Вам также может понравиться
- Manufacturing Processes Exam QuestionsДокумент7 страницManufacturing Processes Exam QuestionsHaridas SridharanОценок пока нет
- Problems Sheet Machine Tools 2015 16Документ9 страницProblems Sheet Machine Tools 2015 16Shafiq AhmadОценок пока нет
- Ejemplos de Forjado PDFДокумент7 страницEjemplos de Forjado PDFMarc CervantesОценок пока нет
- Man ProДокумент2 страницыMan ProlividiveОценок пока нет
- 2 Problems Sheet Machine ToolsДокумент9 страниц2 Problems Sheet Machine ToolsALOKSRK0% (1)
- Question Bank: Subject:Tool Engineering/Tool Design Q.No QuestionДокумент3 страницыQuestion Bank: Subject:Tool Engineering/Tool Design Q.No QuestionhemendraОценок пока нет
- Open Book, Open Notes, Computers With Internet Off Time: 80 MinutesДокумент15 страницOpen Book, Open Notes, Computers With Internet Off Time: 80 MinutesNatanaelОценок пока нет
- Manufacturing Engineering Assignment Thapar UniversityДокумент5 страницManufacturing Engineering Assignment Thapar UniversitySaurav Kumar0% (1)
- Sheet Metal Puching Metal FormingДокумент27 страницSheet Metal Puching Metal FormingTarundeep SinghОценок пока нет
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingДокумент7 страницAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilОценок пока нет
- Processes Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringДокумент29 страницProcesses Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringSudeepHandikherkarОценок пока нет
- Thapar University machining test questionsДокумент2 страницыThapar University machining test questionsJimmy JindalОценок пока нет
- TECH 1010 Manufacturing Processes-II Assignment-IIIДокумент1 страницаTECH 1010 Manufacturing Processes-II Assignment-IIIRevuru SrikantОценок пока нет
- 2 Numericals Bank MP II PDFДокумент7 страниц2 Numericals Bank MP II PDFThenarasumohanveluОценок пока нет
- A1 Poster - Adjustable WrenchДокумент1 страницаA1 Poster - Adjustable WrenchKah KiatОценок пока нет
- Assign 1 2012Документ2 страницыAssign 1 2012chiru1431Оценок пока нет
- Ece TutorialДокумент7 страницEce TutorialShreeji EnggОценок пока нет
- Assignment 1 2Документ2 страницыAssignment 1 2Jeevan GОценок пока нет
- Bone CrusherДокумент18 страницBone CrusherMark Angelo UyОценок пока нет
- 414 TutorialsДокумент2 страницы414 TutorialsAMOS SIFUNAОценок пока нет
- Sheets - Sep 2013Документ13 страницSheets - Sep 2013Mohamed OsamaОценок пока нет
- Mineral Processing LabДокумент1 страницаMineral Processing LabMoosa NaseerОценок пока нет
- R7310305 Design of Machine Members - IДокумент1 страницаR7310305 Design of Machine Members - IsivabharathamurthyОценок пока нет
- Tonnage CalculationДокумент3 страницыTonnage CalculationEmba MadrasОценок пока нет
- MD Problems Oct09Документ8 страницMD Problems Oct09Ironfalcon101Оценок пока нет
- MECH 421 /6511 Assignment 3 Questions and ProblemsДокумент2 страницыMECH 421 /6511 Assignment 3 Questions and ProblemsParth PatelОценок пока нет
- Tutorial-2: Manufacturing Science and Technology-II (ME - 322)Документ2 страницыTutorial-2: Manufacturing Science and Technology-II (ME - 322)Deepam ShyamОценок пока нет
- Me1302 DmeДокумент4 страницыMe1302 DmesumikannuОценок пока нет
- P.E.S. College of Engineering, Mandya - 571 401Документ2 страницыP.E.S. College of Engineering, Mandya - 571 401coolmagaОценок пока нет
- UTA026 Manufacturing Processes Work sheetДокумент3 страницыUTA026 Manufacturing Processes Work sheetGUNJAN KHULLARОценок пока нет
- Sheet Metal FormingДокумент5 страницSheet Metal FormingScribdd3r100% (2)
- Design and Development of Turmeric Polishing MachineДокумент4 страницыDesign and Development of Turmeric Polishing MachineIJMERОценок пока нет
