Вам также может понравиться
- Weld Log PDFДокумент1 страницаWeld Log PDFDeniz AydinОценок пока нет
- Ac7114 1 Rev F Audit Criteria For Nondestructive Testing Facility Penetrant SurveyДокумент27 страницAc7114 1 Rev F Audit Criteria For Nondestructive Testing Facility Penetrant Surveyimrakesh8014Оценок пока нет
- q1 Interpretations FaqДокумент8 страницq1 Interpretations Faqjaymuscat100% (1)
- Vernier Calibration ProcedureДокумент12 страницVernier Calibration ProcedureAaron QuinnОценок пока нет
- WPS AWS TemplateДокумент3 страницыWPS AWS TemplateMohd SaffririzalОценок пока нет
- AC7114 Rev M NADCAP AUDIT CRITERIAДокумент37 страницAC7114 Rev M NADCAP AUDIT CRITERIARaja Hone100% (2)
- Ancillary Specification (Generic) : Subject: Full Length Drift/End Drift Inspection ProcedureДокумент4 страницыAncillary Specification (Generic) : Subject: Full Length Drift/End Drift Inspection ProcedureDefi Jodi PermanaОценок пока нет
- API Spec Q1 9th Edition - Mandatory Documented Procedures: No. Clause No. DescriptionДокумент1 страницаAPI Spec Q1 9th Edition - Mandatory Documented Procedures: No. Clause No. Descriptionzae nuddinОценок пока нет
- Mil STD 867cДокумент16 страницMil STD 867cDimitris GrimanelisОценок пока нет
- Calibration ValidationДокумент12 страницCalibration ValidationAlberto LobonesОценок пока нет
- D.Muthu Swamy: QMS Lead AuditorДокумент4 страницыD.Muthu Swamy: QMS Lead Auditormuthuswamy77Оценок пока нет
- API Audit Planning GuidanceДокумент3 страницыAPI Audit Planning GuidanceTasha RamisettiОценок пока нет
- Ruane PTДокумент27 страницRuane PT9703422499Оценок пока нет
- PMI Testing - Limitations With XRFДокумент3 страницыPMI Testing - Limitations With XRFArun Kumar Kar100% (2)
- Asme Sec V A-2-2004 PDFДокумент39 страницAsme Sec V A-2-2004 PDFjaire esparzaОценок пока нет
- Procedure Progress ISO 3834 2 PDFДокумент3 страницыProcedure Progress ISO 3834 2 PDFKumar DОценок пока нет
- Auditing Qms p1Документ53 страницыAuditing Qms p1Ahmad Imran100% (1)
- Sae Geia-Std-0006a-2016Документ18 страницSae Geia-Std-0006a-2016wodonit136Оценок пока нет
- Q1 9th Conformity Matrix - Rev 2Документ32 страницыQ1 9th Conformity Matrix - Rev 2Raheel MalikОценок пока нет
- Pmi Testing ProcedureДокумент4 страницыPmi Testing ProcedureDhanushОценок пока нет
- Quality Manual: Tianjin Dehua Petroleum Equipment Manufacturing Co., LTDДокумент46 страницQuality Manual: Tianjin Dehua Petroleum Equipment Manufacturing Co., LTDIjabi100% (1)
- Validation of Special ProcessesДокумент3 страницыValidation of Special ProcessesJeyakumarОценок пока нет
- The Nadcap Approval in NDTДокумент3 страницыThe Nadcap Approval in NDTmahmood750Оценок пока нет
- Calibration Interval 1Документ7 страницCalibration Interval 1fajar_92Оценок пока нет
- AC7122-R Rev CДокумент33 страницыAC7122-R Rev CNamelezz ShadowwОценок пока нет
- Pt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesДокумент0 страницPt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesZoebairОценок пока нет
- AL Problem Solving Process Manual - Updated 10 - May 2016Документ74 страницыAL Problem Solving Process Manual - Updated 10 - May 2016Akshi Karthikeyan100% (1)
- Heat Treatment ProcedureДокумент3 страницыHeat Treatment ProcedureKunal AjgaonkarОценок пока нет
- Used Thread Inspection / Repair Procedures: Dimensional Inspection Method / QP200-007 / Rev. UДокумент45 страницUsed Thread Inspection / Repair Procedures: Dimensional Inspection Method / QP200-007 / Rev. UIvan MauricioОценок пока нет
- Magnetic Praticle Inspection ProcedureДокумент9 страницMagnetic Praticle Inspection ProcedureTouil HoussemОценок пока нет
