth of 50%
and axial length one half of the tube nominal outside diameter. The flat
should be side milled using a milling tool of a diameter of 0.250 in.
(6.35 mm) to create rounded corners.
Short Circumferential Groove: A short circumferential groove (Fig. 1,
Flaw C) of a depth of 20% and axial length of 0.625 in. (15.88 mm).
Edges shall be angled at 105 degree.
Wear Scar: A simulated wear scar from a tube support plate (Fig. 1,
Flaw D) consisting of a circumferentially tapered groove, 40% deep,
extending over 180 deg of the tube circumference. Axial length
measured at the bottom surface of the flaw shall be 0.625 in. (15.88
mm). Edges shall be angled at 105 degree.
Tapered Flaw: tapered flaw simulating near-tube-support erosion (Fig.
1, Flaw E) consisting of a groove 60% deep tapered circumferentially
and in both directions axially, the steep side of the flaw shall be angled
at 65 deg to the tube axis. The shallow side of the flaw shall be axially
tapered so that it extends an axial distance of four tube diameters from
the deepest point. The circumferential extent at the maximum point
shall be 90 deg.
Long Circumferential Groove: A long circumferential groove (Fig. 1,
Flaw F) of a depth of 20% and recommended axial length of two tube
diameters, Length is optional according to application, Edges shall be
angled at 105 degree
Note: See figure 1, on next page
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 8 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
FIGURE-1: M anufacturing Reference f o r R F T S y s t e m R e f e r e n c e Standard
9. System Calibration:
System calibration shall be performed as below and according Figure-2, given on Next page
9.1. Differential Channels:
The phase rotation of the base frequency (F1) shall be adjusted so that the signal from the
through-wall hole (TH) appears approximately along the Y (vertical) axis and that the signal
from the tube support plate (TSP) lies in the upper left-hand and lower right-hand
quadrants. When properly adjusted, the differential signals should be displayed on a
voltage plane display
9.2. Absolute Channels:
The absolute channels should be calibrated by setting up the tube support/baffle plate
signal at zero degrees (horizontal at X-axis), While keeping the grove vertical upwards.
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 9 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
Figure-2: The following settings are required for differential and absolute channels
calibration
10. Examination and Recording:
10.1. Scanning Direction:
Data shall be recorded as the probe traverses the tube. The data may be gathered in a
Timed mode.
10.2. Scanning Speed:
The probe speed shall be dependent on the base frequency and sample rate and shall
be no faster than the speed required obtaining a clear signal from the reference
tube standard.
10.3. Tube Sheet Marking:
The tube number shall be marked on the tube sheet as Rows and Columns or if available
additional info of zones and flow passes.
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 10 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
10.4. Pull/Push Method:
Manual push/pull by hands shall be utilized for inspection.
10.5. Recording of Signals:
The recording of remote field signals shall be done while pulling the probe through the
tube. The tube number will be noted. The signals on storage device (hard disk) should
be saved.
11. Acceptance Criteria:
This procedure does not establish tube acceptance criteria; the tube acceptance criteria must be
specified by the using parties/manufacturer/plant/client.
12. Report and Record:
At the end of the inspection and data analysis a report will be filled by inspectors and analyst on
the specific duly signed by Technical Manager. Report shall be kept as record in file.
13. Recording Criteria:
Location of indication will be reported along the length of the tube with respect to support
plates and depth range of the indications through the tube wall and wall thinning should be
reported.
