Вам также может понравиться
- Tabela Roscas PDFДокумент32 страницыTabela Roscas PDFvmeottiОценок пока нет
- 365838-Material de Aula Escoamento Interno ViscosoДокумент46 страниц365838-Material de Aula Escoamento Interno ViscosobeforeRGОценок пока нет
- 5 Soldagemcom Eletrodo Revestido 101008Документ27 страниц5 Soldagemcom Eletrodo Revestido 101008Lucas RaithsОценок пока нет
- Ações e Projetos na Supervisão EscolarДокумент50 страницAções e Projetos na Supervisão EscolarLucas RaithsОценок пока нет
- Resoluo 196 Lages Alt Curso Tcnico em Eletromecnica SubsequenteДокумент55 страницResoluo 196 Lages Alt Curso Tcnico em Eletromecnica SubsequenteLucas RaithsОценок пока нет
- Fundamentos Legais para a Educação InfantilДокумент26 страницFundamentos Legais para a Educação InfantilLucas RaithsОценок пока нет
- Mec Profes 31072023.Документ1 страницаMec Profes 31072023.Lucas RaithsОценок пока нет
- 4oxicorte CortePlasmaeLaserДокумент11 страниц4oxicorte CortePlasmaeLaserLucas RaithsОценок пока нет
- 6 Soldagem MIG101008Документ16 страниц6 Soldagem MIG101008Lucas RaithsОценок пока нет
- 27 07 2023chamadaДокумент93 страницы27 07 2023chamadaLucas RaithsОценок пока нет
- 2 Soldagem Oxiacetilênica 101008Документ28 страниц2 Soldagem Oxiacetilênica 101008Lucas RaithsОценок пока нет
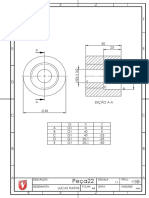
- Peça 22Документ1 страницаPeça 22Lucas RaithsОценок пока нет
- Ocupação de Vagas - ACT 23.12.2022Документ6 страницOcupação de Vagas - ACT 23.12.2022Lucas RaithsОценок пока нет
- Procuracao SINTE Cristovam Palmeira Modelo 2021Документ1 страницаProcuracao SINTE Cristovam Palmeira Modelo 2021Lucas RaithsОценок пока нет
- Ebook Poesiabr 01 Vol2Документ241 страницаEbook Poesiabr 01 Vol2Lucas RaithsОценок пока нет
- Certi Dao 9982247Документ1 страницаCerti Dao 9982247Lucas RaithsОценок пока нет
- Passo A Passo para Acessar o Curso Básico de Atendimento A EmergênciasДокумент1 страницаPasso A Passo para Acessar o Curso Básico de Atendimento A EmergênciasLucas RaithsОценок пока нет
- E SocialДокумент1 страницаE SocialLucas RaithsОценок пока нет
- 0914f 2021 Calendario EscolarДокумент4 страницы0914f 2021 Calendario EscolarLucas RaithsОценок пока нет
- HSTB RuidoДокумент7 страницHSTB RuidoLucas RaithsОценок пока нет
- Peça 24Документ1 страницаPeça 24Lucas RaithsОценок пока нет
- Peça 27Документ1 страницаPeça 27Lucas RaithsОценок пока нет
- Peça 26Документ1 страницаPeça 26Lucas RaithsОценок пока нет
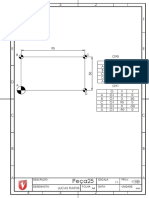
- Peça 25Документ1 страницаPeça 25Lucas RaithsОценок пока нет
- Exemplos 04-09Документ5 страницExemplos 04-09Lucas RaithsОценок пока нет
- Formulário Cálculo Correias PDFДокумент3 страницыFormulário Cálculo Correias PDFLucas RaithsОценок пока нет
- Velocidade do som em metais medida por descarga de capacitorДокумент5 страницVelocidade do som em metais medida por descarga de capacitorDeyvison Dias SantosОценок пока нет
- Exemplos 14-08Документ4 страницыExemplos 14-08Lucas RaithsОценок пока нет
- Guia de operação e manutenção de fresadora 4KVMEДокумент51 страницаGuia de operação e manutenção de fresadora 4KVMELucas RaithsОценок пока нет
- UNIMESTRE - Sistema Integrado de Gestão EducacionalДокумент1 страницаUNIMESTRE - Sistema Integrado de Gestão EducacionalLucas RaithsОценок пока нет
- Modelo CanvasДокумент3 страницыModelo CanvasLucas RaithsОценок пока нет
- Física Quântica - 2021.3 - QS - Lista 4 - Tema: Uma Nova Interpretação Da Matéria (Dualidade Onda-Partícula) GabaritoДокумент6 страницFísica Quântica - 2021.3 - QS - Lista 4 - Tema: Uma Nova Interpretação Da Matéria (Dualidade Onda-Partícula) GabaritoAndre Luiz CostaОценок пока нет
