Вам также может понравиться
- Welding DefectsДокумент94 страницыWelding DefectsesamhamadОценок пока нет
- Welding ProcessesДокумент7 страницWelding ProcessesTridib DeyОценок пока нет
- By Ayuba IsaacДокумент18 страницBy Ayuba Isaacloganathan100% (1)
- WeldingДокумент41 страницаWeldinggigiphiОценок пока нет
- Thermal Power PlantsДокумент24 страницыThermal Power Plantslakshmigsr6610100% (1)
- Comparativereviewofawsd 11 Csaw 471 Andcsaw 59Документ25 страницComparativereviewofawsd 11 Csaw 471 Andcsaw 59qc_531040655Оценок пока нет
- Estimating & Comparing Weld Metal CostДокумент21 страницаEstimating & Comparing Weld Metal CostKyaw Kyaw AungОценок пока нет
- Kom Lecture NotesДокумент134 страницыKom Lecture Noteslakshmigsr6610Оценок пока нет
- Welding CopperДокумент9 страницWelding CopperSudhakar KumarОценок пока нет
- Gating Design V3Документ31 страницаGating Design V3Chinh Thong TranОценок пока нет
- Creep and Creep TestingДокумент3 страницыCreep and Creep Testingkevin herryОценок пока нет
- Casting and Forging DiscontinuitiesДокумент25 страницCasting and Forging DiscontinuitiesAshwani Dogra100% (1)
- Mathcad - Anchor Bolt - Concrete Related FailureДокумент29 страницMathcad - Anchor Bolt - Concrete Related FailureValentinОценок пока нет
- Cast3 PDFДокумент67 страницCast3 PDFyash guptaОценок пока нет
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarДокумент27 страницExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiОценок пока нет
- Torque Chart For 8.8 Grade BoltsДокумент3 страницыTorque Chart For 8.8 Grade BoltsAmit Singh100% (2)
- Welding Webinar - 27th JuneДокумент106 страницWelding Webinar - 27th JuneVishnu Vardhan100% (1)
- Iso 5817 Practice: L.Srinivasan Cms/AwtiДокумент59 страницIso 5817 Practice: L.Srinivasan Cms/Awtiaravindan100% (1)
- LamelerДокумент5 страницLamelerPrasetyaOne NugraHantoeОценок пока нет
- Weld TestingДокумент51 страницаWeld TestingYuki FongОценок пока нет
- How To Read Welding GaugesДокумент8 страницHow To Read Welding Gaugeservikas34Оценок пока нет
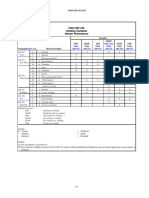
- Table - Qw-416 Welding Variables For Welder PerformanceДокумент1 страницаTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Welding LectureДокумент101 страницаWelding Lecturesumit sengarОценок пока нет
- Casting DefectsДокумент35 страницCasting DefectsYaser Mohamed AbasОценок пока нет
- Welding of Stainless Steel Aluminium 1Документ24 страницыWelding of Stainless Steel Aluminium 1minh tranОценок пока нет
- Satr-W-2008 Atyb TRДокумент6 страницSatr-W-2008 Atyb TRDeo MОценок пока нет
- Material Data Sheet: Casting Material: Stainless Steel CF8Документ9 страницMaterial Data Sheet: Casting Material: Stainless Steel CF8muraliОценок пока нет
- Welding Process & DefectsДокумент11 страницWelding Process & DefectsAbhishek TalujaОценок пока нет
- Chapter 5 - Welding Joint Design and Welding SymbolsДокумент43 страницыChapter 5 - Welding Joint Design and Welding Symbolsyves suarezОценок пока нет
- Din en Iso 4014 2011 PDFДокумент22 страницыDin en Iso 4014 2011 PDFVinícius Mohr100% (3)
- 29 Welded Joints Types and UsesДокумент10 страниц29 Welded Joints Types and UsesPRASAD326100% (1)
- Classification of Welding ProcessesДокумент25 страницClassification of Welding ProcessesvelavansuОценок пока нет
- Welding FLAWSДокумент86 страницWelding FLAWSrohitbhat2345100% (1)
