Вам также может понравиться
- Dimensionnement d' Un HangarДокумент72 страницыDimensionnement d' Un HangarSoungalo CISSE100% (1)
- Guide EmballageДокумент18 страницGuide EmballageDilodilaver DilaverОценок пока нет
- Saint Gobain PDFДокумент742 страницыSaint Gobain PDFjavierlg1986Оценок пока нет
- TP Propriétés Des Matériaux Filière Ingénieur RapportДокумент53 страницыTP Propriétés Des Matériaux Filière Ingénieur RapportMouad Harit100% (1)
- Soudage Laser 1-Le Rayonnement Laser PDFДокумент5 страницSoudage Laser 1-Le Rayonnement Laser PDFSourour TrabelsiОценок пока нет
- These PDFДокумент170 страницThese PDFMariam ZouhairОценок пока нет
- 5 Selectionner Un Materiau 2Документ11 страниц5 Selectionner Un Materiau 2ouiameabdelОценок пока нет
- Traitement de SurfaceДокумент4 страницыTraitement de SurfacesamiОценок пока нет
- Exposé de Matériau 2Документ24 страницыExposé de Matériau 2Claude JoëlleОценок пока нет
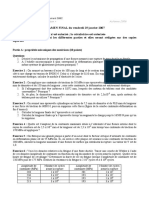
- TD Caracterisation 2008Документ9 страницTD Caracterisation 2008Amar AmôurОценок пока нет
- Micro StructureДокумент8 страницMicro StructureJari LahcenОценок пока нет
- TP Propriétés Des Matériaux Filière IngénieurДокумент8 страницTP Propriétés Des Matériaux Filière IngénieurMouad HaritОценок пока нет
- Chapitre 2Документ18 страницChapitre 2abderazakОценок пока нет
- TP1Документ12 страницTP1Firass ChafaiОценок пока нет
- TP Soudage 1Документ7 страницTP Soudage 1Maryem Ben SalemОценок пока нет
- 3 Fiabilité Des Matériaux - Rupture Par FatigueДокумент108 страниц3 Fiabilité Des Matériaux - Rupture Par Fatiguechaimae el bouzarqyОценок пока нет
- Introduction IIДокумент55 страницIntroduction IIbob2341Оценок пока нет
- Partie I - Propriétés Des MatériauxДокумент94 страницыPartie I - Propriétés Des MatériauxLasme Benjamin YobouetОценок пока нет
- Oussad, AliДокумент71 страницаOussad, AliAmir NasserОценок пока нет
- Rapport Recuit Des AciersДокумент38 страницRapport Recuit Des AciersFahmi chhiebiОценок пока нет
- A 7755 - Critères de Rupture Des Composites - Approche MacroДокумент16 страницA 7755 - Critères de Rupture Des Composites - Approche MacroFarid FaridОценок пока нет
- Materiaux: Travaux PratiquesДокумент23 страницыMateriaux: Travaux PratiquesHamza BEYADОценок пока нет
- CH IV RevetementsДокумент19 страницCH IV RevetementsWalid Ben AmirОценок пока нет
- Cour Fabrication 12 Final 1Документ41 страницаCour Fabrication 12 Final 1Chokri Atef100% (2)
- TPE Science de Materiaux ENIMДокумент20 страницTPE Science de Materiaux ENIMWassim Ben Salah0% (1)
- Chap.5 - Cours Methodologie Selection Des MatériauxДокумент87 страницChap.5 - Cours Methodologie Selection Des Matériauxnada mojahidОценок пока нет
- Conception de Systèmes Mécaniques - MateriauxДокумент27 страницConception de Systèmes Mécaniques - Materiauxbeinou100% (1)
- Procedes de Mise en Forme Des Materiaux m1 FMP 2o21Документ39 страницProcedes de Mise en Forme Des Materiaux m1 FMP 2o21Ach RafОценок пока нет
- BroyageДокумент96 страницBroyageMounia BELAIDОценок пока нет
- CollageДокумент4 страницыCollageNawal DaoudiОценок пока нет
- 01 - Introduction A La Science Des Materiaux (Mode de Compatibilité)Документ28 страниц01 - Introduction A La Science Des Materiaux (Mode de Compatibilité)Ayoub BouguernОценок пока нет
- Techniques de Modélisation Du SoudageДокумент107 страницTechniques de Modélisation Du SoudageMohamed Noureddine AbidОценок пока нет
- Traitements Par Voie ChimiqueДокумент7 страницTraitements Par Voie ChimiqueOualidОценок пока нет
