Вам также может понравиться
- Mecanismos Del Sistema de Producción de ToyotaДокумент3 страницыMecanismos Del Sistema de Producción de ToyotaMiguel TorresОценок пока нет
- Ingeniería de Métodos Clase 02Документ27 страницIngeniería de Métodos Clase 02Wilmer TejedaОценок пока нет
- Enfoques Primarios Del Análisis de La OperaciónДокумент6 страницEnfoques Primarios Del Análisis de La OperaciónJuan Marroquin EscobarОценок пока нет
- Cinco Medidas para Ceros Paros y AuditoriaДокумент6 страницCinco Medidas para Ceros Paros y AuditoriaTevalemadreОценок пока нет
- Unidad 3 MantenimientoДокумент7 страницUnidad 3 MantenimientoSebastian NavaОценок пока нет
- Mantenimiento EnsayoДокумент5 страницMantenimiento EnsayoHector David BОценок пока нет
- 4 Balanceo de Lineas.Документ6 страниц4 Balanceo de Lineas.RobertoMartínezTorreОценок пока нет
- Cuadro SinopticoДокумент1 страницаCuadro Sinopticooswaldo mayorquinОценок пока нет
- 3 1 - Conservacion-IntegralДокумент5 страниц3 1 - Conservacion-IntegralAetheriuz Dark100% (1)
- Ejemplo de Capacidad de Producción y Tiempo EstándarДокумент6 страницEjemplo de Capacidad de Producción y Tiempo Estándarcesar leonardo bayona barajasОценок пока нет
- Arbol panaderia-PARCIAL-1Документ2 страницыArbol panaderia-PARCIAL-1tivenОценок пока нет
- Producción Tradicional VS Manufactura EsbeltaДокумент7 страницProducción Tradicional VS Manufactura EsbeltafabrinaОценок пока нет
- Examen #1Документ8 страницExamen #1Chuii Blackburn100% (1)
- Origen y Evolución Del Estudio de Trabajo y Su Impacto en La Productividad en Una EmpresaДокумент5 страницOrigen y Evolución Del Estudio de Trabajo y Su Impacto en La Productividad en Una Empresaasuncion ramirezОценок пока нет
- Método de TransporteДокумент3 страницыMétodo de TransporteKariina' AlejáándraОценок пока нет
- Optimizacion Costo Riesgo Caso EstudioДокумент6 страницOptimizacion Costo Riesgo Caso EstudioSandro GastanagaОценок пока нет
- Sistema MOST tiempo predeterminadoДокумент6 страницSistema MOST tiempo predeterminadoLuss De GraciaОценок пока нет
- Ejercicios de Diagrama de FlujoДокумент6 страницEjercicios de Diagrama de FlujoChuii BlackburnОценок пока нет
- Algoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Документ24 страницыAlgoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Luis Ibarguen MosqueraОценок пока нет
- 3.2 Índice ICGM.Документ10 страниц3.2 Índice ICGM.alexhuescaОценок пока нет
- Reporte de Lean ManufacturingДокумент7 страницReporte de Lean ManufacturingAlejandro RangelОценок пока нет
- Diagnóstico y Desarrollo de ProyectosДокумент22 страницыDiagnóstico y Desarrollo de ProyectosJonathan Avila ChavezОценок пока нет
- 4.3 Calcular La Efectividad Global Del EquipoДокумент3 страницы4.3 Calcular La Efectividad Global Del EquipoRoberto HernandezОценок пока нет
- Calibrador de alturas digitalДокумент7 страницCalibrador de alturas digitalJesus AngОценок пока нет
- Practica Pulido Pag 265 41-42Документ3 страницыPractica Pulido Pag 265 41-42Dariel FigueroaОценок пока нет
- Análisis de sistemas de líneas de espera para la toma de decisionesДокумент33 страницыAnálisis de sistemas de líneas de espera para la toma de decisionesOlga Isabel Oliveros CaballeroОценок пока нет
- Adminitacion Tarea 2..Документ24 страницыAdminitacion Tarea 2..Edward Segura AlcantaraОценок пока нет
- Unidad 3Документ10 страницUnidad 3Rafael González CamarilloОценок пока нет