- Specimen BlankingДокумент3 страницыSpecimen BlankingAguayo JavierОценок пока нет
- Workshop Hammer ReportДокумент14 страницWorkshop Hammer ReportJoshua Chong67% (3)
- Machining and Metal Forming QuestionsДокумент25 страницMachining and Metal Forming QuestionsPiyush KumarОценок пока нет
- HW4Документ2 страницыHW4Ashutosh SinghОценок пока нет
- Theory of Metal Cutting - NumericalsДокумент2 страницыTheory of Metal Cutting - Numericalspmagrawal100% (1)
- Theory of Metal Cutting, Metal FormingДокумент181 страницаTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- PI1502 Assignment 2Документ1 страницаPI1502 Assignment 2Abhishek KumarОценок пока нет
- Assignment-1Документ2 страницыAssignment-1Rahul KumarОценок пока нет
- Casting tools and processes explainedДокумент9 страницCasting tools and processes explainedEswaran ManakorОценок пока нет
- Metal Cutting TechnologyДокумент22 страницыMetal Cutting Technologydema_diasОценок пока нет
- NUCOR Paper-Round CasterДокумент4 страницыNUCOR Paper-Round CasterJackthejackОценок пока нет
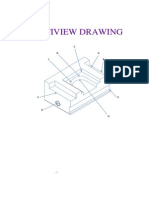
- Multiview Drawing: C D G I BДокумент12 страницMultiview Drawing: C D G I BGanagarajan RajendrenОценок пока нет
- Manufacturing Processes: KKKM2833Документ4 страницыManufacturing Processes: KKKM2833SajjadОценок пока нет
- How Do We Determine Vee Block SizeДокумент3 страницыHow Do We Determine Vee Block Sizeyamnul khair0% (1)
- EMMU 7244-Machine Tool Vibrations and Cutting Dynamics-Exam July 2016Документ4 страницыEMMU 7244-Machine Tool Vibrations and Cutting Dynamics-Exam July 2016Charles OndiekiОценок пока нет
- Machining Questions on Tool Life, Cutting Forces, Location SystemsДокумент1 страницаMachining Questions on Tool Life, Cutting Forces, Location SystemspmagrawalОценок пока нет
- Design of Machine Elements Exam with Questions on Shafts, Couplings, Keys, Springs, Bearings, FlywheelsДокумент3 страницыDesign of Machine Elements Exam with Questions on Shafts, Couplings, Keys, Springs, Bearings, FlywheelsHariharanAutoОценок пока нет
- Deber 1Документ15 страницDeber 1jmgavilanes0% (1)
- AssignmentДокумент2 страницыAssignmentgirma workuОценок пока нет
- Drill rpm settings for various materialsДокумент1 страницаDrill rpm settings for various materialsMark Cecil TanoОценок пока нет
- Practice Sheet 2Документ2 страницыPractice Sheet 2Arshpreet SinghОценок пока нет
- DOPT AssignmentДокумент6 страницDOPT AssignmentRabindra Kumar LakraОценок пока нет
- Practice Sheet 2Документ2 страницыPractice Sheet 2GUNJAN KHULLARОценок пока нет
- Solution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minДокумент11 страницSolution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minwoihoОценок пока нет
- 5. sheet metal working& powder metallurgyДокумент13 страниц5. sheet metal working& powder metallurgyanant709skОценок пока нет
- Management Process IIДокумент200 страницManagement Process IIPeeka Prabhakara RaoОценок пока нет
- ME 338 Manufacturing Processes II HW#2Документ2 страницыME 338 Manufacturing Processes II HW#2Anonymous 2xjDjAcZОценок пока нет
- CAP14Документ27 страницCAP14Milton Javier RojasОценок пока нет
- CAP14Документ27 страницCAP14Milton Javier RojasОценок пока нет
- Cuaderno de Instalaciones Sanitarias - Ing. Huari (UNI)Документ49 страницCuaderno de Instalaciones Sanitarias - Ing. Huari (UNI)Mayte AY100% (1)
- Datasheet l298bДокумент14 страницDatasheet l298bgioganОценок пока нет
- Single Point Loading Working Model Specifications and Parts OverviewДокумент4 страницыSingle Point Loading Working Model Specifications and Parts OverviewAnonymous CYdagI100% (1)