- Initiation TechniqueДокумент233 страницыInitiation TechniqueEl Mehdi El Fadli100% (1)
- 1996 SIM Optimisation BroyageДокумент29 страниц1996 SIM Optimisation BroyageDirceu NascimentoОценок пока нет
- Filtre Presse FRДокумент12 страницFiltre Presse FRABDELHAKОценок пока нет
- COURS Proprietes Des MateriauxДокумент52 страницыCOURS Proprietes Des Materiauxines zarradОценок пока нет
- Calcul en Fonderie - Partie IIДокумент51 страницаCalcul en Fonderie - Partie IIIbtissam MalekОценок пока нет
- Rhéologie Et Microstructures Des Matériaux Composites À Matrice Polymère Thermodurcissable ChargéeДокумент175 страницRhéologie Et Microstructures Des Matériaux Composites À Matrice Polymère Thermodurcissable ChargéechouaibОценок пока нет
- Mourad 1Документ203 страницыMourad 1aziz zaouiОценок пока нет
- Examen Traitement Surface 2020Документ4 страницыExamen Traitement Surface 2020HOUSSAME NAIMОценок пока нет
- Cours Les MatériauxДокумент12 страницCours Les MatériauxmabroukaОценок пока нет
- DurcissementДокумент37 страницDurcissementGOUAREF SAMIRОценок пока нет
- Rapport TP MettallurgieДокумент13 страницRapport TP MettallurgieIsmail SamouhОценок пока нет
- Materiaux Et ProprietesДокумент32 страницыMateriaux Et ProprietesLh IsmailОценок пока нет
- UTBM Science-Des-materiaux 2006 GMДокумент4 страницыUTBM Science-Des-materiaux 2006 GMFrancelin Winoc Amadjikpè0% (1)
- Cours D'usure 2016Документ78 страницCours D'usure 2016mahmoudmain_24273317100% (1)
- Traitement de SurfaceДокумент20 страницTraitement de SurfaceMounia BELAIDОценок пока нет
- Département de Génie Mécanique Option - Génie Des Matériaux Mémoire de Fin D Étude en Vue de L Obtention Du Diplôme de Master en Génie Des MatériauxДокумент120 страницDépartement de Génie Mécanique Option - Génie Des Matériaux Mémoire de Fin D Étude en Vue de L Obtention Du Diplôme de Master en Génie Des MatériauxmoummouОценок пока нет
- La Corrosion Des MétauxДокумент25 страницLa Corrosion Des MétauxIsabel Masini100% (1)
- Introduction À La Mécanique de La Rupture Et de La Fatigue-1Документ47 страницIntroduction À La Mécanique de La Rupture Et de La Fatigue-1Mahamadou Makan DiakitéОценок пока нет
- Cours Proprietes Mecaniques Des MateriauxДокумент122 страницыCours Proprietes Mecaniques Des Materiauxmukadi_kantabilenga8298Оценок пока нет
- Physique Des SurfacesДокумент118 страницPhysique Des SurfacesDocteur-Naim Hocine100% (1)
- Fatigue EnduranceДокумент14 страницFatigue EnduranceKhouloud GharbiОценок пока нет
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceОт EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceОценок пока нет
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysОт EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysОценок пока нет
- Fluide Magnétorhéologique: Le costume d'Iron Man est une œuvre de science-fiction, et il semble être un exploit d'ingénierie futuriste qui n'est pas encore possible aujourd'hui. Ou est-ce?От EverandFluide Magnétorhéologique: Le costume d'Iron Man est une œuvre de science-fiction, et il semble être un exploit d'ingénierie futuriste qui n'est pas encore possible aujourd'hui. Ou est-ce?Оценок пока нет
- Conductive Polymer: L'industrie médicale est révolutionnée pour l'ingénierie tissulaire et les biocapteurs, pour restaurer des organes entiers ou diagnostiquer des maladies infectieusesОт EverandConductive Polymer: L'industrie médicale est révolutionnée pour l'ingénierie tissulaire et les biocapteurs, pour restaurer des organes entiers ou diagnostiquer des maladies infectieusesОценок пока нет