- 2.2 Principios Basicos de Tiempos y MovimientosДокумент14 страниц2.2 Principios Basicos de Tiempos y MovimientosPerla elizabeth100% (1)
- Actividad 1 Del Bloque 3Документ3 страницыActividad 1 Del Bloque 3Jessica SolisОценок пока нет
- Control RemotoДокумент3 страницыControl RemotoHector Sandoval MonzonОценок пока нет
- Auto Financia Mien ToДокумент2 страницыAuto Financia Mien ToEduardo De La Cruz HernandezОценок пока нет
- Cuestionario Unidad 1 Gestion de Los Sist. de CalidadДокумент3 страницыCuestionario Unidad 1 Gestion de Los Sist. de CalidadEfrain Cruz100% (1)
- Ejercicio S7.14 1 2Документ3 страницыEjercicio S7.14 1 2Juan ShambiОценок пока нет
- RESTRICCIONESДокумент34 страницыRESTRICCIONESVeronica VillarrealОценок пока нет
- Concepto e Importancia Del Mantenimiento IndustrialДокумент8 страницConcepto e Importancia Del Mantenimiento IndustrialPablo CastañaОценок пока нет
- One Piece FlowДокумент14 страницOne Piece FlowLaura VidalОценок пока нет
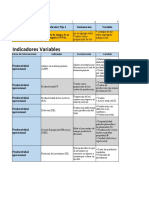
- Indicadores Linea de Acción Productividad Operativa Camara de ComercioДокумент4 страницыIndicadores Linea de Acción Productividad Operativa Camara de ComercioRicardo ChegwinОценок пока нет
- 3.2 (Parte de Alan)Документ5 страниц3.2 (Parte de Alan)Alan De Jesus GonzalezОценок пока нет
- Funciones de Un Sistema CadДокумент15 страницFunciones de Un Sistema CadSandy Jimenez100% (1)
- Proyecto Final Simulación - EsterlineДокумент20 страницProyecto Final Simulación - EsterlineGuillermo Paramo RiosОценок пока нет
- Guia Fis IIprimerДокумент2 страницыGuia Fis IIprimerJosé CamarilloОценок пока нет
- Datos Estándares en Ingeniería IndustrialДокумент9 страницDatos Estándares en Ingeniería IndustrialCarolinnaMCОценок пока нет
- EVALUACIÓN UNIDAD 4 - Administración Mantenimiento IndustrialДокумент2 страницыEVALUACIÓN UNIDAD 4 - Administración Mantenimiento Industrialdiana herreraОценок пока нет
- Ensayo Unidad 5 Salud IndustrialДокумент7 страницEnsayo Unidad 5 Salud IndustrialgerardoОценок пока нет
- Tema 2 - Administracion Del MantenimientoДокумент25 страницTema 2 - Administracion Del MantenimientoJacke AngelesОценок пока нет
- Dato EstandarДокумент11 страницDato Estandarhotsaucemix10% (1)
- Cuadro Comparativo de Series de TiempoДокумент2 страницыCuadro Comparativo de Series de TiempoJorge Anfibio Garduza AlorОценок пока нет
- Smed TerminadoДокумент7 страницSmed Terminadoxavos0% (1)
- Ejercicios Capitulo 8-Grupo 1Документ14 страницEjercicios Capitulo 8-Grupo 1Ledvin PerdomoОценок пока нет
- 2.4 Clasificación de CostosДокумент13 страниц2.4 Clasificación de Costoscarlos sdОценок пока нет
- Sintesis Taylorismo, Fordismo, Toyotismo, OPEXДокумент4 страницыSintesis Taylorismo, Fordismo, Toyotismo, OPEXfernando ricoОценок пока нет
- Examen Control Procesos Reactor TanqueДокумент1 страницаExamen Control Procesos Reactor TanqueJavier Rojas TrujilloОценок пока нет
- Meneses Adriana - Protocolo de InvestigaciónДокумент32 страницыMeneses Adriana - Protocolo de InvestigaciónPedro Javier Arcos CamachoОценок пока нет
- Unidad 5 Contabilidad de CostosДокумент6 страницUnidad 5 Contabilidad de CostosMatthew CalderonОценок пока нет
- DSD Fabricacion de Cabillas and HerbologiaДокумент32 страницыDSD Fabricacion de Cabillas and HerbologiaDavidОценок пока нет
- Calificación por velocidad y coeficiente de variaciónДокумент34 страницыCalificación por velocidad y coeficiente de variaciónNora Nuñez VillarОценок пока нет
