Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A572 50 TY1 KrakatauposcoplateASTMproductДокумент1 страницаA572 50 TY1 KrakatauposcoplateASTMproductSteel BridgeОценок пока нет
- Kuka Branchenflyer Food en 140523 ScreenДокумент12 страницKuka Branchenflyer Food en 140523 ScreencabecavilОценок пока нет
- CEX 6331 - Construction Engineering and Management Submit Answers ToДокумент2 страницыCEX 6331 - Construction Engineering and Management Submit Answers ToNero PereraОценок пока нет
- Practice Problems On Air Conditioning SystemДокумент1 страницаPractice Problems On Air Conditioning Systemsushil.vgiОценок пока нет
- ARCH THESIS (Chapter 1)Документ10 страницARCH THESIS (Chapter 1)Clifford Jan Tabada AtigОценок пока нет
- Sulfur Recovery Unit: Specialty Wavelength Industrial Infrared ThermometersДокумент2 страницыSulfur Recovery Unit: Specialty Wavelength Industrial Infrared ThermometersAndrew Kevin ThilaksОценок пока нет
- 030 PDFДокумент4 страницы030 PDFherrerafaridОценок пока нет
- Toyota Ebook PDFДокумент47 страницToyota Ebook PDFOliver Rivero100% (1)
- Wingless Flight The Lifting Body StoryДокумент256 страницWingless Flight The Lifting Body StoryBob Andrepont100% (1)
- Tips Paint Amp Coating Industry June 2011Документ100 страницTips Paint Amp Coating Industry June 2011samilife1100% (2)
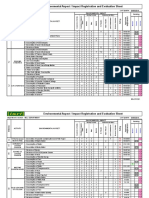
- Environmental Aspect / Impact Registration and Evaluation SheetДокумент3 страницыEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingОценок пока нет
- International Journal of Fatigue: C.M. Manjunatha, Ramesh Bojja, N. Jagannathan, A.J. Kinloch, A.C. TaylorДокумент7 страницInternational Journal of Fatigue: C.M. Manjunatha, Ramesh Bojja, N. Jagannathan, A.J. Kinloch, A.C. TaylorAnonymous 7hZOclОценок пока нет
- Hilux Brochure PDFДокумент2 страницыHilux Brochure PDFVincent DavinchiОценок пока нет
- Astm C150 - 2016Документ10 страницAstm C150 - 2016Jose Leo Mission100% (1)
- ANKO h264 Series DVR User Installation Operation ManualДокумент61 страницаANKO h264 Series DVR User Installation Operation ManualartcreativeОценок пока нет
- ITSC ProfileДокумент111 страницITSC Profileanon_750116341100% (1)
- Shell Corena S4 R - TDSДокумент3 страницыShell Corena S4 R - TDSAnonymous oAbjbl4HОценок пока нет
- White Paper Gasoline BlendingДокумент12 страницWhite Paper Gasoline BlendingHeniОценок пока нет
- E110 - Motor Installation Checklist Rev 00 11.11Документ2 страницыE110 - Motor Installation Checklist Rev 00 11.11nayumОценок пока нет
- Combustion Energy Flame Relay Ionization Flame Detector 600 Ifd 140 Srs Sil 2 Flame Relay Datasheet 02Документ2 страницыCombustion Energy Flame Relay Ionization Flame Detector 600 Ifd 140 Srs Sil 2 Flame Relay Datasheet 02qaedmahmoodОценок пока нет
- Aerogels: Much Ado About NothingДокумент5 страницAerogels: Much Ado About NothingDouglas PageОценок пока нет
- P2-FYP2-Conformity of Thesis FormatДокумент2 страницыP2-FYP2-Conformity of Thesis FormatMuhd Ashraf AzmiОценок пока нет
- Starting SystemДокумент84 страницыStarting SystemautoscanningОценок пока нет
- MobilizationДокумент2 страницыMobilizationrobert alcantaraОценок пока нет
- Premium Lumber, Limited: Comm3501 - Production and Operations ManagementДокумент20 страницPremium Lumber, Limited: Comm3501 - Production and Operations ManagementRegan HinesОценок пока нет
- Food PackagingДокумент107 страницFood PackagingVikram SinghОценок пока нет
- Exemptions Granted To Large Taxpayers January, 2010 To September, 2014 PDFДокумент82 страницыExemptions Granted To Large Taxpayers January, 2010 To September, 2014 PDFRashid BumarwaОценок пока нет
- EN Manual SC8108 A PDFДокумент17 страницEN Manual SC8108 A PDFDuong Thuy NgacОценок пока нет
- DT40 PDFДокумент34 страницыDT40 PDFFrancisco Carlos TelesОценок пока нет
- Southwire Cable in Conduit Product CatalogДокумент65 страницSouthwire Cable in Conduit Product Catalogjtb12Оценок пока нет