14. Analysis Criteria:
The maximum evaluation depth of flaws and tube wall thinning shall be analyzed in terms of
percentage. When the loss of tube wall is less than 20% the exact percentage of tube wall loss
need not to be recorded and reported
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 11 of 12
1.0 November.2015 A.00
Technical Procedure
Non Destructive Testing & Inspection Laboratory - Motabaqah
Copy No.: 4.0 Remote Field Eddy Current Testing NDT.TP.701.ET.03.Ry
Revision Page
Revised by:
Job:
Date:
Signature:
Revised by:
Job:
Date:
Signature:
Revised by:
Job:
Date:
Signature:
Issue No. Issue Date Revision No. Issue By Quality Manager
Page 12 of 12
1.0 November.2015 A.00
Вам также может понравиться
- Lamtiation Ut ProcdureДокумент12 страницLamtiation Ut ProcduremnmsingamОценок пока нет
- ACFM Applications1Документ12 страницACFM Applications1naoufel1706Оценок пока нет
- Rtfi Report PDFДокумент1 страницаRtfi Report PDFShreekanthKannathОценок пока нет
- MT ProcedureДокумент6 страницMT ProcedureMeet Patel100% (2)
- MT ProcedureДокумент8 страницMT Procedureshabbir626100% (1)
- Api Ut Thickness Procedure PDFДокумент7 страницApi Ut Thickness Procedure PDFShreekanthKannathОценок пока нет
- Applus+ SEA BrochureДокумент38 страницApplus+ SEA BrochureGistek MarcoОценок пока нет
- RFET Calibration Tube Standerds & Signal AnalysisДокумент33 страницыRFET Calibration Tube Standerds & Signal AnalysisJeganJjОценок пока нет
- Eddy Current Testing Technology - 1st Edition - SampleДокумент24 страницыEddy Current Testing Technology - 1st Edition - Samplewmp8611024213Оценок пока нет
- TSC - Technical Info, ACFM and Tank Floor Weld InspectionДокумент2 страницыTSC - Technical Info, ACFM and Tank Floor Weld InspectionhcmcrlhoОценок пока нет
- MPI Procedure For BCEII-FinalДокумент10 страницMPI Procedure For BCEII-FinalBCE DeОценок пока нет
- Eddy Current ProcedureДокумент19 страницEddy Current ProcedureMadhu Babu67% (3)
- RT Procedure 10.09.16Документ9 страницRT Procedure 10.09.16mukeshsingh6Оценок пока нет
- Lrut Teletest Focus - TwiДокумент6 страницLrut Teletest Focus - TwiJaya DiОценок пока нет
- Astron: MFL Testing Procedure For Tank FloorДокумент16 страницAstron: MFL Testing Procedure For Tank FloorleonciomavarezОценок пока нет
- NDT-PQ PDFДокумент7 страницNDT-PQ PDFMiguel RodriguezОценок пока нет
- QCS EP UT-01 Rev06Документ21 страницаQCS EP UT-01 Rev06m_armoutiОценок пока нет
- SAIW Certification - NDT - NDT LogbookДокумент19 страницSAIW Certification - NDT - NDT Logbookkhairy2013Оценок пока нет
- Lesson 3 - IsO 9712Документ13 страницLesson 3 - IsO 9712Abdelaziz AbdoОценок пока нет
- As 4748-2001 Acoustic Emission Testing of Fibreglass-Insulated Booms On Elevating Work PlatformsДокумент8 страницAs 4748-2001 Acoustic Emission Testing of Fibreglass-Insulated Booms On Elevating Work PlatformsSAI Global - APACОценок пока нет
- VPS WP 01 Written Practice Rev 00Документ29 страницVPS WP 01 Written Practice Rev 00virenckananiОценок пока нет
- Eddy Current Array TutorialДокумент13 страницEddy Current Array TutorialsameerОценок пока нет
- AutoUT-phased Array Procedure Aluminum Silo PanelДокумент10 страницAutoUT-phased Array Procedure Aluminum Silo PanelnathgsurendraОценок пока нет
- Level IiiДокумент3 страницыLevel IiiMangalraj MadasamyОценок пока нет
- Ruane PTДокумент27 страницRuane PT9703422499Оценок пока нет
- MFL Nava NDT Level III TipsДокумент5 страницMFL Nava NDT Level III TipsShanmuga Navaneethan100% (1)
- Procedure Setup and Calibrate ECT DefHiДокумент38 страницProcedure Setup and Calibrate ECT DefHivikramОценок пока нет
- NDT DocumentДокумент41 страницаNDT DocumentgopuОценок пока нет
- AUT Level 2 ManualДокумент44 страницыAUT Level 2 Manualvibinkumars100% (1)
- NDT For Roller CoasterДокумент5 страницNDT For Roller Coasterluqman syakirОценок пока нет
- Ut Procedure NewДокумент10 страницUt Procedure NewAmit HasanОценок пока нет
- PAUT SS Blind Zone CoverageДокумент3 страницыPAUT SS Blind Zone Coveragesnndhk0% (1)
- Model Question Bank ASNT NDT Level 3 ExaminationДокумент2 страницыModel Question Bank ASNT NDT Level 3 ExaminationQamar Ali KhanОценок пока нет
- NDTДокумент38 страницNDTNishant B MayekarОценок пока нет