- Tarifas Talma Neptunia-Distribucion y TransporteДокумент6 страницTarifas Talma Neptunia-Distribucion y TransporteCesar CalderonОценок пока нет
- Clase 06 Actividades Productivas e ImproductivasДокумент38 страницClase 06 Actividades Productivas e ImproductivasRosita Trujillo TrujilloОценок пока нет
- Procedimiento de Trabajo Faja Cvb-0011Документ12 страницProcedimiento de Trabajo Faja Cvb-0011Fiorella AngelaОценок пока нет
- Taller Lide Raz GoДокумент33 страницыTaller Lide Raz GoAníbal Pérez PeñarandaОценок пока нет
- Causa Efect oДокумент6 страницCausa Efect oJuan MattosОценок пока нет
- Auditorías y Tratamiento de Hallazgos PDFДокумент37 страницAuditorías y Tratamiento de Hallazgos PDFcz99Оценок пока нет
- 14 puntos calidad DemingДокумент10 страниц14 puntos calidad DemingFaustinoОценок пока нет
- 4.1 Tecnicas de Analisis de ReemplazoДокумент10 страниц4.1 Tecnicas de Analisis de ReemplazoFaustino50% (6)
- Administración Científica de TaylorДокумент2 страницыAdministración Científica de TaylorLevi Llerena FernandezОценок пока нет
- Sixsigma SixДокумент21 страницаSixsigma SixJonnathan SalazarОценок пока нет
- Taller Lide Raz GoДокумент33 страницыTaller Lide Raz GoAníbal Pérez PeñarandaОценок пока нет
- JCF IIND-2010-227 Taller de LiderazgoДокумент13 страницJCF IIND-2010-227 Taller de LiderazgoPablo GarduzaОценок пока нет
- Auditorías y Tratamiento de Hallazgos PDFДокумент37 страницAuditorías y Tratamiento de Hallazgos PDFcz99Оценок пока нет
- Six SigmaДокумент13 страницSix SigmaFaustinoОценок пока нет
- Auditorías y Tratamiento de Hallazgos PDFДокумент37 страницAuditorías y Tratamiento de Hallazgos PDFcz99Оценок пока нет
- Estructura y Funcion Del MRPДокумент15 страницEstructura y Funcion Del MRPFaustino0% (1)
- Deming: Padre Calidad TotalДокумент22 страницыDeming: Padre Calidad TotalFaustinoОценок пока нет
- Expoproceso de FabricacionДокумент14 страницExpoproceso de FabricacionFaustinoОценок пока нет
- Metodo Del Valor AnualДокумент15 страницMetodo Del Valor AnualFaustinoОценок пока нет
- CementacionДокумент14 страницCementacionFaustinoОценок пока нет
- Medidas RepetidasДокумент17 страницMedidas RepetidasFaustinoОценок пока нет
- Plan Maestro de La ProduccionДокумент8 страницPlan Maestro de La ProduccionDiego Armando Andrade PerezОценок пока нет
- Planeacion de Requerimiento de MaterialesДокумент24 страницыPlaneacion de Requerimiento de MaterialesFaustinoОценок пока нет
- EnsayoДокумент3 страницыEnsayoFaustinoОценок пока нет
- Resolucion III, IV y V.Документ5 страницResolucion III, IV y V.FaustinoОценок пока нет
- 9 39 2 PB PDFДокумент138 страниц9 39 2 PB PDFshassainОценок пока нет
- Diseños de Bloque Incompletos BalanceadosДокумент4 страницыDiseños de Bloque Incompletos BalanceadosFaustino50% (2)
- Me Gusta ScribdДокумент1 страницаMe Gusta ScribdFaustinoОценок пока нет
- Q Hace Un Tecnologo en Una EmpresaДокумент2 страницыQ Hace Un Tecnologo en Una EmpresaFaustinoОценок пока нет
- Dbib ResolublesДокумент3 страницыDbib ResolublesFaustinoОценок пока нет
- Me Gusta ScribdДокумент1 страницаMe Gusta ScribdFaustinoОценок пока нет
- CementacionДокумент14 страницCementacionFaustinoОценок пока нет
- Expo Ergo No MiaДокумент20 страницExpo Ergo No MiaFaustinoОценок пока нет
- MC-SSMA-E030-FR01 Check List Herramientas Eléctricas Ver.00Документ1 страницаMC-SSMA-E030-FR01 Check List Herramientas Eléctricas Ver.00Mayitah ParejaaОценок пока нет