- Welding Defects: Their Causes and PreventionДокумент18 страницWelding Defects: Their Causes and PreventionsanjaykumarmauryaОценок пока нет
- Gas Flux WeldingДокумент78 страницGas Flux WeldingyendikesumaОценок пока нет
- Welding Defects and RemediesДокумент20 страницWelding Defects and RemediesChristine SeletariaОценок пока нет
- Defects - Solidification Cracking - Job Knowledge 44Документ3 страницыDefects - Solidification Cracking - Job Knowledge 44tuanОценок пока нет
- 12 MarksДокумент23 страницы12 Markslakshmigsr6610Оценок пока нет
- Microstructure Study of Welded JointДокумент17 страницMicrostructure Study of Welded JointRatul Islam Antor100% (1)
- Metal Repairs: Laser WeldingДокумент24 страницыMetal Repairs: Laser WeldingV DhinakaranОценок пока нет
- TIG WeldingДокумент44 страницыTIG Weldinganon_717772339Оценок пока нет
- Principles of World Class ManufacturingДокумент171 страницаPrinciples of World Class Manufacturinglakshmigsr6610100% (1)
- Tungsten Inert Gas WeldingДокумент2 страницыTungsten Inert Gas WeldingJacques SauОценок пока нет
- 10 Welding Defects & RemediesДокумент12 страниц10 Welding Defects & RemediesvilukОценок пока нет
- Casting Inspection NDTДокумент8 страницCasting Inspection NDTdombipinОценок пока нет
- MTI Friction Welding Brochure PDFДокумент60 страницMTI Friction Welding Brochure PDFemirОценок пока нет
- Casting Material CA15BASD PDFДокумент4 страницыCasting Material CA15BASD PDFAditya GuptaОценок пока нет
- Tungsten Inert Gas WeldingДокумент15 страницTungsten Inert Gas WeldingOtladisa Otista TlhalerwaОценок пока нет
- Iwe Mig Welding MachineДокумент2 страницыIwe Mig Welding Machinem ramakrishna reddyОценок пока нет
- Weld ImperfectionsДокумент11 страницWeld Imperfections0502raviОценок пока нет
- Automation in Sheet Metal Tig Welding Process: A Case StudyДокумент6 страницAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupОценок пока нет
- Resistance WeldingДокумент8 страницResistance Welding0502raviОценок пока нет
- Arc Welding Basics LectureДокумент41 страницаArc Welding Basics LectureJoy MukherjeОценок пока нет
- What Is Peening?: Frequently Asked QuestionsДокумент2 страницыWhat Is Peening?: Frequently Asked QuestionstuanОценок пока нет
- Sheet MetalДокумент4 страницыSheet MetalLokesh BasappaОценок пока нет
- GMAW (CO2) Welding CourseДокумент129 страницGMAW (CO2) Welding Courseanon_554333607Оценок пока нет
- Die Casting ReportДокумент11 страницDie Casting ReportFaria KhanОценок пока нет
- Arabic Welding Defects RT PDFДокумент42 страницыArabic Welding Defects RT PDFlucianaОценок пока нет
- Bend Testing: Job Knowledge 73Документ3 страницыBend Testing: Job Knowledge 73kevin herryОценок пока нет
- Solid State WeldingДокумент61 страницаSolid State Weldingakramakram123Оценок пока нет
- 03 - GtawДокумент20 страниц03 - GtawEnache DaniОценок пока нет
- MD Design ConsiderationДокумент18 страницMD Design ConsiderationjhpatelОценок пока нет
- Heat TreatmentДокумент2 страницыHeat TreatmentAnonymous XClYkdKyОценок пока нет
- Lincoln Welding MachineДокумент4 страницыLincoln Welding MachinemevansmetreelОценок пока нет
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Документ2 страницыTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanОценок пока нет
- Theory of AlloysДокумент42 страницыTheory of Alloyskeval patel100% (1)
- Weldability - Introduction To MIG WeldingДокумент16 страницWeldability - Introduction To MIG WeldingMaureen BairdОценок пока нет