- Métal Amorphe: Le verre métallique mince du futur ressemble à du papier d'aluminium, mais essayez de le déchirer, ou voyez si vous pouvez le couper, de toute votre puissance, pas de chanceОт EverandMétal Amorphe: Le verre métallique mince du futur ressemble à du papier d'aluminium, mais essayez de le déchirer, ou voyez si vous pouvez le couper, de toute votre puissance, pas de chanceОценок пока нет
- Note de Calcul Charpente Metallique 2 PDFДокумент42 страницыNote de Calcul Charpente Metallique 2 PDFalaa2222Оценок пока нет
- La Tuyauterie Part 02Документ32 страницыLa Tuyauterie Part 02Wael Badri100% (1)
- BridesДокумент4 страницыBridesmajdi jerbiОценок пока нет
- Abecedaire Liquide de FreinДокумент5 страницAbecedaire Liquide de FreinOlivier ORMANОценок пока нет
- Tuyaux Hydrauliques Embouts Manuel TechniqueДокумент100 страницTuyaux Hydrauliques Embouts Manuel TechniqueSynda LakhdarОценок пока нет
- Cours Hakim Bensabra (CPM)Документ117 страницCours Hakim Bensabra (CPM)kazanova31Оценок пока нет
- Cours Les Techniques ElectrochimiquesДокумент30 страницCours Les Techniques ElectrochimiquesaouОценок пока нет
- Degrs Denrouillement FRДокумент2 страницыDegrs Denrouillement FRPOLY DavidОценок пока нет
- Catalogue Tubes PPRTECДокумент56 страницCatalogue Tubes PPRTECwajdiОценок пока нет
- Hasbngclic 230Документ39 страницHasbngclic 230Tesoro HonОценок пока нет
- Conclusion GénéraleДокумент2 страницыConclusion GénéraleIkhlas Khettache100% (1)
- LA CORROSION DES ARMATURES PathologieДокумент22 страницыLA CORROSION DES ARMATURES PathologieMohammed AmineОценок пока нет
- ISOupdate Janvier 2022Документ47 страницISOupdate Janvier 2022mohsine.korossОценок пока нет
- CHAPITRE 2 InhibiteurДокумент6 страницCHAPITRE 2 InhibiteurmeratiОценок пока нет
- Cours 1 Corrosion 3 GPДокумент7 страницCours 1 Corrosion 3 GPgasmigasmiОценок пока нет
- Série D'exercices 3APIC - Cours1 Prof - Banani (WWW - Pc1.ma)Документ3 страницыSérie D'exercices 3APIC - Cours1 Prof - Banani (WWW - Pc1.ma)Oussama ZnОценок пока нет
- NF en Iso 12944-2 - 1998Документ24 страницыNF en Iso 12944-2 - 1998Nassim Ben Abdeddayem100% (3)
- VI-Les Alliages Non FerreuxДокумент57 страницVI-Les Alliages Non FerreuxGhizlane FaroukiОценок пока нет
- Chapitre 1 - Technologie Des ColonnesДокумент9 страницChapitre 1 - Technologie Des ColonnesMohamed100% (3)
- Analyse Fissures (2) PDF PDFДокумент30 страницAnalyse Fissures (2) PDF PDFHKOОценок пока нет
- Titane In2p3 3 DefinitifДокумент85 страницTitane In2p3 3 DefinitifSemlali ZakariaОценок пока нет
- Échangeur Á Plaque Et JointsДокумент33 страницыÉchangeur Á Plaque Et JointsAzzaoui AbdellahОценок пока нет
- Chapitre 1Документ26 страницChapitre 11Оценок пока нет
- Seminaire, Corrosion & ProtectionДокумент128 страницSeminaire, Corrosion & ProtectionZakiSaa100% (2)
- Protection PassiveДокумент2 страницыProtection PassiveDH AnfalОценок пока нет
- Glysofor N Spécifications FRДокумент12 страницGlysofor N Spécifications FRJhonОценок пока нет
- Cuplaje - Nova SiriaДокумент56 страницCuplaje - Nova SiriaFlorin LixandruОценок пока нет
- Dermatoses Professionnelles Allergiques Aux Métaux: Deuxième Partie: Allergie de Contact Aux Composés Du ChromeДокумент13 страницDermatoses Professionnelles Allergiques Aux Métaux: Deuxième Partie: Allergie de Contact Aux Composés Du Chromefayssal bouakazОценок пока нет