Вам также может понравиться
- Fórmulas e Cálculos Para Eletricidade e Eletrônica - volume 2От EverandFórmulas e Cálculos Para Eletricidade e Eletrônica - volume 2Рейтинг: 3.5 из 5 звезд3.5/5 (2)
- Problemas No Processo de Fabricação - MEC VДокумент24 страницыProblemas No Processo de Fabricação - MEC Vdaniel.hg16Оценок пока нет
- Apostila de Projetos de MoldeДокумент57 страницApostila de Projetos de Moldeclebersmotoca100% (12)
- 03 Propriedades e Temperatura de ProcessamentoДокумент7 страниц03 Propriedades e Temperatura de ProcessamentoJoão TenórioОценок пока нет
- Resumo - Conformação de Polímeros Por RotomoldagemДокумент2 страницыResumo - Conformação de Polímeros Por RotomoldagemRaphael LopesОценок пока нет
- Projeto de Moldes para PlásticosДокумент110 страницProjeto de Moldes para PlásticosLucas Tavares100% (6)
- Treinamento em Processo de InjeçãoДокумент24 страницыTreinamento em Processo de Injeçãoantonio_admОценок пока нет
- 5 Apostila SENAIДокумент19 страниц5 Apostila SENAImetalcoppiОценок пока нет
- DuPont Os Dez Mais Problemas de InjecaoДокумент12 страницDuPont Os Dez Mais Problemas de InjecaoMatteus CaprecciОценок пока нет
- Calculo para Processo de InjeçãoДокумент17 страницCalculo para Processo de InjeçãoElemento Andeon100% (1)
- FiberglassДокумент14 страницFiberglassRicardo BarbozaОценок пока нет
- Aula 6 - Molde de Injeção TermoplásticoДокумент75 страницAula 6 - Molde de Injeção TermoplásticoGustavo ChavesОценок пока нет
- Problemas de Injecao - Os DezMaisДокумент12 страницProblemas de Injecao - Os DezMaisWesley OliveiraОценок пока нет
- Injeção PlasticaДокумент7 страницInjeção PlasticaRodrigo AndradeОценок пока нет
- Cálculos para Molde de Injeção PlásticaДокумент19 страницCálculos para Molde de Injeção Plásticarenato Bisson100% (1)
- Aula Iv SoproДокумент28 страницAula Iv SoproAlmir MachadoОценок пока нет
- Trabalho PolimerosДокумент29 страницTrabalho PolimerosAriel HennigОценок пока нет
- Moldagem Por Injeção (Petropol)Документ32 страницыMoldagem Por Injeção (Petropol)mario mowatОценок пока нет
- Cap 26 Molde de SoproДокумент7 страницCap 26 Molde de Soprometalcoppi100% (1)
- Glossário Sobre PlásticosДокумент7 страницGlossário Sobre PlásticosdonbalaОценок пока нет
- AvaliaçãoДокумент8 страницAvaliaçãoAline WuchnerОценок пока нет
- Polimeros Aula05Документ82 страницыPolimeros Aula05Rosilda MartinsОценок пока нет
- Seminário 2 Injeção e ExtrusãoДокумент22 страницыSeminário 2 Injeção e ExtrusãoCleber GuimarãesОценок пока нет
- Polietileno de Baixa Densidade PEBD OU LDPEДокумент12 страницPolietileno de Baixa Densidade PEBD OU LDPERaphael Nascimento MonteiroОценок пока нет
- Moldagem Por Injeção PDFДокумент30 страницMoldagem Por Injeção PDFDiego Coletti SchuckОценок пока нет
- Livro Bekum, Capitulo 01Документ29 страницLivro Bekum, Capitulo 01Aderval MelloОценок пока нет
- Processos de MoldagemДокумент26 страницProcessos de MoldagemGeovani SilvaОценок пока нет
- Extrusão Sopro - GuilhermeДокумент6 страницExtrusão Sopro - GuilhermeguilhermegaoliveiraОценок пока нет
- Aula 3 - Extrusão-Sopro e Injeção - Sopro AtualДокумент111 страницAula 3 - Extrusão-Sopro e Injeção - Sopro AtualBruno BudimОценок пока нет
- Processo de Sopro PDFДокумент8 страницProcesso de Sopro PDFAguinaldoОценок пока нет
- Polímeros AplicaçõesДокумент102 страницыPolímeros AplicaçõesGis_emОценок пока нет
- MOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015Документ105 страницMOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015charles crispim100% (1)
- Variáveis de Injeção - BoaДокумент24 страницыVariáveis de Injeção - BoaPaulo Sabino100% (1)
