Вам также может понравиться
- High Efficiency Grinding Using CBN WheelДокумент24 страницыHigh Efficiency Grinding Using CBN WheelS.VigneshОценок пока нет
- Rotary Point Crush DressingДокумент4 страницыRotary Point Crush Dressingset_ltdaОценок пока нет
- Performance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiДокумент5 страницPerformance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiWallyson ThomasОценок пока нет
- Hard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersДокумент12 страницHard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersCarlos Alfredo Gomez PerezОценок пока нет
- Ijems 23 (1) 65-78Документ14 страницIjems 23 (1) 65-78محمد رفیق حیدرОценок пока нет
- Improving The Quality of The Machining Process Through New TechnologiesДокумент4 страницыImproving The Quality of The Machining Process Through New TechnologiesKaitlynОценок пока нет
- ,,knkjkjk1 s2.0 S0924013605004000 Main PDFДокумент7 страниц,,knkjkjk1 s2.0 S0924013605004000 Main PDFKarissa ElvinaОценок пока нет
- Lecture 13Документ21 страницаLecture 13jacobbanooniОценок пока нет
- GrindingДокумент6 страницGrindingVatsal UpadhyayОценок пока нет
- Guo-Zhao2015 Article WheelNormalGrindingOfHardAndBrДокумент8 страницGuo-Zhao2015 Article WheelNormalGrindingOfHardAndBrPatriciaGómezОценок пока нет
- Wheel Truing Objectives For SuperabrasivesДокумент3 страницыWheel Truing Objectives For SuperabrasivesLilian RoseОценок пока нет
- Grinding Shaving Cutters & Rolling Dies by CBN WheelsДокумент15 страницGrinding Shaving Cutters & Rolling Dies by CBN Wheelshumayun121Оценок пока нет
- MP Unit 4 GrindingДокумент25 страницMP Unit 4 GrindingJ S VAISHNAVОценок пока нет
- Grinding Operations and Finishing Micro Milling: Competitive Manufacturing Processes (MCEN 3003)Документ48 страницGrinding Operations and Finishing Micro Milling: Competitive Manufacturing Processes (MCEN 3003)AntonyОценок пока нет
- DR KAISER Grinding WheelsДокумент20 страницDR KAISER Grinding Wheelsnestor333Оценок пока нет
- Cutting ToolДокумент9 страницCutting ToolRay Live To RaceОценок пока нет
- Hard TurningДокумент6 страницHard TurningFunkysajanОценок пока нет
- Hard Part Turning With CBNДокумент44 страницыHard Part Turning With CBNenamicul50Оценок пока нет
- Manufacturing Process - Module5.0Документ15 страницManufacturing Process - Module5.0Fiza KamaОценок пока нет
- 1537CylinderBor 00000001942Документ6 страниц1537CylinderBor 00000001942wahyufirmansyah.officeОценок пока нет
- Ch-10 Grinding and FinishingДокумент83 страницыCh-10 Grinding and FinishingPrateek Bayal100% (1)
- Super Finishing of Gear Tooth Profile Using Profile GrindingДокумент8 страницSuper Finishing of Gear Tooth Profile Using Profile GrindingTJPRC PublicationsОценок пока нет
- Super Finishing ProcessДокумент14 страницSuper Finishing ProcessKumarChirraОценок пока нет
- Mec 104Документ11 страницMec 104Indranil BhattacharyaОценок пока нет
- Manufacturing Processes: ME 335 432 Lecture #14Документ69 страницManufacturing Processes: ME 335 432 Lecture #14abdullah sulimanОценок пока нет
- 1 s2.0 S1526612518307345 MainДокумент10 страниц1 s2.0 S1526612518307345 MainGautam KumarОценок пока нет
- Abrasive ProcessesДокумент63 страницыAbrasive ProcessesmohdhmОценок пока нет
- BAB: Abrasive ProcessesДокумент18 страницBAB: Abrasive Processeshilman mun tahaОценок пока нет
- Pei Wafer Fine Grinding DOEДокумент10 страницPei Wafer Fine Grinding DOEIrina BesliuОценок пока нет
- High-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997Документ6 страницHigh-Speed Milling Dies and Molds in Their Hardened State: Annals of The CLRP Vol. 46/1/1997السيد ابراهيم عبدالعزيز عبداللهОценок пока нет
- Diamond and CBN English 07Документ26 страницDiamond and CBN English 07Vk PrabakranОценок пока нет