- Diseno Hidraulico Obras de Toma 125-215-1-SMДокумент8 страницDiseno Hidraulico Obras de Toma 125-215-1-SMEmmanuel MejiaОценок пока нет
- Las Políticas LaboralesДокумент3 страницыLas Políticas LaboralesAnilexis GrangerОценок пока нет
- Memoria Descriptiva (Caminos I)Документ20 страницMemoria Descriptiva (Caminos I)Andy Greey Mera VásquezОценок пока нет
- Desarrollo y Validación de Un Método AnalíticoДокумент13 страницDesarrollo y Validación de Un Método AnalíticoFrankchéscoly EspinozaОценок пока нет
- Lenguaje Simbólico EcuacionesДокумент2 страницыLenguaje Simbólico EcuacionesPedro SebastianОценок пока нет
- Informe de SilviaДокумент42 страницыInforme de SilviaAnonymous uflnbN8SОценок пока нет
- Patrones de LuzДокумент5 страницPatrones de Luzdayal sena50% (4)
- Estructuras planas - Repaso de estática y cálculoДокумент28 страницEstructuras planas - Repaso de estática y cálculoTaloNatalacioОценок пока нет
- Infografía - Actividad Incial - Jhon TrujilloДокумент2 страницыInfografía - Actividad Incial - Jhon Trujillomiguel100% (2)
- Informe FrecuenciaДокумент3 страницыInforme FrecuenciaJose Jadir Layton CorzoОценок пока нет
- Revisión completa de camión de carga HAULL-ROAD con menos deДокумент38 страницRevisión completa de camión de carga HAULL-ROAD con menos deSantiago Garcia100% (1)
- Matemáticas FinancierasДокумент37 страницMatemáticas FinancierasGerson Morales RodriguezОценок пока нет
- Taller 1 Matematica FinancieraДокумент10 страницTaller 1 Matematica FinancieraWadith Antonio Rojas Cruz100% (3)
- SPME InmersiónДокумент9 страницSPME InmersiónAbel Jipsonx Pardo BqueОценок пока нет
- Fallas y Soluciones Micronautra M3Документ4 страницыFallas y Soluciones Micronautra M3Mariano CastilloОценок пока нет
- Challenger 2011Документ413 страницChallenger 2011Punto de PruebasОценок пока нет
- Según Los Criterios MicrobiológicosДокумент16 страницSegún Los Criterios MicrobiológicosKenny Junior Mercedes RojasОценок пока нет
- Manual Plan de Saneamiento Basico Dimf 2024Документ62 страницыManual Plan de Saneamiento Basico Dimf 2024karolОценок пока нет
- Identificacion de Tipo de Tuberias y Mangueras PDFДокумент13 страницIdentificacion de Tipo de Tuberias y Mangueras PDFAldo VegaОценок пока нет
- Canalizaciones. Temas Del C.N.E.Документ29 страницCanalizaciones. Temas Del C.N.E.alexz QОценок пока нет
- Elaboración de Galletas Enriquecidas Con SoyaДокумент11 страницElaboración de Galletas Enriquecidas Con SoyaYersy BravoОценок пока нет
- Tesis Ley de MaquilasДокумент210 страницTesis Ley de Maquilasrpazos79Оценок пока нет
- Manual k6Документ6 страницManual k6aquaicejuanОценок пока нет
- Foro (2) Mercadotecnia InternacionalДокумент4 страницыForo (2) Mercadotecnia InternacionalLuciernaga Fu RiosaОценок пока нет
- FUT-Anexo Declaración Jurada - SUCAMECДокумент1 страницаFUT-Anexo Declaración Jurada - SUCAMECEngels Ticona ArpiОценок пока нет
- Materiales de Ferreteria Taller de ArmasДокумент1 страницаMateriales de Ferreteria Taller de ArmasCOMANDO PROVINCIAL DE POLICIA MANABI N0.4Оценок пока нет
- Gusano Colector de Desperdicios 1Документ4 страницыGusano Colector de Desperdicios 1Angel Oswaldo Vasquez CenasОценок пока нет
- Magnitudes Directamente ProporcionalesДокумент5 страницMagnitudes Directamente ProporcionalesLaddy Martha Rojas RománОценок пока нет
- Energias Problemas Resueltos PDFДокумент15 страницEnergias Problemas Resueltos PDFDavid Martin Espinoza GonzalezОценок пока нет