- Gas Welding DefectsДокумент8 страницGas Welding DefectsRyu HimuraОценок пока нет
- Weld GaugesДокумент15 страницWeld GaugessojeckОценок пока нет
- Resistance WeldingДокумент19 страницResistance WeldingJustin McClendon100% (1)
- Ladle and TandishДокумент3 страницыLadle and TandishNorman MoralesОценок пока нет
- Forging DefectsДокумент10 страницForging DefectsnvemanОценок пока нет
- Requirme Assignment3Документ4 страницыRequirme Assignment3Cyber RoseОценок пока нет
- Weld Defect - WikeepidiaДокумент5 страницWeld Defect - Wikeepidiapuri16Оценок пока нет
- World Class Manufacturing & Global CompetitivenessДокумент13 страницWorld Class Manufacturing & Global Competitivenesslakshmigsr6610Оценок пока нет
- If Two or More Than Two Forces Are Acting On Different Planes Then The Forces Are Known As AДокумент2 страницыIf Two or More Than Two Forces Are Acting On Different Planes Then The Forces Are Known As Alakshmigsr6610Оценок пока нет
- Unit 1Документ7 страницUnit 1lakshmigsr6610Оценок пока нет
- Stratagey Planning PDFДокумент45 страницStratagey Planning PDFlakshmigsr6610Оценок пока нет
- Unit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" WashingДокумент27 страницUnit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" Washinglakshmigsr6610Оценок пока нет
- If Two or More Than Two Forces Are Acting On Different Planes Then The Forces Are Known As AДокумент2 страницыIf Two or More Than Two Forces Are Acting On Different Planes Then The Forces Are Known As Alakshmigsr6610Оценок пока нет
- Engineering MechanicsДокумент289 страницEngineering MechanicsRajesh SharmaОценок пока нет
- Artificial Intelligence: Prepared by G.V.S. Ananth Nath Department of CseДокумент30 страницArtificial Intelligence: Prepared by G.V.S. Ananth Nath Department of Cselakshmigsr6610Оценок пока нет
- Department of Computer Applications Mca 408P System Programming LabДокумент1 страницаDepartment of Computer Applications Mca 408P System Programming Lablakshmigsr6610Оценок пока нет
- Maths Work Sheet Contents (For Grade 4 To 7)Документ4 страницыMaths Work Sheet Contents (For Grade 4 To 7)lakshmigsr6610Оценок пока нет
- Case Studies For Engineering MechanicsДокумент1 страницаCase Studies For Engineering Mechanicslakshmigsr6610Оценок пока нет
- Fundamental Principles of NanobiologyДокумент8 страницFundamental Principles of Nanobiologylakshmigsr6610Оценок пока нет
- Unit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" WashingДокумент27 страницUnit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" Washinglakshmigsr6610Оценок пока нет
- Working.: AdvantagesДокумент3 страницыWorking.: Advantageslakshmigsr6610Оценок пока нет
- 1) - H - Method 2) - P - MethodДокумент4 страницы1) - H - Method 2) - P - Methodlakshmigsr6610Оценок пока нет
- Metal-Matrix Composites For Space ApplicationsДокумент8 страницMetal-Matrix Composites For Space Applicationslakshmigsr6610Оценок пока нет
- HP QTP Live TechДокумент128 страницHP QTP Live TechKelli ReillyОценок пока нет
- Maths Worksheets (Grade 3-7)Документ18 страницMaths Worksheets (Grade 3-7)lakshmigsr6610Оценок пока нет
- Unit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" WashingДокумент27 страницUnit-I: Robotics and Automation. This Includes "Dumb" Ro Woodworking Machines, "Intelligent" Washinglakshmigsr6610Оценок пока нет