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurДокумент29 страницAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurRaghuОценок пока нет
- Hard Turning of Hot Work Tool Steel (Dac10)Документ38 страницHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelОценок пока нет
- Hard Turning, Tool Life, and Surface Quality Manufacturing EngineeringДокумент3 страницыHard Turning, Tool Life, and Surface Quality Manufacturing EngineeringRahul MishraОценок пока нет
- Ch-10 Grinding and FinishingДокумент84 страницыCh-10 Grinding and FinishingNitin TembhurnikarОценок пока нет
- Machine Tools and Machining 3Документ65 страницMachine Tools and Machining 3Faisal MaqsoodОценок пока нет
- Chapter 2Документ11 страницChapter 2surjitОценок пока нет
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurДокумент29 страницAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurAbin BrothersОценок пока нет
- CH 2Документ5 страницCH 2alsltanyhasanОценок пока нет
- MC4 02 Toolwear Costesetal 2007Документ7 страницMC4 02 Toolwear Costesetal 2007MariaОценок пока нет
- Gear Grinding MethodsДокумент5 страницGear Grinding MethodsNguyeentt TntОценок пока нет
- Predictive Modeling of Surface Roughness and Tool Wear in Hard Turning Using Regression and Neural NetworksДокумент13 страницPredictive Modeling of Surface Roughness and Tool Wear in Hard Turning Using Regression and Neural NetworksAshish ManwarОценок пока нет
- Grinding and FinishingДокумент84 страницыGrinding and FinishingAjay PundirОценок пока нет
- Abrasive Machining Processes & Slotter MachineДокумент65 страницAbrasive Machining Processes & Slotter MachineFaisal MaqsoodОценок пока нет
- 2 - Application of Grey Relational Analysis Based On Taguchi Method For Optimizing Machining Parameters in Hard Turning of High Chrome Cast IronДокумент11 страниц2 - Application of Grey Relational Analysis Based On Taguchi Method For Optimizing Machining Parameters in Hard Turning of High Chrome Cast IronVICTOR HUAMANОценок пока нет
- Unit - Iv: Manufacturing TechnologyДокумент39 страницUnit - Iv: Manufacturing TechnologyAniket KharpateОценок пока нет
- Optimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile Iron (Grade 3) Using Taguchi MethodДокумент9 страницOptimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile Iron (Grade 3) Using Taguchi MethodbakkarabayuОценок пока нет
- Grinding and Other Abrasive ProcessesДокумент36 страницGrinding and Other Abrasive ProcessesLaurentiusDamasSulistyaОценок пока нет
- Micromachines 13 01752Документ15 страницMicromachines 13 01752Tushar SarkarОценок пока нет
- ASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyДокумент4 страницыASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyLuis Fillipe Lopes TorresОценок пока нет
- Dressing of Coarsegrained Diamond Wheels For Ductile Machining oДокумент3 страницыDressing of Coarsegrained Diamond Wheels For Ductile Machining oHangi TakimlisinОценок пока нет
- Tds Appli Trans 2108enДокумент11 страницTds Appli Trans 2108enmooninjaОценок пока нет
- Yo Yo YoДокумент39 страницYo Yo YoDrew LadlowОценок пока нет
- High-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsДокумент9 страницHigh-Precision Finishing Hard Steel Surfaces Using Cutting, Abrasive and Burnishing OperationsarvinupОценок пока нет
- 1.1 From Craft To ScienceДокумент7 страниц1.1 From Craft To ScienceMarkChristianFajardoОценок пока нет
- Lecture 10 - Abrasive Machining and Finishing Operation-W15Документ14 страницLecture 10 - Abrasive Machining and Finishing Operation-W15Mayisha FablihaОценок пока нет
- Unit-5 6Документ12 страницUnit-5 6chiranthanchiru332Оценок пока нет