- NDE Written Procedure Where We Shall StartДокумент21 страницаNDE Written Procedure Where We Shall StartuaiphonОценок пока нет
- JANX Written Practice Rev 7Документ20 страницJANX Written Practice Rev 7joshrathburn1980100% (3)
- C.V Utekar Assistant Manager ASNT Level IIIДокумент4 страницыC.V Utekar Assistant Manager ASNT Level IIIShrikant UtekarОценок пока нет
- IRTS SRUT Work ProcedureДокумент10 страницIRTS SRUT Work ProcedurePeter100% (1)
- Paut Inspection Report: Client Rfi NoДокумент6 страницPaut Inspection Report: Client Rfi NoThiru Maran MasterscanОценок пока нет
- D-p5-Bv-pd-010 - MFL, Issue 01, Rev 00 - Magnetic Flux Leakage TestДокумент12 страницD-p5-Bv-pd-010 - MFL, Issue 01, Rev 00 - Magnetic Flux Leakage TestThinh Nguyen100% (1)
- AWSD1.1 Procedure UtДокумент19 страницAWSD1.1 Procedure Utkevin desai50% (2)
- TOFD CV PDFДокумент19 страницTOFD CV PDFKarna2504Оценок пока нет
- PCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWДокумент4 страницыPCN UT Course in Trichy, PCN RTFI Training in Trichy, PCN PT, MT, Eddy Current Courses in Trichy - TIWagniva datta100% (2)
- Lec 10 - EDDY CURRENT TestingДокумент30 страницLec 10 - EDDY CURRENT TestingViona ArgarethaОценок пока нет
- ET Level III MalaysiaДокумент2 страницыET Level III MalaysiaKuppan Srinivasan100% (1)
- MT Tta NDT Mpi 01 AsmeДокумент13 страницMT Tta NDT Mpi 01 AsmeTuan DangОценок пока нет
- VT Procedure: 1 - PurposeДокумент4 страницыVT Procedure: 1 - PurposeElvin Menlibai100% (1)
- List of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3Документ25 страницList of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3PP043Оценок пока нет
- Lyft Training V1.2R1 LetterДокумент81 страницаLyft Training V1.2R1 LetterHebertОценок пока нет
- Laut ProcedureДокумент33 страницыLaut ProcedureGoutam Kumar DebОценок пока нет
- Subic Drydoc NDT Quality ManualДокумент14 страницSubic Drydoc NDT Quality ManualHarry Doble100% (2)
- D-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingДокумент40 страницD-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingThinh NguyenОценок пока нет
- Lrut Special AplicationДокумент20 страницLrut Special AplicationAbdur Rahim100% (1)
- Profile Radiography IAEAДокумент14 страницProfile Radiography IAEAPaolo Ng100% (1)
- SSIS VT Procedure Rev 0 25112011Документ14 страницSSIS VT Procedure Rev 0 25112011Salman KhanОценок пока нет
- 12 MT ProcedureДокумент17 страниц12 MT ProcedureThân KhaОценок пока нет
- Quality Mannul-NABL-AAPL - (SSP) 11092015Документ69 страницQuality Mannul-NABL-AAPL - (SSP) 11092015Varsha ZambareОценок пока нет
- ISO 17025-2017 Quality Manual TestingДокумент69 страницISO 17025-2017 Quality Manual Testinglabn6446Оценок пока нет
- Revision of ISO 17025 (2017 Ed) PDFДокумент22 страницыRevision of ISO 17025 (2017 Ed) PDFkingstonОценок пока нет
- DNVGL-ST-F101 Submarine Pipeline Systems-415-416 PDFДокумент2 страницыDNVGL-ST-F101 Submarine Pipeline Systems-415-416 PDFJeganeswaranОценок пока нет
- 653 10-20-2020 CertДокумент1 страница653 10-20-2020 CertJeganeswaranОценок пока нет
- Seamless Pipe Certificate DOC171115Документ2 страницыSeamless Pipe Certificate DOC171115JeganeswaranОценок пока нет
- NDT Sa Ut 015 Rev 1Документ22 страницыNDT Sa Ut 015 Rev 1Jeganeswaran100% (1)
- Application Form PDFДокумент8 страницApplication Form PDFJeganeswaranОценок пока нет
- EX07 Doc 2 (Rev.4) TWI Record of Vision TestsДокумент1 страницаEX07 Doc 2 (Rev.4) TWI Record of Vision TestsJeganeswaranОценок пока нет
- Welding Machine ParticularsДокумент12 страницWelding Machine ParticularsJeganeswaranОценок пока нет
- Carbon Hollow Bar ST 52Документ2 страницыCarbon Hollow Bar ST 52JeganeswaranОценок пока нет
- NDT Study Material PCN UT II PDFДокумент88 страницNDT Study Material PCN UT II PDFJeganeswaran80% (5)
- Mohd Hafiz Jamari 2015Документ5 страницMohd Hafiz Jamari 2015JeganeswaranОценок пока нет
- Fazal 22 QC NDT InspectorДокумент9 страницFazal 22 QC NDT InspectorJeganeswaranОценок пока нет
- Kodak - Industrex Chemicals PDFДокумент4 страницыKodak - Industrex Chemicals PDFJeganeswaranОценок пока нет