- Lista de exercícios de transporte de fluidosДокумент4 страницыLista de exercícios de transporte de fluidosPâmella BernardesОценок пока нет
- 11F NL (Teste2 CC) - Nov2021Документ3 страницы11F NL (Teste2 CC) - Nov2021diana BaptistaОценок пока нет
- Diagrama Eletrico d61Документ12 страницDiagrama Eletrico d61Filipe MartimilianoОценок пока нет
- Relatório sobre experimento de força elástica em molasДокумент11 страницRelatório sobre experimento de força elástica em molasLincoln CesarОценок пока нет
- Máquinas simples: ferramentas que facilitam o trabalhoДокумент3 страницыMáquinas simples: ferramentas que facilitam o trabalhoCarla CardosoОценок пока нет
- Materiais para Ferramentas de CorteДокумент59 страницMateriais para Ferramentas de Cortesalomao lucio dos santosОценок пока нет
- Segunda Lei de Newton - RelatórioДокумент6 страницSegunda Lei de Newton - RelatórioBruno MendesОценок пока нет
- Fluido de Perfuração Pf2Документ21 страницаFluido de Perfuração Pf2Idalia OliveiraОценок пока нет
- Ficha n.o 03 | FQ-A_11.o anoДокумент5 страницFicha n.o 03 | FQ-A_11.o anoTânia Cristina PiresОценок пока нет
- Movimento Retilíneo Uniformemente VariadoДокумент44 страницыMovimento Retilíneo Uniformemente VariadoLeonardo VieiraОценок пока нет
- Materiais Vítreos Graduação 2017 PDFДокумент160 страницMateriais Vítreos Graduação 2017 PDFCamila SgarioniОценок пока нет
- Solubilidade de compostos químicosДокумент5 страницSolubilidade de compostos químicosgustavoОценок пока нет
- Teste Formativo 2Документ3 страницыTeste Formativo 2Marta RodriguesОценок пока нет
- 03 - Dee261 - Operacoes - Unitarias - Metodos - de - Operação - Dos - Evaporadores - 2023 - 2Документ23 страницы03 - Dee261 - Operacoes - Unitarias - Metodos - de - Operação - Dos - Evaporadores - 2023 - 2natalianeumannОценок пока нет
- Exercícios GeotecniaДокумент2 страницыExercícios GeotecniaMaiara NascimentoОценок пока нет
- Preços unitários de serviços topográficos e sondagensДокумент85 страницPreços unitários de serviços topográficos e sondagensFilipeОценок пока нет
- MecДокумент71 страницаMecUeiglas VanderleiОценок пока нет
- Atividades 2° AnoДокумент3 страницыAtividades 2° AnoanalaurademoraissilvaОценок пока нет
- Lista 2Документ21 страницаLista 2Gráfica Grafitec100% (2)
- Relatório de Fisica: Plano InclinadoДокумент14 страницRelatório de Fisica: Plano InclinadoStefany Yumie KawashimaОценок пока нет
- ARENDT Hannah O Conceito de Historia Antigo e Moderno in Entre o Passado e o Futuro Sao Paulo Perspectiva 2007 PDFДокумент81 страницаARENDT Hannah O Conceito de Historia Antigo e Moderno in Entre o Passado e o Futuro Sao Paulo Perspectiva 2007 PDFRoger BianchiОценок пока нет
- Problemas de TrigonometriaДокумент2 страницыProblemas de TrigonometriaRogério CostaОценок пока нет
- Exercicios Serie2Документ3 страницыExercicios Serie2Salvador SantosОценок пока нет
- Soluções Teoria e ExercíciosДокумент15 страницSoluções Teoria e ExercíciosANA RITA MACHADOОценок пока нет
- O átomo e a eletrizaçãoДокумент3 страницыO átomo e a eletrizaçãoRogério Mendes BrancoОценок пока нет
- 01 ETEC PotênciaДокумент5 страниц01 ETEC Potênciaevaristo gonçalves oliveiraОценок пока нет
- Vasos Horizontais - Tampos Torisféricos - ExemploДокумент7 страницVasos Horizontais - Tampos Torisféricos - ExemploMich3lstreetdk100% (1)
- Principios Da Optica Geometrica e Suas eДокумент9 страницPrincipios Da Optica Geometrica e Suas eJair Valadares CostaОценок пока нет