Академический Документы
Профессиональный Документы
Культура Документы
Embutido Profundo
Загружено:
RUBEN SARMIENTO AGUILARОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Embutido Profundo
Загружено:
RUBEN SARMIENTO AGUILARАвторское право:
Доступные форматы
Cobertura de
los Seminarios
Embutido
Profundo
(Deep Draw)
de la A, a la Z El leer los crculos de la rejilla de anlisis
circular permite a los estampadores del
embutido profundo, comparar como el
material puede moverseestirarse, doblarse
y embutirsecontra las expectativas que se
tenan del material en el troquel.
Est intentando n seminario patrocinado por la Efectivamente, usted necesita conocer
realizar ms y ms
trabajos, requiriendo de
U Precision Metalforming
Association sobre la tecnologa
del Embutido Profundo, cubre temas
cul es la fuerza de resistencia a la
tensin del material para poder
calcular la cantidad de tonelaje
como diseo de herramienta, material requerido por la prensa. Pero el
troquelados complejos para las herramientas y conocer nicamente las tpicas
recubrimientos, desarrollo del propiedades mecnicas del material,
de piezas largas que proceso de embuticin (deep no es suficientes. Obtenga de su
reemplacen a los drawing), propiedades fsicas de las proveedor de materiales, las
hojas de metal, lubricantes y propiedades clave: exponente del
ensambles de partes simulacin por computadora. esfuerzo de deformacin (valor-n).
mltiples? Entonces, es El Dr. William Riffe, profesor de Despus comprubelo con su propia
Ingeniera de Manufactura en la mquina de prueba de tensin. La
necesario que repase Universidad de Kettering en Flint, curva del esfuerzo de deformacin,
los fundamentos de la Michigan, Estados Unidos, inici el es la mejor de las herramientas en
seminario explicando que para tener nuestra caja de herramientas. El
Embuticin Profunda. xito con el embutido profundo y conocer las propiedades de
para poder diagnosticar cualquier carga/deformacin de los materiales
problema de calidad, los metalformers que est formando es clave, comenta
Por BRAD F. KUVIN, EDITOR deben conocer las propiedades del Riffe.
material base que habrn de estampar. Durante las operaciones de
4 METALFORMING / Otoo 2005 http://mexico.pma.org
formado, el monitoreo minucioso del gerente de desarrollo de productos el material hacia el punto
proceso resuelve muchos de los avanzados en estampado de metal de correspondiente de contacto entre el
problemas antes de que se Anchor Manufacturing Group, punzn y hoja de metal. Usando una
incrementen quedando fuera de Cleveland, Ohio, Estados Unidos. prensa mecnica, la fuerza mxima del
control. El saber interpretar los Ulintz explic los fundamentos de la punzn para la embuticin profunda
crculos de la rejilla de anlisis (vase embuticin de copa y caja, reparacin ocurre al principio del golpe, y luego
foto) permite a los estampadores del de fallas bsicas en de tensin y disminuye conforme baja la cantidad
embutido profundo, comparar como desarrollo de troqueles para formas de material ha deformarse, enfatiz
el material puede deformarse irregulares considerando su tensin. Ulintz. Las prensas hidrulicas, por
contraerse, doblarse y tensarse Ulintz comenz definiendo a la otro lado, ofrecen toda la fuerza en el
contra lo que se espera del material en embuticin profunda como un golpe en cualquier punto del ciclo del
el troquel. Usando esta invaluable proceso en la cual la hoja de acero es deslizado, a una constante y
herramienta, los estampadores jalada, o tensada, dentro de una programable velocidad de deslizado,
pueden disear un proceso robusto cavidad del troquel, causando un slo que a velocidades ms lentas de
capaz de hacer partes buenas an reforzamiento de la hoja la cual se golpes/minuto, comparado con las
cuando los parmetros del formado comprime en una direccin prensas mecnicas.