- PPLS-002: Annexure - 1 Basic Calibration Blocks For Jetting PipesДокумент2 страницыPPLS-002: Annexure - 1 Basic Calibration Blocks For Jetting PipesJeganeswaranОценок пока нет
- BS NDT Inspection - 2790 Section 5Документ12 страницBS NDT Inspection - 2790 Section 5JeganeswaranОценок пока нет
- Sac-Singlas 002 (15 Feb 2017)Документ13 страницSac-Singlas 002 (15 Feb 2017)JeganeswaranОценок пока нет
- Hotel Quality Control PlanДокумент21 страницаHotel Quality Control PlanVo Kien Cuong100% (5)
- Specification For Sea Water Lift PumpsДокумент20 страницSpecification For Sea Water Lift PumpsSudjono BroОценок пока нет
- Material Standard FOR Inhibitor For Hydrochloric Acid AS: IPS-M-TP-673Документ7 страницMaterial Standard FOR Inhibitor For Hydrochloric Acid AS: IPS-M-TP-673RezaОценок пока нет
- Green Ship Technologies - Brochure PDFДокумент13 страницGreen Ship Technologies - Brochure PDFGowtham Rajagopal100% (2)
- Technial Specification - General Requirement Part 2Документ20 страницTechnial Specification - General Requirement Part 2amulya00428Оценок пока нет
- Maintenance and Inspection of Bridge Stay Cable Systems: Conference PaperДокумент13 страницMaintenance and Inspection of Bridge Stay Cable Systems: Conference PaperikrusmostОценок пока нет
- Bromma OhfДокумент30 страницBromma OhfMohd Rizalman100% (2)
- Manufacturing Plant Evaluation Questionnaire - 2019 - Final 14.05.2020Документ9 страницManufacturing Plant Evaluation Questionnaire - 2019 - Final 14.05.2020Jatin AdhyaruОценок пока нет
- Astm A910Документ4 страницыAstm A910Teja Dewanti100% (1)
- Split Lid Table Top Two Sided Grill: ModelДокумент17 страницSplit Lid Table Top Two Sided Grill: ModelOkabe RintarouОценок пока нет
- CMH 17 Vol6 RevG PDFДокумент105 страницCMH 17 Vol6 RevG PDFsamsul imronОценок пока нет
- AC 21-143 Amdt. 0 - Supplier Surveillance ProceduresДокумент14 страницAC 21-143 Amdt. 0 - Supplier Surveillance ProceduresDINAMIKA AVIASIОценок пока нет
- GN200 Version 2.0 UMДокумент20 страницGN200 Version 2.0 UMouyangxin1991Оценок пока нет
- Ieee C135.61-2006Документ15 страницIeee C135.61-2006lduong4Оценок пока нет
- Spek Trasti NitrileДокумент4 страницыSpek Trasti NitrilemarinaОценок пока нет
- The Application of Gage R&R Analysis in S Six Sigma Case of ImproДокумент83 страницыThe Application of Gage R&R Analysis in S Six Sigma Case of ImproDLОценок пока нет
- Inspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Документ4 страницыInspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Delta akathehuskyОценок пока нет
- 1417 Vol Ii, Part 2Документ180 страниц1417 Vol Ii, Part 2Mahroof Bin ShajahanОценок пока нет
- Method Statement For Installation of Electrical DBДокумент6 страницMethod Statement For Installation of Electrical DBsamsungloverОценок пока нет
- Internal Audit Checklist - AS9100Документ13 страницInternal Audit Checklist - AS9100John Scholz75% (12)
- Ready To Use ESL Activities For Busy English TeachersДокумент22 страницыReady To Use ESL Activities For Busy English TeachersMaestro MertzОценок пока нет
- Lifting EquipmentДокумент24 страницыLifting EquipmentIwan HerawanОценок пока нет
- Procedure: (Purchasing Proc. Title) : 1. SummaryДокумент5 страницProcedure: (Purchasing Proc. Title) : 1. SummaryXionОценок пока нет
- Report (2) Sample of Inspection and Test Plan (ITP) PDFДокумент6 страницReport (2) Sample of Inspection and Test Plan (ITP) PDFOmarfath FathОценок пока нет
- ECRS TrainingДокумент23 страницыECRS Trainingdhalsin83Оценок пока нет
- Aerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress RelievedДокумент9 страницAerospace Material Specification: Titanium Alloy Tubing, Seamless, Hydraulic 3.0al - 2.5V Cold Worked, Stress Relievedvsraju2Оценок пока нет
- Work Method Statement For PILING WORKS (Injection Method) : - Your Project TitleДокумент8 страницWork Method Statement For PILING WORKS (Injection Method) : - Your Project TitleRufahniyah LizhaОценок пока нет
- Field Joint CoatingДокумент7 страницField Joint Coatingkrishna3794Оценок пока нет
- Site Clearance CorrectedДокумент4 страницыSite Clearance CorrectedManuja NallaperumaОценок пока нет
- USDA Animal Welfare Inspection Guide PDFДокумент336 страницUSDA Animal Welfare Inspection Guide PDFseanОценок пока нет