- Example4 FatigueTools WS01-SNДокумент23 страницыExample4 FatigueTools WS01-SNJosé Luciano Cerqueira CesarОценок пока нет
- Planets Classification Malefic and BeneficДокумент3 страницыPlanets Classification Malefic and Beneficmadhu77Оценок пока нет
- Chemistry: Crash Course For JEE Main 2020Документ17 страницChemistry: Crash Course For JEE Main 2020QSQFОценок пока нет
- Generative NLP Robert DiltsДокумент11 страницGenerative NLP Robert DiltsTyler Durden100% (22)
- Telescopic sight basics and reticle typesДокумент18 страницTelescopic sight basics and reticle typesKoala LumpurОценок пока нет
- Alvi Hanif Adil Ahmed Vveinhardt Impact of Organizational Culture On Organizational Commitment and Job Satisfaction-LibreДокумент11 страницAlvi Hanif Adil Ahmed Vveinhardt Impact of Organizational Culture On Organizational Commitment and Job Satisfaction-LibreLeilane AlvesОценок пока нет
- Cop Y: Queueing TheoryДокумент7 страницCop Y: Queueing TheoryDiego VásquezОценок пока нет
- Slippery? Contradictory? Sociologically Untenable? The Copenhagen School RepliesДокумент10 страницSlippery? Contradictory? Sociologically Untenable? The Copenhagen School RepliesDaniel CorrenteОценок пока нет
- 26th IEEEP All Pakistan Students' SeminarДокумент3 страницы26th IEEEP All Pakistan Students' Seminarpakipower89Оценок пока нет
- Nursing ProcessДокумент88 страницNursing ProcessGerard On LineОценок пока нет
- Rules of the Occult UndergroundДокумент247 страницRules of the Occult UndergroundIsaak HillОценок пока нет
- Assumptions of Indifference CurveДокумент12 страницAssumptions of Indifference CurveAbhishek RavalОценок пока нет
- Harvard Referencing ManualДокумент31 страницаHarvard Referencing ManualАлина ЛовицкаяОценок пока нет
- Thandeka, Learning To Be White: Money, Race, and God in America (New York: Continuum International Publishing Group, 1999), 169 PPДокумент2 страницыThandeka, Learning To Be White: Money, Race, and God in America (New York: Continuum International Publishing Group, 1999), 169 PPFefa LinsОценок пока нет
- DX DiagesДокумент36 страницDX DiagesBpbd Kota BengkuluОценок пока нет
- LG - Week 1 - Operations - ManagementДокумент4 страницыLG - Week 1 - Operations - ManagementMechaella Shella Ningal ApolinarioОценок пока нет
- PCH (R-407C) SeriesДокумент53 страницыPCH (R-407C) SeriesAyman MufarehОценок пока нет
- Magazine 55 EnglishPartДокумент50 страницMagazine 55 EnglishPartAli AwamiОценок пока нет
- Speech Sound Disorders First Edition Ebook PDF VersionДокумент57 страницSpeech Sound Disorders First Edition Ebook PDF Versionzelma.bennett128100% (39)
- Fta-500 A (03-20-08) PDFДокумент8 страницFta-500 A (03-20-08) PDFOrlando Vazquez PuertaОценок пока нет
- TAURI User ManualДокумент23 страницыTAURI User ManualChris Sad LHОценок пока нет
- Manual de Diagnostico D3E PDFДокумент72 страницыManual de Diagnostico D3E PDFJosé Luis Contreras Calderón100% (3)
- Preparation for the entrance examДокумент4 страницыPreparation for the entrance examMinh ChâuОценок пока нет
- 104 Joycecaroloates Wrug ElectraДокумент1 страница104 Joycecaroloates Wrug ElectraAnca LascuОценок пока нет
- BATAM Selco Amprah Agustus (@) 2021Документ31 страницаBATAM Selco Amprah Agustus (@) 2021rentalkiosОценок пока нет
- Create Login Application In Excel Macro Using Visual BasicДокумент16 страницCreate Login Application In Excel Macro Using Visual Basicfranklaer-2Оценок пока нет
- Unit 30 WorkДокумент2 страницыUnit 30 WorkThanh HàОценок пока нет
- Myers Et Al - Clear and Present ThinkingДокумент214 страницMyers Et Al - Clear and Present ThinkingAEОценок пока нет
- Muhammad Ajmal: Electrical EngineerДокумент1 страницаMuhammad Ajmal: Electrical EngineerMuhammad AbrarОценок пока нет