rebasan el punto ptimo, en lugar de circunferencial. Una abrazadera o Los estampadores de embutido
operar sobre el borde de la sostn de la hoja, crea la fuerza de profundo que corren prensas
montaa, donde un movimiento en retencin para controlar el flujo del mecnicas, deberan considerar el
falso puede convertirse en un material. La seleccin una prensa para estudiar los diagramas de curvas de
desastre. el embutido profundo es crtica, no fuerza proporcionadas por el
cualquier prensa ser adecuada constructor de la prensa. Dichos
Principios para el Diseo comenta Ulintz. Los estampadores de diagramas de curvas grafican el rango
y Herramentales metal deben seleccionar una prensa y porcentual de capacidad de fuerza de
A continuacin, una discusin disear el proceso para que toda la la prensa, VS. la distancia por sobre el
sobre las tcnicas herramentales para fuerza de la embuticin fuerza fondo del golpe. Es importante
lograr piezas grandes con el embutido punzante ms fuerza de retencinse tambin considerar la velocidad del
profundo, dirigida por Peter Ulintz, encuentre disponible cuando se deslice deslizamientodiferentes materiales
http://mexico.pma.org METALFORMING / Otoo 2005 5
Deep Draw
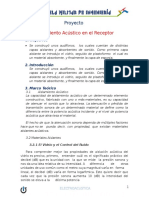
pueden ser formados a diferentes Rango Mximo de pestaa. Si durante la formacin, la
velocidades mximas, Embuticin para copa de la pared fallara en tensin, es
correlacionndose a la velocidad de Materiales Comunes casi seguro que el dimetro de la hoja
deslizamiento de la prensa. Por sea demasiado grande, causando un
ejemplo, dice Ulintz, el acero Mximo fuerza excesivamente alta que la pared
Material
inoxidable tiene una capacidad de D/d no podr transmitir. El atributo de la
formado tpico de 35 pies/minuto, Acero CRDQ 2.15 clave para calcular y evaluar la
mientras que aceros bajos en carbn capacidad del formado, es el de Rango
tienen una capacidad de 55 Lmite de Deformacin, (Limiting
Acero CRDQSK 2.20
pies/minuto y los aceros blandos con Drawing Ratio, LDR ver Fig. 1) el
calidad de embutido profundo, tienen rango del dimetro mximo de la hoja
una capacidad de formado que Acero HRDQ 2.10 (D) que puede formarse dentro del
alcanza los 80 pies/minuto. dimetro de la copa (d). Este clculo
Conociendo la velocidad del formado, Acero Inoxidable (Tipo 302) 2.20 es aplicable para cualquier formacin
la troqueladora puede especificar la de profundidad.
velocidad del deslizado usando la Latn, Cobre 2.10 LDR = D/d
siguiente ecuacin: Los metalformers pueden obtener
Velocidad de deslizado Aluminio (Serie 1100) 1.80 los valores de LDR de sus proveedores
(pies/minuto) = [Golpe (pulgadas) de material, incluyendo una estimacin
Fig. 1El atributo principal para
x velocidad de formado evaluar la capacidad de la embuticin
de cmo disminuira el LDR con
(golpes/minuto)]/4 de copa es el Rango Lmite de deformaciones subsecuentes en las
Cubriendo la embuticin de copa, Embuticin, el rango del dimetro diferentes aplicaciones debido al
Ulintz determina dos importantes mximo del espacio o vaco de la copa incremento del trabajo. Ulintz despus
reas de la partela pestaa donde la donde se embutir el material (D) que explic la influencia que tiene el radio
puede ser embutido dentro de una
mayor parte de la deformacin copa de dimetro (d). Esto se
del punzn en relacin con la
ocurre, y la pared, que soporta la mantiene para cualquier profundidad ubicacin de la fuerza de tensin en la
fuerza necesaria para deformar la de embutido. parte inferior de la copa, que es la parte
6 METALFORMING / Otoo 2005 http://mexico.pma.org
Deep Draw
ms dbil de la pared. Un radio ms El radio del embutido del troquel por friccin. De acuerdo con Brett
grande, dice, mueve el punto de falla deber ser absolutamente suave y Krause, un consultor tcnico de la
hacia arriba en donde se encuentra unirse perfectamente con las empresa manufacturera de
material endurecido por un formado superficies planas. herramientas de acero Bohler-
anterior durante el proceso de Ulintz concluy refirindose al Uddeholm North America, la
formado. Un punzn de base plana, en exceso, tambin conocido como deformacin plstica ha crecido como
comparacin con un punzn sobrante o adendum (rea de la cara una preocupacin a medida que los
hemisfrico, puede inducir menor del punzn que se extiende desde la estampadores utilizan ms y ms
adelgazamiento del material en el lnea de corte final del producto hacia materiales con mayor fuerza de