- Moldagem de AcrílicoДокумент18 страницMoldagem de AcrílicoGonçalo GrossoОценок пока нет
- Injeção de Plásticos FalhasДокумент7 страницInjeção de Plásticos FalhasCarla Lidi StajnОценок пока нет
- Catalogo Tecnico Comercial de Tubos PEAD1Документ21 страницаCatalogo Tecnico Comercial de Tubos PEAD1EnginerdouglasОценок пока нет
- ForjamentoДокумент10 страницForjamentoHenrique GenesttraОценок пока нет
- 14 Senai Projeto de MoldesДокумент111 страниц14 Senai Projeto de MoldeslcmengeОценок пока нет
- Relatório 3Документ10 страницRelatório 3Liandra CardosoОценок пока нет
- Guia Prático de Soluções Na Injeção PlásticaДокумент22 страницыGuia Prático de Soluções Na Injeção Plásticapett2012Оценок пока нет
- Acetona e MEK Eventualidade e TratamentoДокумент5 страницAcetona e MEK Eventualidade e TratamentoAugusto Hobi SbarainiОценок пока нет
- Tabela de ContraçaoДокумент1 страницаTabela de ContraçaoPauloCesarRibeiroОценок пока нет
- 2020 Lista de Exercício 02 Bruno Monteiro Costa 569125Документ3 страницы2020 Lista de Exercício 02 Bruno Monteiro Costa 569125Bruno CostaОценок пока нет
- Manual Solução de Defeitos Na Moldagem Por Injeção de Termoplásticos - Luciano SantosДокумент38 страницManual Solução de Defeitos Na Moldagem Por Injeção de Termoplásticos - Luciano SantosLuciano SantosОценок пока нет
- 4 - TermoformagemДокумент16 страниц4 - TermoformagemRafael BusarelloОценок пока нет
- Conforma - o de PolimerosДокумент41 страницаConforma - o de PolimerosLilith LorraneОценок пока нет
- Rotomoldagem TrabalhoДокумент10 страницRotomoldagem Trabalhojacson_tjs1143Оценок пока нет
- Air Plast 2Документ22 страницыAir Plast 2Raul de Souza BrandãoОценок пока нет
- Estudo Do Fluxo e Deformação - Fabricação de Garrafas de CervejaДокумент10 страницEstudo Do Fluxo e Deformação - Fabricação de Garrafas de CervejaNelson Ponce JuniorОценок пока нет
- ABS-PC Black PianoДокумент5 страницABS-PC Black PianoWagner Ribeiro LuizОценок пока нет
- Aula 08 - Injeção e Extrusão Sopro PDFДокумент42 страницыAula 08 - Injeção e Extrusão Sopro PDFLizienny Peixoto100% (1)
- Seminário 2 Injeção e ExtrusãoДокумент22 страницыSeminário 2 Injeção e ExtrusãoysaqyОценок пока нет
- Abnt NBR 14865-2002 PDFДокумент5 страницAbnt NBR 14865-2002 PDFMarcelo Da Silva Monteiro0% (1)
- PS - PSAI PolímeroДокумент17 страницPS - PSAI PolímeroAlissonGT10Оценок пока нет
- Autoclave EdgarSila ElianaFino FábioFernandesДокумент20 страницAutoclave EdgarSila ElianaFino FábioFernandesPedro CarapinhaОценок пока нет
- Book de Defeitos em Moldes e Injeção PlasticosДокумент6 страницBook de Defeitos em Moldes e Injeção Plasticoswaldir maiaОценок пока нет
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoОт EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoОценок пока нет
- Catalogo de Produtos MUCK MAQДокумент44 страницыCatalogo de Produtos MUCK MAQMarcos Roberto BarbosaОценок пока нет
- Demo Ergonomia PDFДокумент31 страницаDemo Ergonomia PDFMarcos Roberto BarbosaОценок пока нет
- VW 01077Документ9 страницVW 01077Marcos Roberto Barbosa100% (1)
- Manual de Processamento - TPUДокумент5 страницManual de Processamento - TPUMarcos Roberto Barbosa0% (1)
- 10-2311 - Tolerâncias GeraisДокумент4 страницы10-2311 - Tolerâncias GeraisMarcos Roberto Barbosa100% (2)
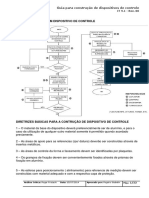
- IT 9.1 - REV.00 - Guia para Construcao de Dispositivos de ControleДокумент22 страницыIT 9.1 - REV.00 - Guia para Construcao de Dispositivos de ControleMarcos Roberto BarbosaОценок пока нет
- Comparação Entre Processos - Vantagens e DesvantagensДокумент4 страницыComparação Entre Processos - Vantagens e DesvantagensMarcos Roberto BarbosaОценок пока нет
