Вам также может понравиться
- Astm A36Документ4 страницыAstm A36Elvis Ramos Tasayco80% (5)
- Astm B633 98Документ7 страницAstm B633 98karina Alvarez100% (2)
- A 653 - A 653M - 15e1.en - EsДокумент13 страницA 653 - A 653M - 15e1.en - EsRobyEangerОценок пока нет
- Traduccion ASTM A36 08 PDFДокумент4 страницыTraduccion ASTM A36 08 PDFHéctor AtzinОценок пока нет
- NTC-423 ASTM-A108-B.acero Al Carbonoen Frio - Af.españolДокумент7 страницNTC-423 ASTM-A108-B.acero Al Carbonoen Frio - Af.españolsamir gonzalez100% (1)
- NORM - EN ISO 1461 - EsДокумент2 страницыNORM - EN ISO 1461 - EsgersonОценок пока нет
- NCh0223-99 Planchas AcanaladasДокумент7 страницNCh0223-99 Planchas AcanaladasjaimeОценок пока нет
- Normas GalvanizacionДокумент3 страницыNormas GalvanizacionFernando LedesmaОценок пока нет
- NMX H 014 1984 GalvanizadoДокумент10 страницNMX H 014 1984 GalvanizadotycoqueretaroОценок пока нет
- Astm A 500Документ22 страницыAstm A 500Andriluis RomeroОценок пока нет
- Iso 12944-1 TraducciónДокумент12 страницIso 12944-1 TraducciónJhoana Esquivel Manrique100% (1)
- Perfiles CuadradosДокумент4 страницыPerfiles CuadradosEnrique NuñezОценок пока нет
- B117 13024Документ12 страницB117 13024Mariela Belén100% (4)
- Pintura y Barnices ISO 12944-6Документ5 страницPintura y Barnices ISO 12944-6sara0% (1)
- Norma ASTM E112Документ4 страницыNorma ASTM E112Ere ValdesОценок пока нет
- Recubrimiento Por GalvanizadoДокумент16 страницRecubrimiento Por GalvanizadoEdgar Oswaldo Santoyo Casas100% (2)
- Astm A514Документ3 страницыAstm A514Erik CabezasОценок пока нет
- Norma Astm A123Документ7 страницNorma Astm A123Carlos Daniel ParedesОценок пока нет
- 010162nenn100 Es PDFДокумент24 страницы010162nenn100 Es PDFjose100% (1)
- NMX B266 89 PDFДокумент47 страницNMX B266 89 PDFEnriqueVe0% (1)
- Control de GalvanizadoДокумент4 страницыControl de GalvanizadoSergio FernandezОценок пока нет
- Normalización de Aceros Según AstmДокумент21 страницаNormalización de Aceros Según AstmHectorVasquezLaraОценок пока нет
- NCH 209 Of72 Acero - Planchas Gruesas - Especif PDFДокумент11 страницNCH 209 Of72 Acero - Planchas Gruesas - Especif PDFMarioОценок пока нет
- Astm F2329 VsДокумент2 страницыAstm F2329 VsJosé Correa100% (1)
- FT 12 001 Astm A572 GR50 PDFДокумент2 страницыFT 12 001 Astm A572 GR50 PDFWilliam Soracà OspinoОценок пока нет
- SPM-2000 (E)Документ6 страницSPM-2000 (E)Roberto GonzalezОценок пока нет
- Acero Estructural Al Carbono: Designación: A36/A36M - 19Документ5 страницAcero Estructural Al Carbono: Designación: A36/A36M - 19Franciis VelasquezОценок пока нет
- NCh209 1972 PDFДокумент13 страницNCh209 1972 PDFEdu XaviОценок пока нет
- Chapas Normas Cal Comercial Iram U500 F-26 F-36Документ7 страницChapas Normas Cal Comercial Iram U500 F-26 F-36Pablo100% (1)
- Traduccion ASTM A36 08Документ4 страницыTraduccion ASTM A36 08esaravia100% (1)
- Manual Técnico Del Acero GalvanizadoДокумент47 страницManual Técnico Del Acero GalvanizadoKenny Martinez100% (1)
- Procedimiento de Touch Up REV 31 DE MARZOДокумент9 страницProcedimiento de Touch Up REV 31 DE MARZOcarlosОценок пока нет
- Astm A123Документ13 страницAstm A123conque1100% (1)
- Astm A 780-93aДокумент9 страницAstm A 780-93avargas28100% (1)
- Aceros Al Carbono ASTM A27Документ3 страницыAceros Al Carbono ASTM A27J Francisco Chiken Torres HerreraОценок пока нет