fondo de la copa. Pero si el radio del fuera de la abertura del punzn) tensin. La herramienta del material
troquel se vuelve muy grande, la hoja diseada para asegurar la calidad de se deformar plsticamente si se
de acero puede arrugarse. Nuevamente, los paneles formados. Un diseo excede ms all del punto de fuerza
los proveedores de metal ofrecen apropiado del addendum asegura un El resultado se traduce en daos o
graficas comparativas entre grosor del estiramiento uniforme del panel . cambios en la forma de las superficies
material y el radio de deformacin Controla el balance del movimiento de trabajo de la herramienta. Pueden
como un mltiplo del grosor del del material durante el formado con ocurrir fisuras debido a
material. el uso de paredes de formado, barras concentraciones de tensin creadas por
Algunas reglas generales: formadoras, extensiones material u marcas dejadas en la herramienta
El radio del embutido deber ser otras aplicaciones de diseo. mientras durante la rectificacin o el
de cinco a ocho veces el grosor del maquinado o por caractersticas de
material; Materiales y Recubrimientos diseo tales como esquinas afiladas o
La parte superior del poste del para Herramientas radios. La friccin trasera se presenta
embutido debe dejarse burdo, Las herramientas del embutido con materiales blandos con mas
para retardar el efecto de profundo se desgastan por abrasin y adhesin, tales como hojas con
estiramiento del material adhesin, por despostillado, por aleacin de aluminio, y puede
alrededor del poste; fisuras, por deformacin plstica y minimizarse con la especificacin
8 METALFORMING / Otoo 2005 http://mexico.pma.org
adecuada de velocidad de formado y material que la parte requiere, en propiedades del material que
presin, as como con la seleccin lugar de basarse en el precio. Mientras requieran todas y cada una de las
apropiada del lubricante. Tambin es que el departamento de compras partes que va a estampar, y ordene
importante, menciona Krause, intente ahorrarse algunos centavos materialaceros y otrosbasado en
rectificar las herramientas en sentido por libra/kilo de acero, la insuficiencia las necesidades de cada parte. Su lista
longitudinal ya que marcas circulares de las propiedades del material, como de propiedades claves en los
en el punzn causan friccin durante la elvalor-npor ejemplo, puede materiales es:
corrida. causar un enorme gasto por Resistencia a la fluencia
Continuando con la discusin desperdicios en el proceso de Exponente de
sobre los materiales para produccin por fallas y errores. Endurecimiento/Deformacin
herramientasherramientas El lema de Keeler es: Conozca las permanente (valor-n)
convencionales de acero, aleaciones de
metal mejorado y metales vaciados
Krause dirige su atencin hacia las
tcnicas para el mejoramiento de
superficies, tales como el templado
con soplete, carburizacin, nitracin y
recubrimientos.
Stu Keeler Platica sobre las
Propiedades de los
Materiales
Stuart Keeler, consultor y
colaborador en esta revista, enfatiza la
importancia de conocer la principal
clave de las propiedades de los
materiales que usted va a formar
valor-ny entender cmo esto afecta
sus posibilidades en sus procesos.
Compaas acereras conocen el
valor-no exponente de
endurecimiento por uso, para las
aleaciones que usted va a formar.
Pregunte por ellas expresa Keeler.
Un nivel ms alto devalor-n
indica una aleacin que puede tener
mayor capacidad de estiramiento y un
estiramiento ms uniforme.
No es suficiente con que los
estampadores se confen en sus
propias experiencias del pasado, dice
Keeler, pues las tradicionales acciones
correctivas de prueba y error no son
aplicables a los materiales nuevos o a
diseos innovadores. Las nuevas
aleaciones, recubrimientos y
lubricantes requieren de tcnicas
basadas en coleccin de datos para
disear procesos y procedimientos de
acciones correctivas creadas para cada
parte. Por ejemplo, los estampadores
se ahorrarn tiempo y dinero en su
largo camino, si ordenan aceros y
otros materiales bsicos basndose en
el rango de las propiedades del
http://mexico.pma.org METALFORMING / Otoo 2005 9
Deep Draw
Mantenimiento para
Elongacin Total dice Marvin Phillips, gerente de Materiales
Especifique los valores mximos produccin de Fuchs Lubricants, el Incrementando su
y mnimos de cada uno. usar el lubricante correcto permitir Fuerza y Resistencia
Keeler concluye ofreciendo el uso de acero menos caro y tener un al Desgaste
excelentes fuentes de informacin proceso ms robusto.