- Logística de Engenharia de TráfegoДокумент108 страницLogística de Engenharia de TráfegoAntonio Luis CaxiasОценок пока нет
- Instituto Superior Politécnico de Tecnologias E Ciências 222Документ20 страницInstituto Superior Politécnico de Tecnologias E Ciências 222Isaac FialhoОценок пока нет
- UntitledДокумент157 страницUntitledJoao PauloОценок пока нет
- PLANEAMENTO DA SESSÃO N 1Документ3 страницыPLANEAMENTO DA SESSÃO N 1Ana Isabel FernandesОценок пока нет
- Plantar GirassolДокумент5 страницPlantar GirassolcarrapichoОценок пока нет
- Curva VerticalДокумент7 страницCurva VerticalBernardo TirreОценок пока нет
- Atividade de Extensão!Документ2 страницыAtividade de Extensão!thatasoares2222Оценок пока нет
- APOSTILA - HISTO - RIA NAVAL - LIVRO DO VIDIGAL - Aula 7Документ5 страницAPOSTILA - HISTO - RIA NAVAL - LIVRO DO VIDIGAL - Aula 7mark_990566444Оценок пока нет
- Mañana MДокумент26 страницMañana MmayraОценок пока нет
- Carta de IntençãoДокумент3 страницыCarta de IntençãoThaís CaetanópolisОценок пока нет
- Michael Horton - Three Views of Eartern Orthodoxy and EvangelicalismДокумент279 страницMichael Horton - Three Views of Eartern Orthodoxy and EvangelicalismPrPauloAndréBarbosaIIОценок пока нет
- AD2 Gestão Educacional 2Документ2 страницыAD2 Gestão Educacional 2Rossana MariozaОценок пока нет
- CoordenativasДокумент4 страницыCoordenativasProf Elisangela Moraes MarimОценок пока нет
- Uma Visão Geral Do Livro Didático de Língua Portuguesa Do 6º Ano e A Importância para A Leitura Por Meio Do Gênero NarrativoДокумент6 страницUma Visão Geral Do Livro Didático de Língua Portuguesa Do 6º Ano e A Importância para A Leitura Por Meio Do Gênero NarrativoDoralyce SantosОценок пока нет
- Ebook Easa BlogДокумент8 страницEbook Easa BlogRafaell DalpraОценок пока нет
- Como Fazer Minha Dança PrópriaДокумент6 страницComo Fazer Minha Dança PrópriaValéria FerrazОценок пока нет
- Ansiedade Possíveis Intervenções Na Análise Do ComportamentoДокумент5 страницAnsiedade Possíveis Intervenções Na Análise Do ComportamentoMaria Cecília BonfimОценок пока нет
- Projeto de Instalações de Uma Oficina MecânicaДокумент3 страницыProjeto de Instalações de Uma Oficina MecânicaYago Silva100% (4)
- Evolução Das Políticas de Saúde No Brasil - 1808-1904Документ2 страницыEvolução Das Políticas de Saúde No Brasil - 1808-1904Danielle Silva e SilvaОценок пока нет
- Monica Hermann - ProvaДокумент143 страницыMonica Hermann - ProvaGabriela PieniakОценок пока нет
- Advpl IДокумент78 страницAdvpl ILuisОценок пока нет
- Missao Cloverfield RPGДокумент8 страницMissao Cloverfield RPGEduardo Medeiros100% (2)
- Exercícios de Farmacologia (Farmacocinética e Farmacodinâmica)Документ10 страницExercícios de Farmacologia (Farmacocinética e Farmacodinâmica)luiza madureiraОценок пока нет
- Panfleto Deficiencia MentalДокумент2 страницыPanfleto Deficiencia Mentalzearaujomota8010Оценок пока нет
- Pop - Dor Torácica (V5) PDFДокумент16 страницPop - Dor Torácica (V5) PDFNATHALIA FERREIRA DOS SANTOSОценок пока нет
- Alexandre VI - Borgia, o Papa S - Volker ReinhardtДокумент184 страницыAlexandre VI - Borgia, o Papa S - Volker ReinhardtIzaRodriguesОценок пока нет
- Manual Nutrologia SBP 2009Документ116 страницManual Nutrologia SBP 2009Estefânia Siqueira100% (1)
- Lab7 Teste Gramatica 16Документ1 страницаLab7 Teste Gramatica 16Joana RochaОценок пока нет
- TCC - Tauanny Falcao Vieira de OliveiraДокумент59 страницTCC - Tauanny Falcao Vieira de OliveiraTauanny FalcãoОценок пока нет
- Eusfémio Chaúque & Helton Nhabai - Aspectos Legais - 4º - Grupo - EVДокумент27 страницEusfémio Chaúque & Helton Nhabai - Aspectos Legais - 4º - Grupo - EVAfonso SimbineОценок пока нет