- 8504 2 2000 03.en - EsДокумент20 страниц8504 2 2000 03.en - EsCristian CalleОценок пока нет
- Nte Inen Iso 14713-1Документ7 страницNte Inen Iso 14713-1Jonathan CuzcoОценок пока нет
- Acero AASHTO M270Документ11 страницAcero AASHTO M270tollo88Оценок пока нет
- Propiedades ASTM A572 GR 50 PDFДокумент108 страницPropiedades ASTM A572 GR 50 PDFesaravia100% (3)
- 1-Procedimiento de Pintado - FGA INGENIEROSДокумент13 страниц1-Procedimiento de Pintado - FGA INGENIEROSJuan Carlos Lara PechoОценок пока нет
- Astm D3359-09.Документ8 страницAstm D3359-09.Camila Estupiñan100% (2)
- Anexo 1. Procedimientos de SoldaduraДокумент89 страницAnexo 1. Procedimientos de SoldadurajesusОценок пока нет
- Catalogo Alambres Tubulares FCAWДокумент17 страницCatalogo Alambres Tubulares FCAWLeyniz York Arias LlanosОценок пока нет
- Astm A480Документ5 страницAstm A480Jose Juan CharlesОценок пока нет
- ASTM-A283-GR-C (Propiedades) PDFДокумент1 страницаASTM-A283-GR-C (Propiedades) PDFLuis ChiñasОценок пока нет
- Astm D-610 EspañolДокумент6 страницAstm D-610 Españollucero0% (2)
- Norma ASTM A194 (Tuercas 2h)Документ5 страницNorma ASTM A194 (Tuercas 2h)Aldair MezaОценок пока нет
- Inspección de Galvanizados en CalienteДокумент51 страницаInspección de Galvanizados en CalienteMartin Hugo GiacomazziОценок пока нет
- Normas de Galvanizado Astm123Документ3 страницыNormas de Galvanizado Astm123Reynaldo Ruiz MendozaОценок пока нет
- Astm A-1011Документ2 страницыAstm A-1011Fernando F. Fernandez HuapallaОценок пока нет
- Astm A 853 EspañolДокумент3 страницыAstm A 853 EspañolJenny Sanchez0% (1)
- A795Документ5 страницA795Melissa Rivera QuispeОценок пока нет
- Astm A123-02Документ8 страницAstm A123-02Edwin Alfredo Esqueche AragonОценок пока нет
- Astm B 633-98 EspДокумент8 страницAstm B 633-98 EspBeto HurtadoОценок пока нет
- A106 Piping Esp.Документ13 страницA106 Piping Esp.Kevin GonzalesОценок пока нет
- F75.1374633 2012Документ8 страницF75.1374633 2012Rosalba ToxquiОценок пока нет
- Astm A780-15Документ4 страницыAstm A780-15d.aravenaОценок пока нет
- Norma ASTM B 32Документ25 страницNorma ASTM B 32melvin churata100% (1)
- b32pdf en EsДокумент25 страницb32pdf en Esmelvin churataОценок пока нет
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Perfil Copal UrcoДокумент10 страницPerfil Copal UrcoJosé RemuzgoОценок пока нет
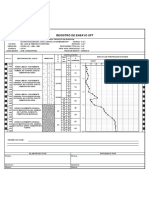
- SPT 03Документ1 страницаSPT 03José RemuzgoОценок пока нет
- Segundo Montaje de TesisДокумент153 страницыSegundo Montaje de TesisJosé RemuzgoОценок пока нет
- SPT 02Документ1 страницаSPT 02José RemuzgoОценок пока нет
- Plantilla de Montaje de ProyectoДокумент16 страницPlantilla de Montaje de ProyectoJosé RemuzgoОценок пока нет
- Zaranda AlemanaДокумент1 страницаZaranda AlemanaJosé RemuzgoОценок пока нет
- La Ciencia de La MeditacionДокумент11 страницLa Ciencia de La MeditacionShiny Demise ProjectОценок пока нет
- Competencial Contextual en El Área Industrial: Mppf. Nallely Garrido ArgáezДокумент43 страницыCompetencial Contextual en El Área Industrial: Mppf. Nallely Garrido ArgáezValery CruzОценок пока нет
- Por Qué Bajan Los Precios Internacionales de Los MetalesДокумент7 страницPor Qué Bajan Los Precios Internacionales de Los MetalesPepeFarfanОценок пока нет
- COM. 1° - Programacion AnualДокумент10 страницCOM. 1° - Programacion AnualeusebiaОценок пока нет