relacionadas con las propiedades de Phillips present el tema de SAE 4140*
los materiales. lubricantes de baja presin, muy
Aluminio para partes tiles para las aplicaciones cortas de SAE 6150*
automotrices, La Asociacin de formado; y sobre aditivos de presin
O1
Aluminio, www.aluminum.org extrema (EP) requeridos para las
Guas de diseo con la seleccin y aplicaciones de formacin o A2
uso de acero inoxidable, La embuticin profunda. Los aceites
Industria de Aceros Especiales de comunes, explic, pueden proveer Aceros con 8%-por ciento-de cromo
Norte Amrica, www.ssina.com lubricacin, resistencia a la friccin y
Gua para la seleccin y uso de proteccin a la corrosin, pero no D2
aceros, Instituto Americano del pueden ser diluidos y no ofrecen una
Aceros PM
Acero y del Hierro, disipacin adecuada del calor en
www.autosteel.org algunas aplicaciones. Los aceites Carburo
solubles pueden eliminan ms calor
Seleccin y Uso de la interfase de la herramienta/pieza Aleacin con Hierro Fundido
de Lubricantes de trabajo y son dilubles. Los
Controlar la friccin, reducir el lubricantes sintticos ofrecen ptima Aleacin con Hierro Fundido
desgaste, prevenir los escurrimientos compatibilidad post-proceso, subraya
y el goteo, y disipar el calor; eso es lo Phillips, ya que permite a los D2
que esperan los estampadores de estampadores soldar y pintar partes *Pre-endurecido, y luego reendurecido con
embutido profundo de sus lubricantes estampadas sin tener que remover el soplete o carburizado
para el metalforming. En resumen lubricante. Fig 2.
10 METALFORMING / Otoo 2005 http://mexico.pma.org
Deep Draw
Resolviendo Virtualmente, rigidez o la deformacin que sufre la Ulintz y Keeler describen los
los Problemas en el Taller parte al formarse. Ellos crean una programas ms sencillos, aquellos que
La discusin del taller virtual, o el cadena continua de eventos retro- realizan un anlisis bsico en un solo
uso de simuladores de modelos de alimentados conectados a modelos paso. Se coloca la rejilla sobre la
formado en una computadora, diseados con CAD; proceso de superficie de la pieza moldeada y se
vinieron de Keeler y Ulintz, quienes diseos, diseo de troqueles y el calcula el esfuerzo de cada rejilla
explican los programas de simulacin desarrollo de prototipos, permitiendo a deformada. Mientras que los
han reducido los tiempos de diseo y los ingenieros correrlo lentamente, programas de un solo paso no toman
de pruebas del troquel. Estos permitiendo a su vez, realizar un en cuenta las caractersticas de la
programas constan de cdigos que anlisis factible para la validacin del prensa, el mantenimiento o la
duplican una parte real y calculan la proceso en la prensa. lubricacin, crearn un diagrama del
lmite de deformacin que establecer
el rango de severidad basado en la
geometra del producto y en las
propiedades del material, calculado en
rejillas circulares que mostrarn los
esfuerzos mnimos y mximos. Estos
son ideales para analizar el diseo de la
pieza as como para seleccionar el
material base oportunamente durante
la etapa del diseo del producto;
evaluando el qu pasara? En
diferentes escenarios.
Hay programas ms sofisticados,
que incrementan la realizacin de
anlisis de esfuerzos, torceduras y
adelgazamiento por cada pequeo
movimiento incremental que hace el
punzn. La informacin suministrada
para correr este programa de
simulacin pueden incluir
caractersticas de la prensa, geometra
del troquel, configuracin de la hoja y
lubricacin. Adems de los resultados
obtenidos por el anlisis de un solo
paso de este programa, los usuarios de
software para este tipo de anlisis,
pueden obtener diagramas de curvas
del tonelaje y seales a color de las
arrugas y otras irregularidades en el
material. Los usuarios pueden localizar
qu tipo de fallas ocurrieron durante la
corrida y rastrearlos a su origen.
Keeler concluy enfatizando que el
operar una planta de estampado
basndose en la prueba y el error
como medida correctiva, o confiarse
en experiencias y emociones pasadas,
debe ser reemplazado por una buena
base de datos como plan de ataque.