- AC7114 Rev F - Nadcap NonDestructive Testing (NDT) Suppliers Accreditation Program Audit Criteria (To Be Used On or AFTER 1-JUL-12)Документ23 страницыAC7114 Rev F - Nadcap NonDestructive Testing (NDT) Suppliers Accreditation Program Audit Criteria (To Be Used On or AFTER 1-JUL-12)skluxОценок пока нет
- Control Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFДокумент11 страницControl Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFNenad NedeljkovicОценок пока нет
- NO. PNB/DC-QAD-04/ ISSUE:2.0 / Revision: 00/ DATE:-01.04.16 Page 1 of 2Документ2 страницыNO. PNB/DC-QAD-04/ ISSUE:2.0 / Revision: 00/ DATE:-01.04.16 Page 1 of 2sonnu151Оценок пока нет
- 12l14 Bright Mild SteelДокумент2 страницы12l14 Bright Mild SteelStefany Carolina Chavez DavidОценок пока нет
- TS 0071Документ1 страницаTS 0071Seleccion Tecnico IndustrialОценок пока нет
- ISO 17636-2 - 2013 Part 2 X - and Gamma-Ray Technical - Table3 & 4Документ1 страницаISO 17636-2 - 2013 Part 2 X - and Gamma-Ray Technical - Table3 & 4Sơn Nguyễn TháiОценок пока нет
- Advanced Quality ManualДокумент17 страницAdvanced Quality ManualalexrferreiraОценок пока нет
- Q1 PDFДокумент8 страницQ1 PDFSandra SandersОценок пока нет
- VGS 8.1.2 Rev.20 - UTДокумент29 страницVGS 8.1.2 Rev.20 - UTPaul-Petrus MogosОценок пока нет
- Astm E479-91 R00 PDFДокумент5 страницAstm E479-91 R00 PDFJORGE ARTURO TORIBIO HUERTAОценок пока нет
- API Q1 Supplier Audit Check List - MRДокумент8 страницAPI Q1 Supplier Audit Check List - MRSandra SandersОценок пока нет
- Visual Inspection ProcedureДокумент8 страницVisual Inspection ProcedureTouil Houssem100% (3)
- ASTM E 1444 11 MT Magnetic Particle TestingДокумент21 страницаASTM E 1444 11 MT Magnetic Particle TestingeliuОценок пока нет
- Astm E1476.2014Документ12 страницAstm E1476.2014Mukesh kumar100% (4)
- PMI TestingДокумент3 страницыPMI TestinghungОценок пока нет
- Radiation Safety ProcedureДокумент57 страницRadiation Safety ProcedureibrahimОценок пока нет
- Guidelines Overall NDT Quality System Issue 1 080618Документ73 страницыGuidelines Overall NDT Quality System Issue 1 080618HassanSoboh100% (2)
- Coatings Audit Handbook Nov 2011Документ19 страницCoatings Audit Handbook Nov 2011Neil PiersonОценок пока нет
- MT Form Asme PDFДокумент1 страницаMT Form Asme PDFTrung Tinh HoОценок пока нет
- Is Is Not TemplateДокумент1 страницаIs Is Not TemplateAnonymous hkWIKjoXFVОценок пока нет
- WPQR Sample FormДокумент1 страницаWPQR Sample FormshwayeОценок пока нет
- Schoeller-Bleckmann Darron CatalogueДокумент35 страницSchoeller-Bleckmann Darron CatalogueDon Braithwaite100% (2)
- NDT Audit Check ListДокумент7 страницNDT Audit Check ListShrikant Utekar50% (6)
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Документ22 страницыP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonОценок пока нет
- QSP-577-03 Magnetic Particle Inspection ProcedureДокумент10 страницQSP-577-03 Magnetic Particle Inspection ProcedureCandy KendeeОценок пока нет
- Proceso Cold RollingДокумент7 страницProceso Cold RollingFernando FiallosОценок пока нет
- UT Procedure PDFДокумент14 страницUT Procedure PDFAbhayОценок пока нет
- Smart Inspection Systems: Techniques and Applications of Intelligent VisionОт EverandSmart Inspection Systems: Techniques and Applications of Intelligent VisionОценок пока нет
- D. All of The AboveДокумент3 страницыD. All of The AboveramarajanenggОценок пока нет
- Catalog For Bearing DesignДокумент70 страницCatalog For Bearing DesignHameer ReddyОценок пока нет
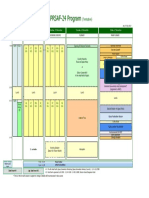
- ProgramДокумент1 страницаProgramMani Rathinam RajamaniОценок пока нет