- Matriz de Control de Operaciones Seican 2023Документ9 страницMatriz de Control de Operaciones Seican 2023SEICAN CONTABILIDADОценок пока нет
- Excusa Juzgado de FamiliaДокумент4 страницыExcusa Juzgado de FamiliaEdgar RoquelОценок пока нет
- Compendio Integral Derecho Penal UNLP - Carpeta PenalДокумент226 страницCompendio Integral Derecho Penal UNLP - Carpeta PenalMarianela Sack100% (2)
- Resumen de La OdiseaДокумент10 страницResumen de La Odiseaakhemy ramosОценок пока нет
- Si Tu Novio Te Deja SolaДокумент4 страницыSi Tu Novio Te Deja SolaANDRE SОценок пока нет
- Compendio General AjefistaДокумент58 страницCompendio General AjefistaEmilio I. Rodríguez Jr.100% (1)
- .Tarjeta de Embarque - AlexisДокумент1 страница.Tarjeta de Embarque - AlexisTomas qaОценок пока нет
- Tema 2Документ2 страницыTema 2Laura Roman DelgadoОценок пока нет
- Módulo 2, 2022Документ11 страницMódulo 2, 2022Maria Alejandra PérezОценок пока нет
- DEMANDA VARIACIÓN DE FIJO A PORCENTAJE AUMENTO DE ALIMENTOS ALANIA CARDENAS Ana (Autoguardado)Документ18 страницDEMANDA VARIACIÓN DE FIJO A PORCENTAJE AUMENTO DE ALIMENTOS ALANIA CARDENAS Ana (Autoguardado)sherly erikaОценок пока нет
- 12) Millet Espinosa, M (2011) - "Compilación de Lecturas Acerca Del Paradigma Empírico Analítico-Positivista". México, Pp. 1-14Документ14 страниц12) Millet Espinosa, M (2011) - "Compilación de Lecturas Acerca Del Paradigma Empírico Analítico-Positivista". México, Pp. 1-14Natalia SantiagoОценок пока нет
- Cómo Hacer Una Introducción de Un ProyectoДокумент2 страницыCómo Hacer Una Introducción de Un ProyectoAlphy AlphyОценок пока нет
- FICHA1Документ4 страницыFICHA1Pato Aravena DíazОценок пока нет
- Metodo Cientifico2Документ93 страницыMetodo Cientifico2Astrid SunnenОценок пока нет
- Goldschmidt y Alexy. Corsi e Ricorsi Del Integrativismo Jurídico. cf140845f1Документ10 страницGoldschmidt y Alexy. Corsi e Ricorsi Del Integrativismo Jurídico. cf140845f1Leandro AcostaОценок пока нет
- Cancionero JhormanДокумент42 страницыCancionero Jhormanandersoncoila9Оценок пока нет
- Programación Lineal Taller SimplexДокумент20 страницProgramación Lineal Taller SimplexAndres Josadac Ortiz RodriguezОценок пока нет
- Llamas Del Deseo (Flames of Desire)Документ2 страницыLlamas Del Deseo (Flames of Desire)Vane La NonnaОценок пока нет
- MakarenkoДокумент3 страницыMakarenkoMaricruzОценок пока нет
- AnestesiaДокумент23 страницыAnestesiaRené EcheverriaОценок пока нет
- D.S. 403-2016 EF Reglamento RMTДокумент4 страницыD.S. 403-2016 EF Reglamento RMTjgutierrez_edu4213Оценок пока нет
- Carlos Enrique Climent López - Urgencias Psquiatricas PDFДокумент63 страницыCarlos Enrique Climent López - Urgencias Psquiatricas PDFSanty P Vásconez CalderónОценок пока нет
- CUBERTERIAДокумент30 страницCUBERTERIAKarin SanchezОценок пока нет
- Ficha Tecnica AminoacidosДокумент14 страницFicha Tecnica AminoacidosalbertoОценок пока нет
- Datos Centros de Acopio y AlamacenamientoДокумент8 страницDatos Centros de Acopio y AlamacenamientoIsabella Cardona SernaОценок пока нет
- Características de Los Guerreros de Dios Calificados para La BatallaДокумент7 страницCaracterísticas de Los Guerreros de Dios Calificados para La Batallanoraima oviedoОценок пока нет
- Las Evaluaciones Educativas Que América Latina NecesitaДокумент7 страницLas Evaluaciones Educativas Que América Latina NecesitaLuis Galan SarmientoОценок пока нет