Los ingenieros deben esforzarse en
aplicar acciones correctivas
relacionadas a la parte especfica y en
un modelo basado en el anlisis para
el futuro. MF
http://mexico.pma.org
Вам также может понравиться
- Lixiviacion CajamarquillaДокумент16 страницLixiviacion Cajamarquillaclucero9Оценок пока нет
- Funcion Lineal y AfinДокумент11 страницFuncion Lineal y AfinIvanDelgadoMondragon67% (3)
- Suelo Cemento INFORMEДокумент6 страницSuelo Cemento INFORMEHumbertoEchalarОценок пока нет
- Experimento #1Документ10 страницExperimento #1Alex LoveraОценок пока нет
- Tesis Psicoterapia CorporalДокумент277 страницTesis Psicoterapia CorporalAlexis Harley Merchán Jaimes100% (1)
- Caída Libre y Tiro VerticalДокумент13 страницCaída Libre y Tiro VerticalDebora Benitez SuarezОценок пока нет
- INFORME de Quimica 3Документ12 страницINFORME de Quimica 3Alexander Curo GarciaОценок пока нет
- Ejercicios Resueltos de Solido RigidoДокумент14 страницEjercicios Resueltos de Solido Rigidopepe gomezОценок пока нет
- Ejercicio Fundacion ResueltoДокумент9 страницEjercicio Fundacion ResueltoAndrés PinoОценок пока нет
- Cómo Usar La Pera de GomaДокумент2 страницыCómo Usar La Pera de GomaVanessa MartinezОценок пока нет
- Ficha - Tecnica - Vinilo - Fino - Tipo - 1 PDFДокумент6 страницFicha - Tecnica - Vinilo - Fino - Tipo - 1 PDFJulianAndresGarciaFajardoОценок пока нет
- MICROSCOPIOSДокумент46 страницMICROSCOPIOSJuan Carlos Alvarez FrancoОценок пока нет
- Unidad IV - Porfidos CupriferosДокумент38 страницUnidad IV - Porfidos CupriferosYery SantanderОценок пока нет
- Proyecto - Cancelador de RuidosДокумент7 страницProyecto - Cancelador de RuidosJhonatan Charcas GuachallaОценок пока нет
- Cómo Utilizar Fuente de Alimentación GPS-2303 deДокумент10 страницCómo Utilizar Fuente de Alimentación GPS-2303 dePedro Salas EscalanteОценок пока нет
- Extracción de Aceite Esenciale de EucaliptoДокумент6 страницExtracción de Aceite Esenciale de Eucaliptocesar D'la Oca100% (1)
- Desventajas de Los Bloques de Hormigón Celular y Sus CaracterísticasДокумент2 страницыDesventajas de Los Bloques de Hormigón Celular y Sus CaracterísticasrecoyaveОценок пока нет
- Analisis y Diseo de Escalera Helicoidal PDFДокумент10 страницAnalisis y Diseo de Escalera Helicoidal PDFCristhiam Gabriel Vergara AnticonaОценок пока нет
- Resumen Caracterización Mineralógica de Yacimientos de Oro PHD Nestor Ricardo Rojas PorДокумент3 страницыResumen Caracterización Mineralógica de Yacimientos de Oro PHD Nestor Ricardo Rojas PorStivenSanchezОценок пока нет
- Ecuaciones Logaritmicas y ExponencialesДокумент9 страницEcuaciones Logaritmicas y ExponencialesMauramz_2014Оценок пока нет
- Probabilidad Básica 1 - 2022Документ5 страницProbabilidad Básica 1 - 2022Sandra Lorena Tovar NavarreteОценок пока нет
- 1.1.3 Fuerza ElectromotrizДокумент5 страниц1.1.3 Fuerza ElectromotrizAnonymous XcccMuODОценок пока нет
- C03-Linealización y Función de Transferencia PDFДокумент56 страницC03-Linealización y Función de Transferencia PDFEnrique VidalОценок пока нет
- Certificado Ut Level IДокумент3 страницыCertificado Ut Level IAlex Torres CamizanОценок пока нет
- Presas de EnrocadoДокумент11 страницPresas de EnrocadokarenОценок пока нет
- Experimento de HertzДокумент5 страницExperimento de HertzAlexis RodríguezОценок пока нет
- Pruebas de Inspección PARA ACOPLAMIENTOSДокумент7 страницPruebas de Inspección PARA ACOPLAMIENTOSOvandoОценок пока нет
- Péndulo SimpleДокумент11 страницPéndulo SimpleFranco MoliniОценок пока нет