- Principle of Operation:: Unit IiiДокумент20 страницPrinciple of Operation:: Unit Iiilakshmigsr6610Оценок пока нет
- The Finite Element Method DefinedДокумент27 страницThe Finite Element Method Definedlakshmigsr6610Оценок пока нет
- Preparation and Analysis of Silicon Carbide and Graphite Particulte Reinforcemtns in Aluminium MatrixДокумент13 страницPreparation and Analysis of Silicon Carbide and Graphite Particulte Reinforcemtns in Aluminium Matrixlakshmigsr6610Оценок пока нет
- Duran Galerkin Approximations Finite Element MethodsДокумент46 страницDuran Galerkin Approximations Finite Element MethodsJuan Sebastian AguirreОценок пока нет
- Welding Tips and TricksДокумент24 страницыWelding Tips and TricksgullipalliОценок пока нет
- Experimental Investigation of Mechanical Properties of Aluminium Reinforced With Sic and Graphite-A Hybrid Metal Matrix CompositeДокумент1 страницаExperimental Investigation of Mechanical Properties of Aluminium Reinforced With Sic and Graphite-A Hybrid Metal Matrix Compositelakshmigsr6610Оценок пока нет
- Cascade 25G-FDS-B005R5 Каскад КартекаДокумент12 страницCascade 25G-FDS-B005R5 Каскад КартекаВиталий ПилипенкоОценок пока нет
- 1DIN 6921-10.9 Hex Flange Bo.Документ2 страницы1DIN 6921-10.9 Hex Flange Bo.Sunil BaliОценок пока нет
- 3.3 Joining Methods - Knock Down FittingsДокумент15 страниц3.3 Joining Methods - Knock Down FittingsIwan SetiawanОценок пока нет
- Remsdaq SANAV GPS Antenna CatalogДокумент2 страницыRemsdaq SANAV GPS Antenna CatalogCareer Focus ClassesОценок пока нет
- DIN - ISO - EN Crossover Chart - Fuller Fasteners - Fuller FastenersДокумент6 страницDIN - ISO - EN Crossover Chart - Fuller Fasteners - Fuller FastenersRicardoОценок пока нет
- Bohler Uddeholm Brochure PDFДокумент4 страницыBohler Uddeholm Brochure PDFMilos StoisavljevicОценок пока нет
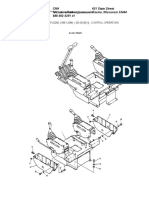
- Control OperatorsДокумент3 страницыControl OperatorsAnonymous cS9UMvhBqОценок пока нет
- ElektrodsДокумент35 страницElektrodsLampion BushonovОценок пока нет
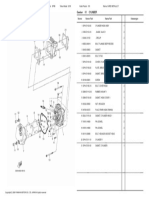
- LNS125 Mio M3 Cylinder PDFДокумент1 страницаLNS125 Mio M3 Cylinder PDFTeguhNugroho100% (1)
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Документ2 страницыWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoОценок пока нет
- Machine DesignДокумент16 страницMachine DesignALONSO GOMEZ100% (1)
- AVR 1500 Audio/Video Receiver: Service ManualДокумент74 страницыAVR 1500 Audio/Video Receiver: Service ManualMartel QuirozОценок пока нет
- Newps 6Документ2 страницыNewps 6imsovanara5310Оценок пока нет
- CH 27Документ19 страницCH 27marihomenonОценок пока нет
- Test For Spray RateДокумент61 страницаTest For Spray Ratenitish JhaОценок пока нет
- Xone V6 Options Spares PDFДокумент1 страницаXone V6 Options Spares PDFTangomaniaqueОценок пока нет
- Title: Bob-Tach Model Number: 853 Serial Number: 508411001 - 508414999, 509711001 - 509714999, 5128-11001-512815999Документ4 страницыTitle: Bob-Tach Model Number: 853 Serial Number: 508411001 - 508414999, 509711001 - 509714999, 5128-11001-512815999Edmil PabellanoОценок пока нет
- Weld Joints and Weld Types - Part1Документ1 страницаWeld Joints and Weld Types - Part1joshua_tan_31Оценок пока нет
- Aws A4.3 93Документ27 страницAws A4.3 93Martin Urriza VelazquezОценок пока нет
- AppendixДокумент21 страницаAppendixEcho CanyonОценок пока нет