- TL 9000 Quality Management System Measurements Handbook NPR ExamplesДокумент7 страницTL 9000 Quality Management System Measurements Handbook NPR ExamplesMani Rathinam RajamaniОценок пока нет
- Computer Aided Process Planning Techniques: Mani Rathinam Rajamani PHD RoadmapДокумент6 страницComputer Aided Process Planning Techniques: Mani Rathinam Rajamani PHD RoadmapMani Rathinam RajamaniОценок пока нет
- Payment Acknowledgment - 180604092233Документ1 страницаPayment Acknowledgment - 180604092233Mani Rathinam RajamaniОценок пока нет
- M.SC Result 2017Документ1 страницаM.SC Result 2017Mani Rathinam RajamaniОценок пока нет
- Learning Plan Dec 2017-Apr 2018Документ5 страницLearning Plan Dec 2017-Apr 2018Mani Rathinam RajamaniОценок пока нет
- VSM TemplateДокумент7 страницVSM TemplateMani Rathinam RajamaniОценок пока нет
- Join The Big Family. Sign Up Is Open For The Time Being... Join Us!!!!Документ1 страницаJoin The Big Family. Sign Up Is Open For The Time Being... Join Us!!!!Mani Rathinam RajamaniОценок пока нет
- List of Certifications DiscontinuedДокумент30 страницList of Certifications DiscontinuedMani Rathinam RajamaniОценок пока нет
- LSS Mani Rathinam RajamaniДокумент2 страницыLSS Mani Rathinam RajamaniMani Rathinam RajamaniОценок пока нет
- Product, Process, and Problem Analysis Quality SystemДокумент25 страницProduct, Process, and Problem Analysis Quality SystemMani Rathinam RajamaniОценок пока нет
- Leave PlanДокумент2 страницыLeave PlanMani Rathinam RajamaniОценок пока нет
- AS9100 Certification StatusДокумент192 страницыAS9100 Certification StatusMani Rathinam RajamaniОценок пока нет
- 3x5 Why Worksheet For SuppliersДокумент1 страница3x5 Why Worksheet For SuppliersMani Rathinam RajamaniОценок пока нет
- Flight 1 Mon, Mar 4: Cathay PacificДокумент6 страницFlight 1 Mon, Mar 4: Cathay PacificMani Rathinam RajamaniОценок пока нет
- Letter of ParticipationДокумент1 страницаLetter of ParticipationMani Rathinam RajamaniОценок пока нет
- Month Wise NC TrendДокумент2 страницыMonth Wise NC TrendMani Rathinam RajamaniОценок пока нет
- Standards Made Available Free of Cost To Combat COVID-19Документ4 страницыStandards Made Available Free of Cost To Combat COVID-19Mani Rathinam RajamaniОценок пока нет
- Fod Compliance & Findings - Bay 1Документ2 страницыFod Compliance & Findings - Bay 1Mani Rathinam RajamaniОценок пока нет
- Minitab Print Window PDFДокумент1 страницаMinitab Print Window PDFMani Rathinam RajamaniОценок пока нет
- Matecconf Imanee2018 08013Документ6 страницMatecconf Imanee2018 08013Mani Rathinam RajamaniОценок пока нет
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFДокумент8 страницBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniОценок пока нет
- Mani Rathinam Rajamani: Certificate of CompletionДокумент1 страницаMani Rathinam Rajamani: Certificate of CompletionMani Rathinam RajamaniОценок пока нет
- BCB 501 (O&G) - Competence Requirements For Inspection Bodies For Accreditation Against PNGRB Regulations PDFДокумент10 страницBCB 501 (O&G) - Competence Requirements For Inspection Bodies For Accreditation Against PNGRB Regulations PDFMani Rathinam RajamaniОценок пока нет
- Mani Rathinam Rajamani: Certificate of CompletionДокумент1 страницаMani Rathinam Rajamani: Certificate of CompletionMani Rathinam RajamaniОценок пока нет
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFДокумент8 страницBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniОценок пока нет
- BCB 201 (IB) - Mar 2019 PDFДокумент38 страницBCB 201 (IB) - Mar 2019 PDFMani Rathinam RajamaniОценок пока нет
- 09 - Chapter 3Документ11 страниц09 - Chapter 3Mani Rathinam RajamaniОценок пока нет