- Optimization of Surface Roughness in Honing of Engine Cylinder Liners With Sic Honing StonesДокумент7 страницOptimization of Surface Roughness in Honing of Engine Cylinder Liners With Sic Honing StonesHoang LamОценок пока нет
- Comparative Investigation On High Speed Grinding of TiCp Ti 2016 Chinese JoДокумент11 страницComparative Investigation On High Speed Grinding of TiCp Ti 2016 Chinese JoLittledarkknightОценок пока нет
- Applications of Fluid MechanicsДокумент9 страницApplications of Fluid MechanicsCharmaine CamaingОценок пока нет
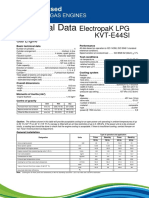
- Technical Data Sheet - Kvt-E44si - LPG - Elektropak - V1.2Документ2 страницыTechnical Data Sheet - Kvt-E44si - LPG - Elektropak - V1.2mebarki aberraoufОценок пока нет
- Pressurizer SystemДокумент19 страницPressurizer SystemRasedulIslamОценок пока нет
- DS 825 PDFДокумент6 страницDS 825 PDFvuongОценок пока нет
- Nanoparticles Report Final Draft 111Документ23 страницыNanoparticles Report Final Draft 111Hrishikesh ShejulОценок пока нет
- 7 November 2014Документ15 страниц7 November 2014syamsuri samОценок пока нет
- Experimental Study of Thermal Performance of Nanofluids in Automobile Radiator SystemДокумент39 страницExperimental Study of Thermal Performance of Nanofluids in Automobile Radiator SystemEDWIN TOM TitusОценок пока нет
- Fluids and Thermal Fluid Systems An End User'S Guide To Heat TransferДокумент74 страницыFluids and Thermal Fluid Systems An End User'S Guide To Heat TransferPkay TandohОценок пока нет
- Company Name CHECK LIST 1Документ24 страницыCompany Name CHECK LIST 1ikponmwonsaОценок пока нет
- GasengДокумент8 страницGasengAdmin BisnisОценок пока нет
- Wheel Loader Manual Agrison PDFДокумент138 страницWheel Loader Manual Agrison PDFTravisReign Dicang02Оценок пока нет
- PHS Series PHS Series: Power Chucking Cylinders Power Chucking CylindersДокумент1 страницаPHS Series PHS Series: Power Chucking Cylinders Power Chucking CylindersSweta GajjarОценок пока нет
- Uia03 - FullДокумент12 страницUia03 - Fullali_naghedifarОценок пока нет
- Manual FK2500 Cooling UnitДокумент27 страницManual FK2500 Cooling UnitGogzОценок пока нет
- Astm D2386Документ5 страницAstm D2386sawitri diah ayu komalaОценок пока нет
- Field Assembly HD787!7!7001 UpДокумент200 страницField Assembly HD787!7!7001 Upjosecall100% (1)
- Eberspacher22 Heater Hydronic D5WS Technical ManualДокумент24 страницыEberspacher22 Heater Hydronic D5WS Technical ManualROBERTOОценок пока нет
- Deutz Silnik Tcd2012-2013Документ102 страницыDeutz Silnik Tcd2012-2013Mateusz Gmiąt100% (1)
- Manual 8000i 10000i PMS EN PDFДокумент204 страницыManual 8000i 10000i PMS EN PDFAfiq AmerОценок пока нет
- BW24 RHДокумент620 страницBW24 RHAdrian Martin100% (1)
- Toyota PriusДокумент95 страницToyota PriusIonescu Cristina100% (4)
- VpCI-649 BDДокумент2 страницыVpCI-649 BDAaron RangelОценок пока нет
- CFD Simulation and Heat Transfer Analysis of Automobile Radiator Using Helical TubesДокумент12 страницCFD Simulation and Heat Transfer Analysis of Automobile Radiator Using Helical TubesRamesh TОценок пока нет
- Mini DVAS DrilДокумент54 страницыMini DVAS DrilĐồng Đăng HảiОценок пока нет
- SWBSДокумент20 страницSWBSPatrick Fernandes100% (1)
- RDE Digest Vol10No1Документ40 страницRDE Digest Vol10No1UPLB Office of the Vice Chancellor for Research and ExtensionОценок пока нет
- 1999 Lee Et Al. - Measuring Thermal Conductivity of Fluids Containing Oxide NanoparticlesДокумент10 страниц1999 Lee Et Al. - Measuring Thermal Conductivity of Fluids Containing Oxide NanoparticlescrazzyrajОценок пока нет
- Laboratory Test MethodsДокумент6 страницLaboratory Test MethodsphamthuyhaОценок пока нет
- Tg110 MM - EngДокумент60 страницTg110 MM - EngMike Guerreros100% (1)
- ISX15 X15 500 605hp RV QRGДокумент2 страницыISX15 X15 500 605hp RV QRGyohan jaimes huamanОценок пока нет