- Marriage Practices Among The Gidda Oromo, Northern Wollega, EthiopiaДокумент2 страницыMarriage Practices Among The Gidda Oromo, Northern Wollega, Ethiopiajoseph mathewОценок пока нет
- Midterm Decision Analysis ExercisesДокумент5 страницMidterm Decision Analysis ExercisesAYLEN INJAYAОценок пока нет
- Mathematicaleconomics PDFДокумент84 страницыMathematicaleconomics PDFSayyid JifriОценок пока нет
- REVISION For END COURSE TEST - Criticial ThinkingДокумент14 страницREVISION For END COURSE TEST - Criticial Thinkingmai đặngОценок пока нет
- 06 Cruz v. Dalisay, 152 SCRA 482Документ2 страницы06 Cruz v. Dalisay, 152 SCRA 482avatarboychrisОценок пока нет
- 1929 Davos DisputationДокумент20 страниц1929 Davos DisputationEstevao Cruz100% (1)
- Rectification or Correction of Sale DeedДокумент4 страницыRectification or Correction of Sale Deedsumanth_0678Оценок пока нет
- Radiography Safety ProcedureДокумент9 страницRadiography Safety ProcedureأحمدآلزهوОценок пока нет
- Ubi Jus Ibi RemediumДокумент9 страницUbi Jus Ibi RemediumUtkarsh JaniОценок пока нет
- Angel Number 1208 Meaning Increased FaithДокумент1 страницаAngel Number 1208 Meaning Increased FaithKhally KatieОценок пока нет
- Impact of Micro FinanceДокумент61 страницаImpact of Micro FinancePerry Arcilla SerapioОценок пока нет
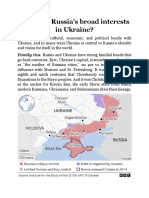
- What Are RussiaДокумент3 страницыWhat Are RussiaMuhammad SufyanОценок пока нет
- Million-Day Gregorian-Julian Calendar - NotesДокумент10 страницMillion-Day Gregorian-Julian Calendar - Notesraywood100% (1)
- Gothic Revival ArchitectureДокумент19 страницGothic Revival ArchitectureAlexandra Maria NeaguОценок пока нет
- Number SystemsДокумент165 страницNumber SystemsapamanОценок пока нет
- Argumentative Essay Project DescriptionДокумент5 страницArgumentative Essay Project DescriptionKaren Jh MoncayoОценок пока нет
- IUGRДокумент4 страницыIUGRMichael Spica RampangileiОценок пока нет
- Plastique: Art and EducationДокумент7 страницPlastique: Art and EducationJackStevensonОценок пока нет
- The Bible Does Not Condemn Premarital SexДокумент16 страницThe Bible Does Not Condemn Premarital SexKeith502100% (3)
- Vocabulary Task Harry PotterДокумент3 страницыVocabulary Task Harry PotterBest FriendsОценок пока нет
- Unsung Ancient African Indigenous Heroines and HerosДокумент27 страницUnsung Ancient African Indigenous Heroines and Herosmsipaa30Оценок пока нет
- DUN Bukit Lanjan CNY Sponsorship Form2Документ1 страницаDUN Bukit Lanjan CNY Sponsorship Form2alamsekitarselangorОценок пока нет
- Sickle Cell AnemiaДокумент13 страницSickle Cell Anemiamayra100% (1)
- Task Basis JurisprudenceДокумент10 страницTask Basis JurisprudenceKerwin LeonidaОценок пока нет
- Chapter Three: Research MethodologyДокумент3 страницыChapter Three: Research MethodologyEng Abdulkadir MahamedОценок пока нет
- Design of Experiments: I. Overview of Design of Experiments: R. A. BaileyДокумент18 страницDesign of Experiments: I. Overview of Design of Experiments: R. A. BaileySergio Andrés Cabrera MirandaОценок пока нет
- Reaction PaperДокумент3 страницыReaction PaperCecille Robles San JoseОценок пока нет
- Professional Education Pre-Licensure Examination For TeachersДокумент12 страницProfessional Education Pre-Licensure Examination For TeachersJudy Mae ManaloОценок пока нет
- Institute of Actuaries of India: Subject CT3-Probability and Mathematical Statistics May 2008 ExaminationДокумент10 страницInstitute of Actuaries of India: Subject CT3-Probability and Mathematical Statistics May 2008 ExaminationeuticusОценок пока нет
- Vrushalirhatwal (14 0)Документ5 страницVrushalirhatwal (14 0)GuruRakshithОценок пока нет